Druckqualität:
Zur Beurteilung der Druckqualität des ELEGOO Mars 5 Ultra 9K haben wir verschiedene Testdrucke durchgeführt. Hierfür haben wir das Standard Resin V2 von ELEGOO in der Farbe Grau genutzt. Alle Einstellungen haben wir auf den Grundeinstellungen von CHITUBOX Basic belassen. Für eine geringere Geruchsbelästigung während der Drucke haben wir den ELEGOO Mars Mate mit dem Drucker verbunden.
Auch beim MSLA-Druck kann es zu einigen Problemen kommen, nachfolgend wollen wir einige kurz vorstellen:
- Hauftungsfehler auf der Bauplatte:
Das Objekt haftet gar nicht (klebt auf der PEP-Folie) oder löst sich während des Druckes teilweise oder vollständig ab. Zur Fehlerbehebung sollte man, je nach Art der Ablösung, entweder die Bauplatte neu ausrichten, Vat-Cleaning starten oder die Bauplatte reinigen. Das Vat-Cleaning härtet eine dünne geschlossene Schicht Resin aus und hilft so kleinere Resinreste von der PEP-Folie zu entfernen. Ist das Problem so noch nicht gelöst, kann man noch die Belichtungszeit der unteren Schicht erhöhen, die Anzahl der unteren Schichten erhöhen, die Wartezeit vorm Anheben erhöhen oder die Verfahrgeschwindigkeiten absenken. - Ablösen der Objektschichten von den unteren Schichten:
Teilweise kann es zu Haftungsproblemen an den länger belichteten unteren Schichten kommen, auch hier gibt es wieder mehrere Hebel, um den Fehler zu beheben. So kann man die Belichtungszeit der unteren Schichten senken (aufpassen, dass es zu keinen Haftungsproblemen kommt), die Belichtungszeit der regulären Schichten erhöhen, die Wartezeit vor dem Anheben erhöhen oder die Hubgeschwindigkeit senken. - Teile des Objektes fehlen:
Bei filigranen Objekten kann es vorkommen, dass Teile des Objektes fehlen. In der Regel bedeutet dies, dass diese nicht richtig am Hauptobjekt haften konnten und nun in der Resinwanne zu finden sind. Ursache ist hier meist eine fehlende oder zu grobe Stützung. Man kann also die Anzahl der Stützen erhöhen oder auch deren Durchmesser und Kontakt. Auch hier kann ansonsten helfen die Wartezeit zu erhöhen und die Verfahrgeschwindigkeit zu reduzieren. - Raue Oberfläche:
Sollte die Oberfläche nicht wie üblich glatt, sondern rau sein, liegt das oft an unterschiedlich guten Aushärtungen. Man kann hier also die Belichtungszeiten anpassen, oder die Wartezeiten erhöhen und die Verfahrgeschwindigkeiten reduzieren. - Löcher im Objekt:
Löcher im gedruckten Objekt können auftreten, wenn Teile unterbelichtet oder Wandstärken zu gering sind. Hohle Bereiche, in denen sich Harz sammelt, können auch zu diesem Fehler führen. Um ihn zu beheben, kann man Ablauflöcher hinzufügen oder das Objekt auf Support setzen. Auch ein Senken der Druckgeschwindigkeit kann hier helfen. - Raging-Defekte:
Es finden sich Reste von ausgehärtetem Harz an den Oberflächen des Objektes. Ursächlich können Haftungsfehler oder eine Bewegung der Bauplätte während der Belichtung sein. Hier kann man die Belichtungszeit erhöhen, die Wartezeit vor dem Anheben senken, die Verfahrgeschwindigkeit senken oder die Stützdicke erhöhen. - Starke Linien-Muster im Modell:
Zeigen sich auf dem Druck deutliche Linienmuster, kann dies an einer wackelnden z-Achse liegen, die man wieder richtig befestigen oder austauschen muss. Auch hier kann man die Belichtungszeit reduzieren, die Wartezeit vor dem Anheben senken, die Verfahrgeschwindigkeit senken oder die Stützdicke erhöhen.
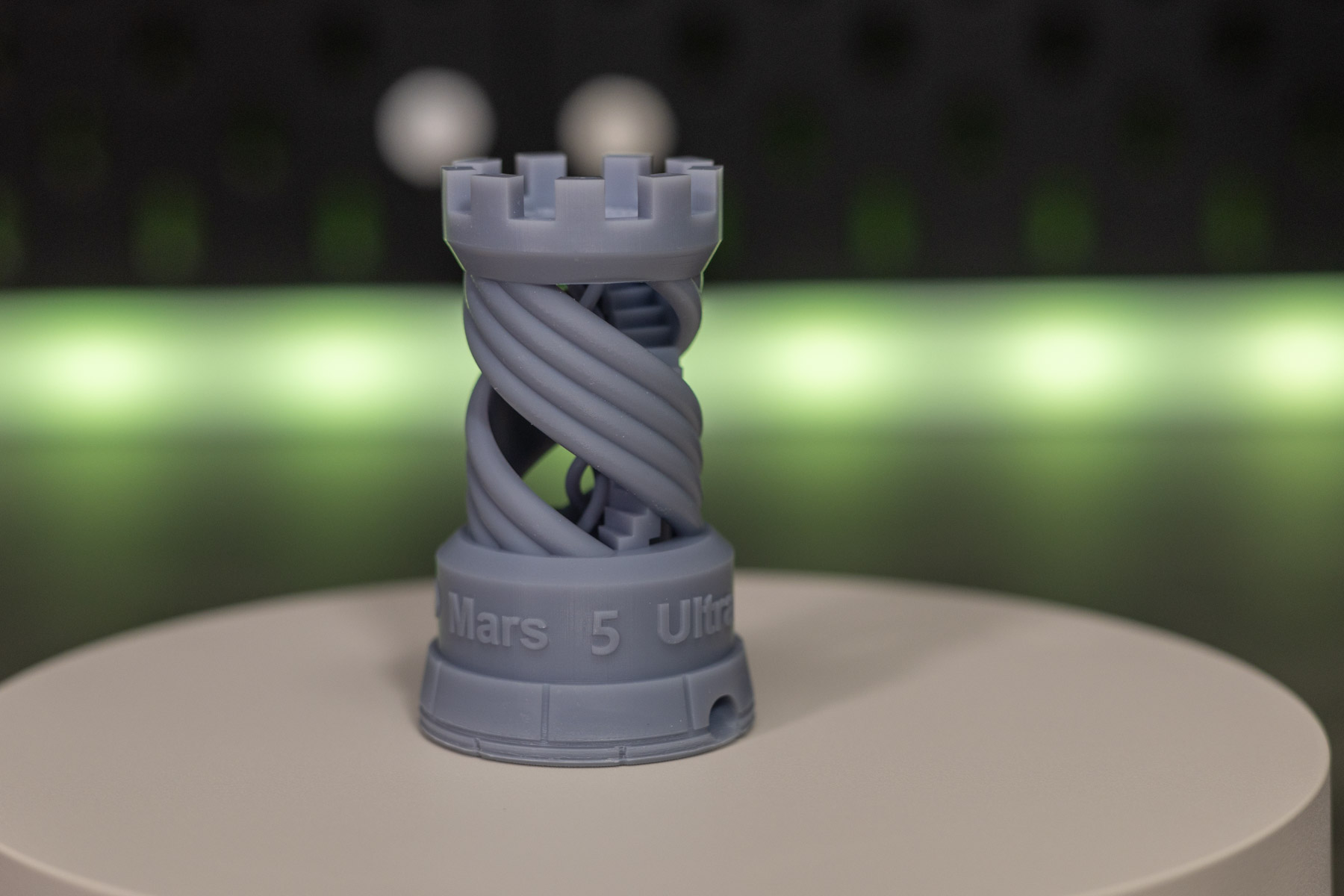
Benchmark-Druck:
Auf dem USB-Stick findet sich auch eine Datei des Rooks, den wir auch schon von anderen ELEGOO-Druckern kennen. Dieser verfügt über eine offenere Form als der allgemein übliche Test-Turm, sodass die innere Struktur besser sichtbar ist. Diese ist auch hier eine Doppelhelix. Zudem ist er mit ELEGOO- und Mars-5-Schriftzügen dekoriert. Mit diesem Objekt lassen sich feine Oberflächendetails und auch der saubere Druck sehr kleiner Elemente prüfen. So demonstriert er einmal die Leistungsfähigkeit des MSLA-Drucks und wir können die korrekte Funktion des Druckers testen. Es sind keine Fehler zu erkennen und alles ist sehr sauber sowie präzise gedruckt. Alle Schriften sind sauber und scharfkantig umgesetzt.
Test der maximalen Höhe:
Als weitere Testdrucke haben wir wieder ein vom Eiffelturm inspiriertes Modell genutzt (Link zu Printables). Denn dieser verfügt über eine sehr feine Struktur mit vielen Überhängen und feinen Streben. Ideal, um die Leistungsfähigkeit des Druckers zu testen. Das Modell haben wir auf die maximale Höhe des Bauraums skaliert, wobei wir auch in der Tiefe der Druckplatte an die Grenze stießen.
Um den Drucker zu fordern, haben wir das Modell ohne Stützstrukturen gedruckt. Trotz der vielen feinen Strukturen wurde das Modell fehlerfrei umgesetzt. Selbst an den feinsten Gitterstellen gibt es keine Einschlüsse und Ablösungen.


Tabletop-Miniaturen:
Als weiteren Tests des Druckers mit Blick auf feine Strukturen haben wir diverse Tabletop-Miniaturen von DM-Stash gedruckt. Diese kann man über MyMiniFactory, Patreon und die Website von DM-Stash beziehen.
Die zugrunde liegenden STL-Dateien sind extrem hochauflösend gestaltet und je nach Figur durchaus mehrere hundert Megabyte groß. Verfügbar sind die Modelle in einer bereits mit Support versehenen Version oder auch ohne vorbereiteten Support. Hier kann der Drucker seine hohe Auflösung eindrucksvoll demonstrieren. Schon mit dem Standard Resin V2 zeigt sich eine eindrucksvolle Detailtiefe. Ein weiteres Zeichen für die gute Präzision des Druckers ist der zuverlässige Halt der Stützstruktur, die sich jedoch problemlos ablösen ließ.







Auch ein besonders großes und schweres Objekt konnten wir problemlos drucken, ohne dass es sich von der Bauplatte gelöst hat. Besonders die dickeren Strukturen sind teilweise anfällig für Druckfehler, wenn das Resin nicht ausreichend nachfließen kann. Hier konnten wir dabei jedoch keine Probleme erkennen. Gleichzeitig wurden auch die feinsten Details sauber und detailgetreu umgesetzt.


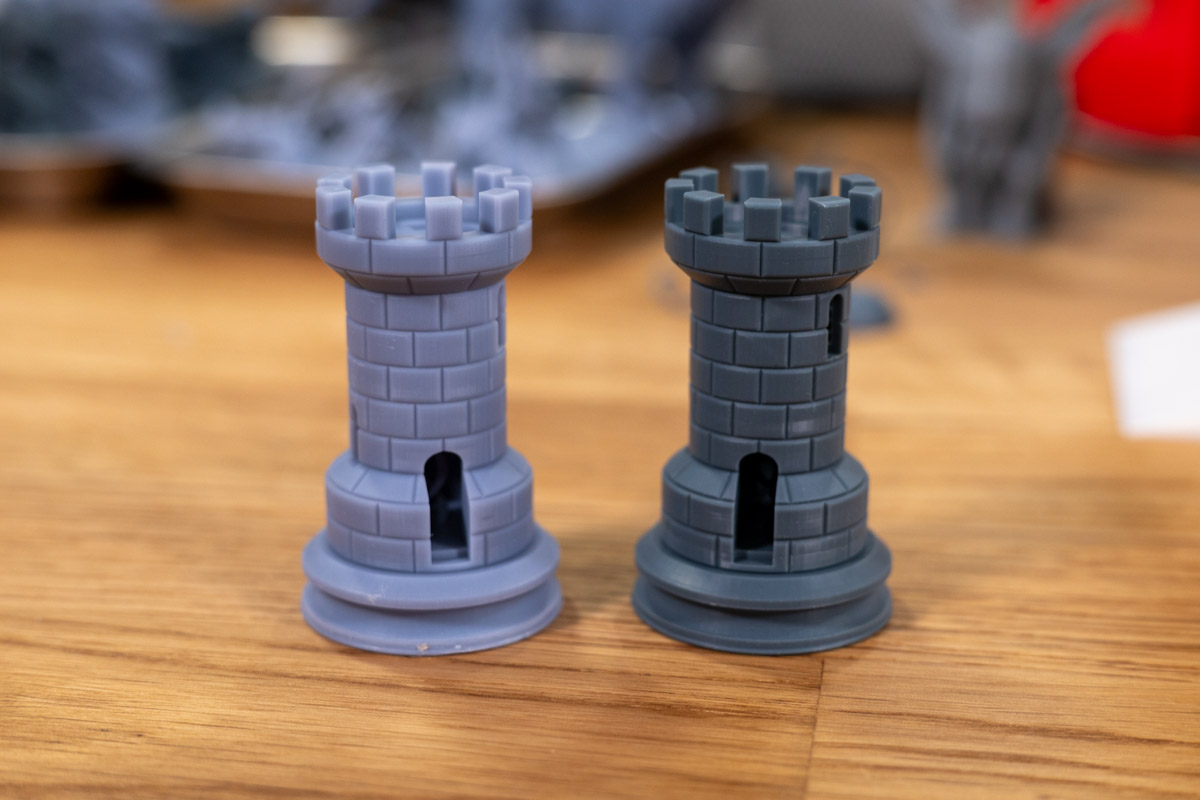
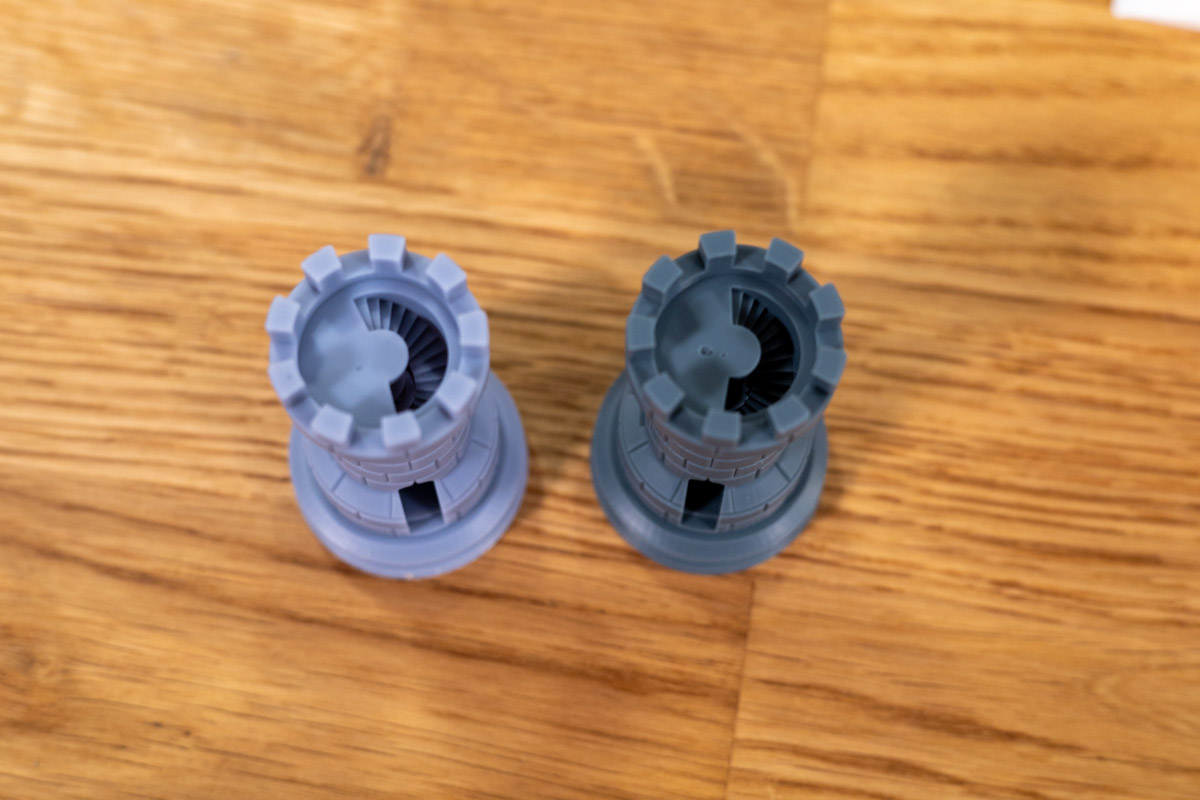
Standard-V2-Resin vs. 8K-Resin:
Aus zeitlichen Gründen haben wir diesen Test nicht mit dem vorliegenden Drucker vorgenommen, sondern greifen hier auf bekannte Erfahrungswerte zurück. Schon das Standard-V2-Resin von ELEGOO ermöglicht hervorragend detaillierte Drucke. Mit dem 8K-Resin werden diese allerdings nochmal eine Stufe besser und besonders die feinen Details erscheinen insgesamt etwas sauberer und schärfer. Jedoch kommt der Detailwirkung auch die dunklere Farbe zugute. Im Druck zeigten die mit dem 8K-Resin gedruckten Modelle auch eine leicht höhere Härte im Vergleich zum Standard-V2-Resin.

Der Tilt-Mechanismus:
Eine große Besonderheit des ELEGOO Mars 5 Ultra ist der Tilt-Mechanismus. Normalerweise muss zwischen den einzelnen Druckschichten die Bauplatte mehrere Millimeter angehoben werden, damit Resin nachfließen kann. Die dafür benötigte Zeit ist von der Fläche der Objekte und der Viskosität des Resins abhängig, denn die ganze Fläche muss wieder mit Resin benetzt sein. Nun wird das anders gelöst. Die Bauplatte muss lediglich zur nächsten Schicht angehoben werden und die Resinwanne klappt schräg nach vorne weg. Somit reduziert sich der Verfahrweg der Bauplatte und das Resin verteilt sich durch die Klappbewegung auch schneller in der Wanne. Mit Standard-Resin und der Standard-Geschwindigkeit ist der Drucker so um 25 % schneller als der ELEGOO Mars 4 Ultra 9K.