
Bedienung:
Die Bedienung des ELEGOO Mars 5 Ultra 9K erfolgt über den Touchscreen an der Gehäusefront. Der Power-Button und USB-Anschluss wurden an der rechten Seite des Druckers platziert. Das GUI wurde im Vergleich zu Vorgängergenerationen wieder neu aufgebaut, da neue Features hinzugekommen sind.

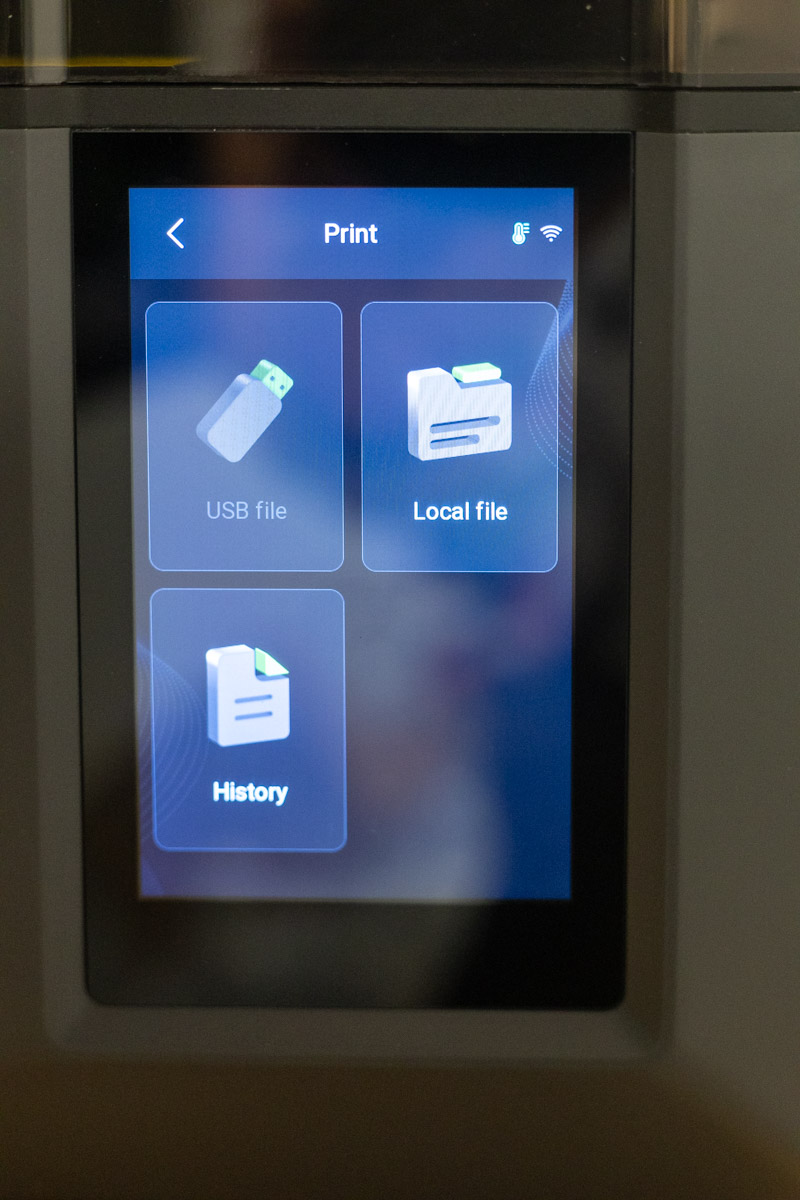
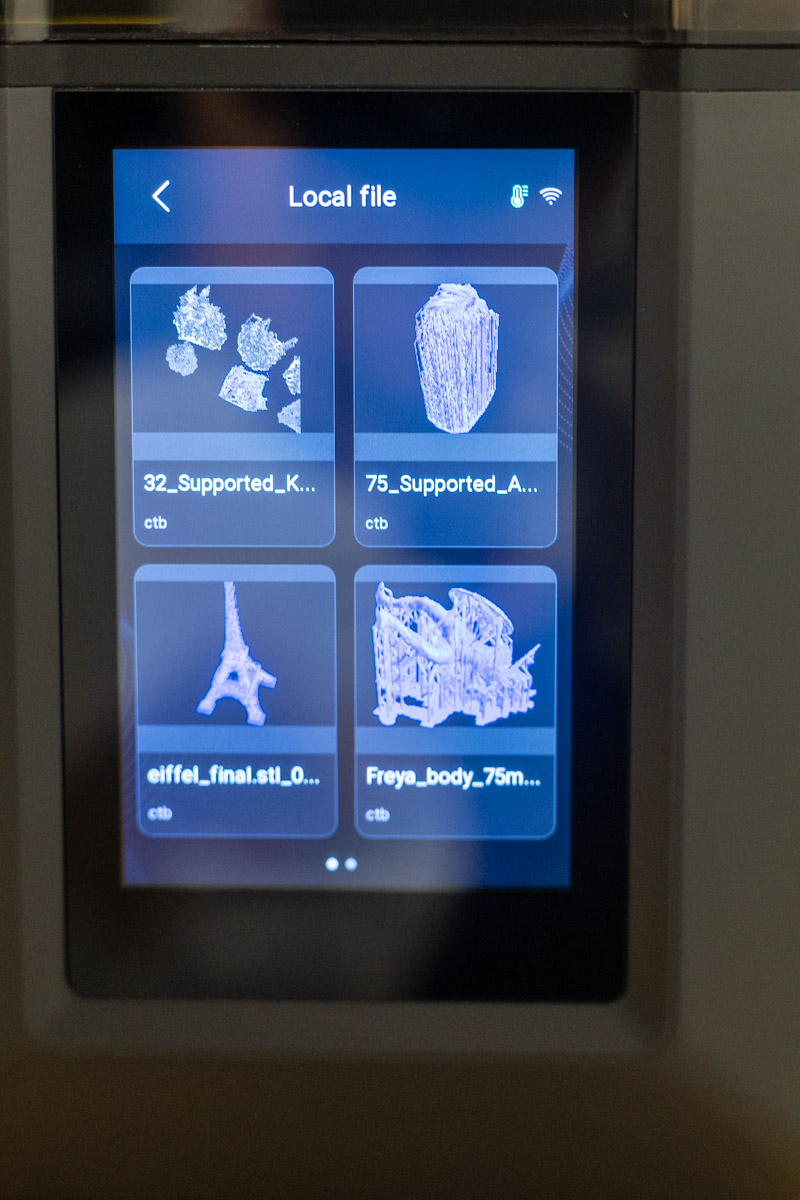






Mittelpunkt des neu gestalteten GUIs ist die Startseite mit den vier Menüpunkten „Print“, „Tool“, „Settings“ und „Device Info“. Im späteren Betrieb ist der Punkt „Print“ der wichtigste, denn hier gelangt man zur Übersicht der Druckdateien, die auf dem USB-Stick oder dem internen Speicher hinterlegt sind und kann so direkt den Druck starten. Es werden immer vier Objekte auf einer Seite mit einem gut sichtbaren Vorschaubild angezeigt.
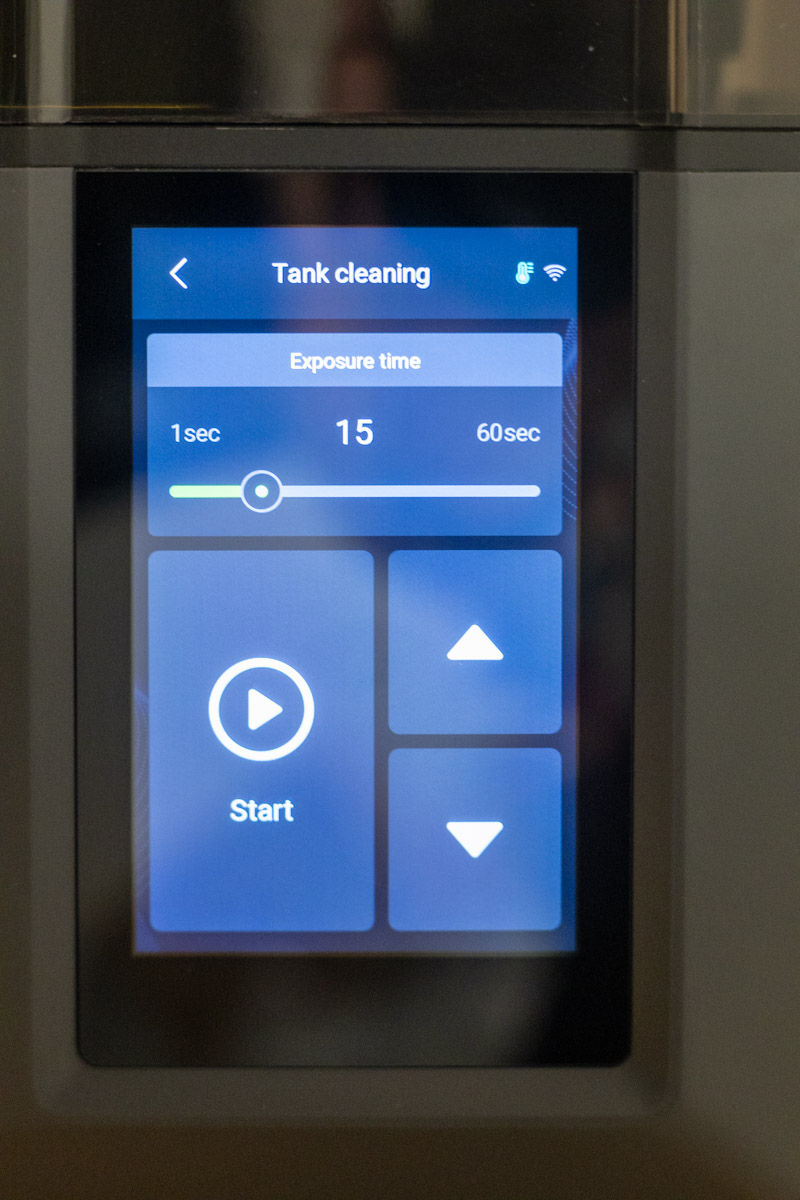
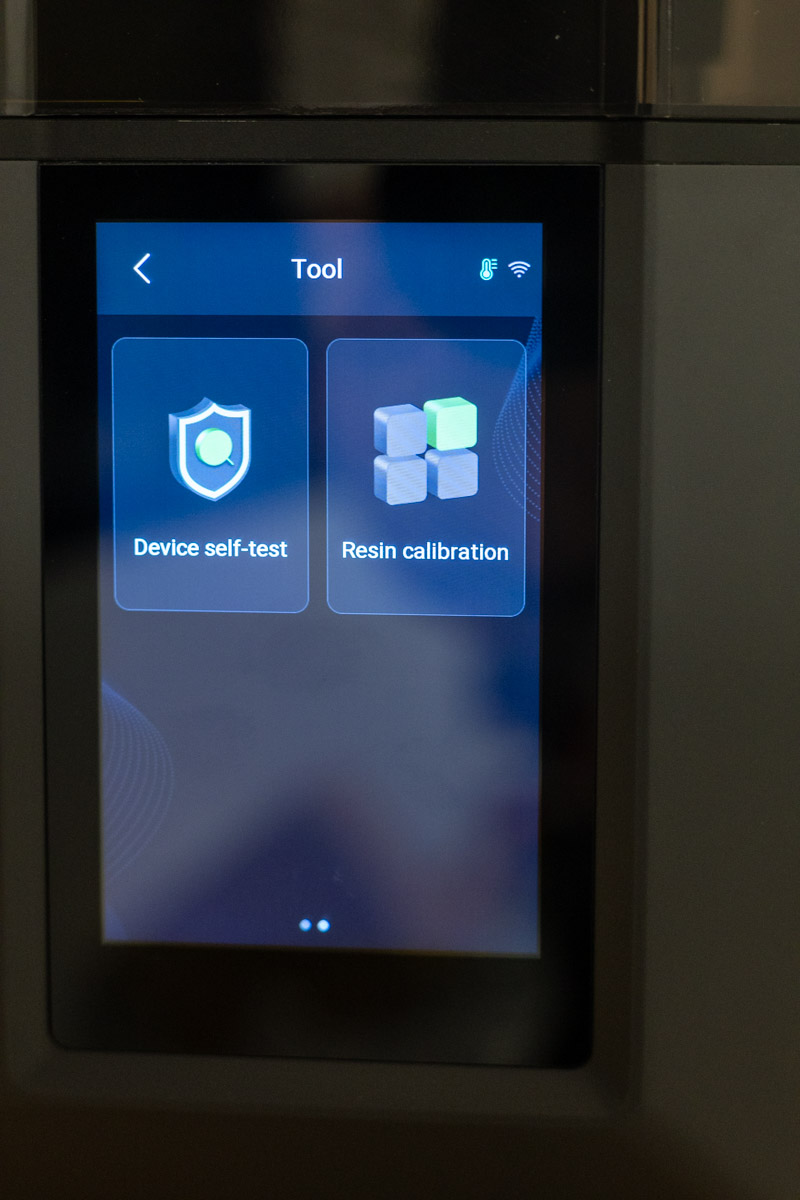
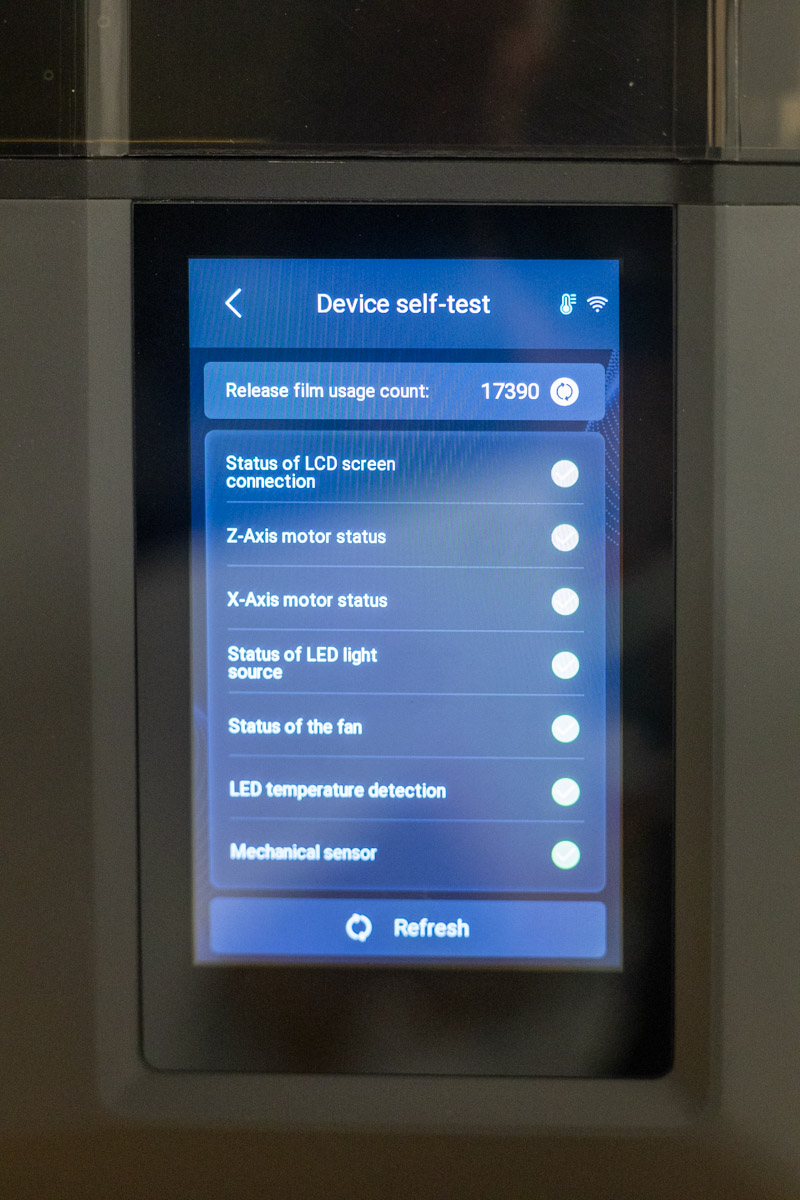
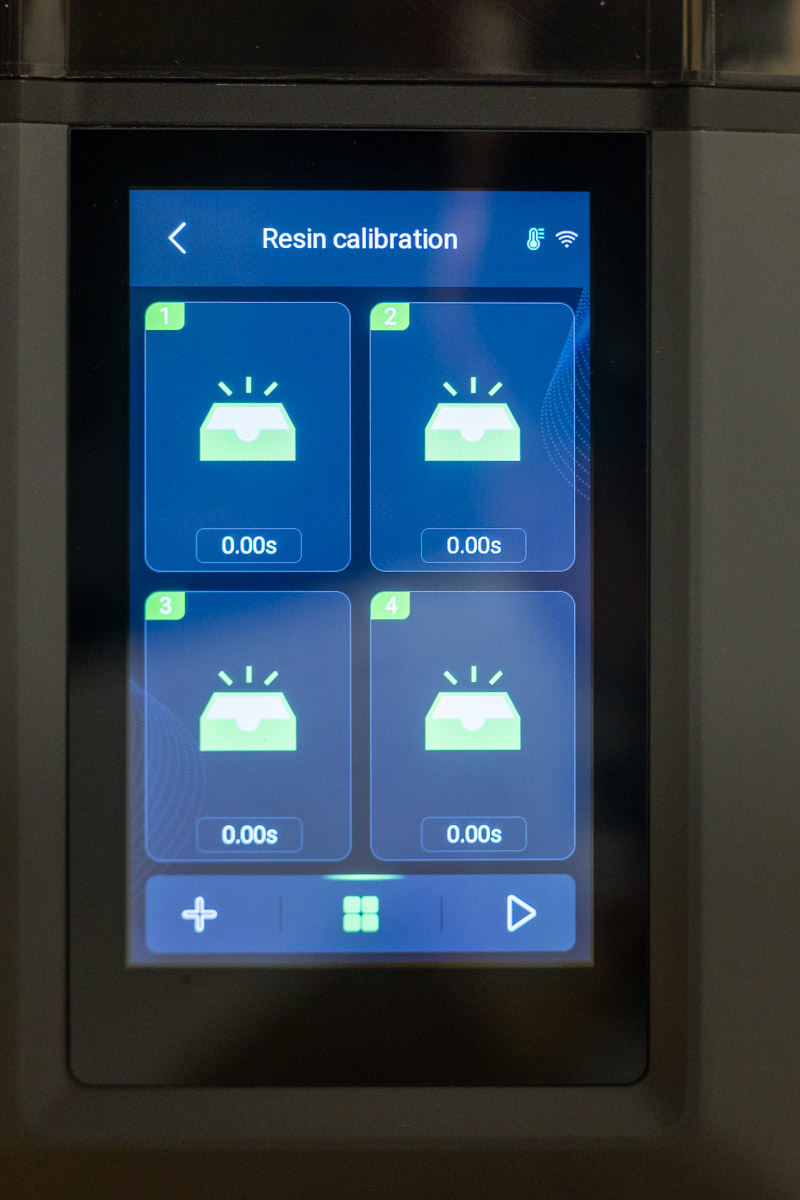
Die wichtigsten Optionen finden sich im Menü „Tool“. Über „Manual“ kann man die z-Achse manuell gesteuert verfahren. Für eine saubere PFA-Folie kann man über den Punkt „Tank Clean“ eine Reinigung der Folie starten. Hierbei wird Resin flächig ausgehärtet und kann dan vorsichtig vom Liner abgezogen werden. „Screen Exposure“ ermöglicht es, das ELEGOO-Logo, ein Schachbrettmuster oder eine geschlossene Fläche anzeigen zu lassen, um die Funktion des Displays zu überprüfen. Der Unterpunkt „Device Self Test“ startet eine automatische Systemprüfung des Druckers. Als letzten Punkt findet sich „Resin calibration“, hier kann man eine Datei auswählen und an verschiedenen Stellen der Bauplatte mit unterschiedlichen Zeitvorgaben aushärten, um so die Druckparameter zu optimieren.
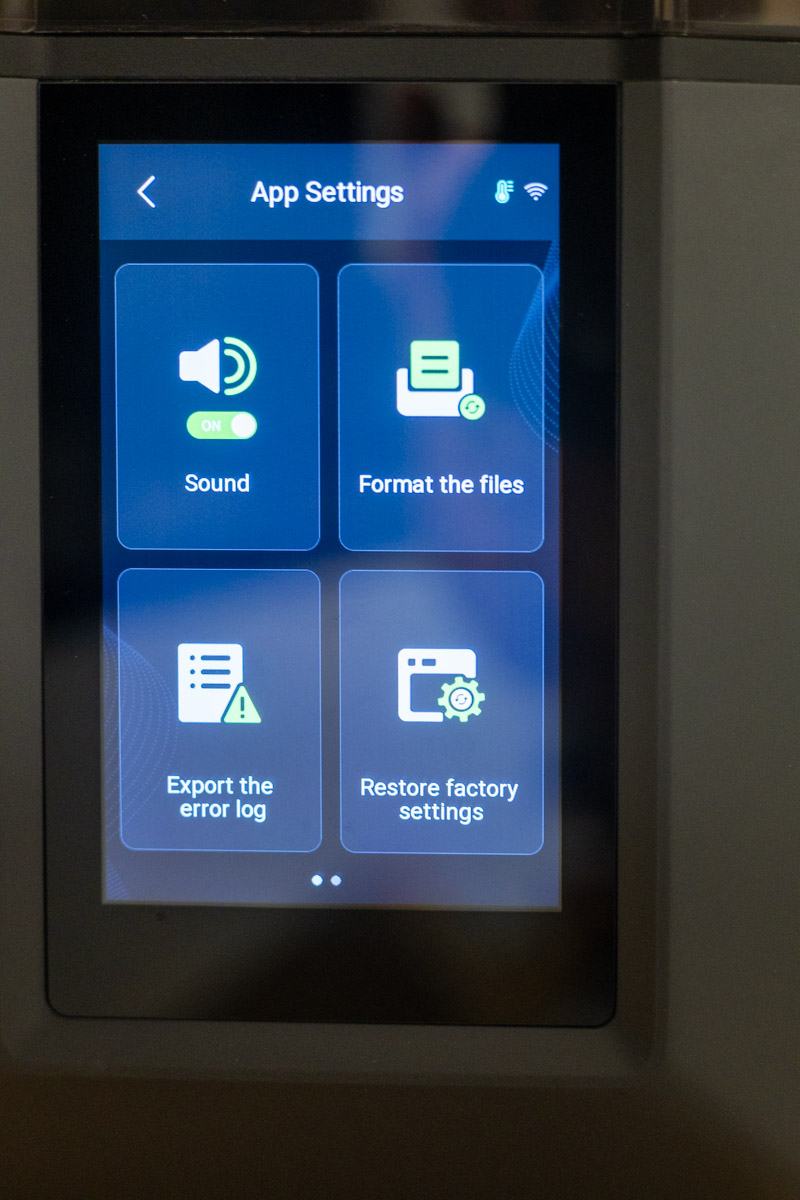
Das Menü „Settings“ beherbergt die Systemeinstellungen des Druckers. Diese sind in „Language“, „App Settings“, „WIFI“, „Print Mode“, „Service“ und „Version upgrade“ unterteilt. Das Firmware-Update erfolgt dabei entweder über eine lokale Datei auf einem USB-Stick oder über eine aktive Internetverbindung.
Unter „Device Info“ findet sich eine Übersichtseite mit wichtigen Systeminformationen des Druckers, wie die IP-Adresse und die Softwareversion.
Druckbett-Kalibrierung:
Über die Druckbett-Kalibrierung brauchen wir uns nun keine Gedanken mehr zu machen, denn diese erfolgt vollständig automatisch. Die z-Achse verfügt hierzu über Endkontakte und die Aufhängung der Bauplatte wurde so modifiziert, das eine leichte Schrägstellung ausgeglichen wird. Zusätzlich überwacht der Drucker die Motorleistung der z-Achse und kann so zu hohe oder niedrige Bewegungswiderstände erkennen. In all unseren Testdrucken erwies sich das Druckbett als ideal ausgerichtet. Wir hatten in keinen Bereichen der Bauplatte Anhaftungsprobleme.
Was man hier schon einmal erwähnen sollte ist, dass die neue Aufhängung der Bauplatte einen Nachteil mit sich bringt. Durch den neuen, gedoppelten Aufbau ergibt sich ein Zwischenraum der etwas schwieriger zu reinigen ist. Denn hier kommt man nur eingeschränkt gut mit einem Tuch zum Sauberwischen zwischen.
Ablauf eines Drucks:
Prinzipiell kann man einen üblichen MSLA-Druckvorgang in drei Abschnitte einteilen: Vorbereitung, Durchführung und Nachbearbeitung.
Vorbereitung:
Zur Vorbereitung muss man zunächst mittels eines geeigneten Slicer, wie CHITUBOX (dazu später mehr), das gewünschte 3D-Modell für den Drucker vorbereiten. Dabei wird das 3D-Modell in einzelne Schichtbilder aufgeteilt. Die so erstellten Druckdaten speichert man nun auf einem USB-Stick und schließt diesen am Drucker an. Jetzt muss man nur noch die Resinwanne des Druckers (nach-)füllen, dabei bitte immer an die Schutzausrüstung denken. Eine Markierung zeigt die maximale Füllhöhe der Wann an, denn man darf nicht vergessen, dass, wenn die Druckplatte nach unten gefahren wird, diese Resin verdrängt und der Pegel in der Wanne ansteigt. Ein Überlaufen wäre nicht gut für den Drucker.
Durchführung:
Für die eigentliche Druckdurchführung müssen wir selber nicht sehr aktiv werden, denn hierzu müssen wir lediglich einmal den Drucker starten. Man sollte natürlich zwischendurch den Fortschritt kontrollieren, um ggf. eingreifen zu können.
Nachbearbeitung:
Der aufwändigste Abschnitt ist nun die Nachbearbeitung, hier müssen wir wieder unsere Schutzausrüstung (PSA) anlegen. Zunächst lösen wir die Bauplatte im Drucker und lassen Resinreste in die Wanne ablaufen, dazu halten wir die Platte leicht schräg. Mit einem scharfen Spachtel müssen wir danach das Druckobjekt nun von der Bauplatte lösen. Hier gilt es, den richtigen Mittelweg zwischen Kraft und Feingefühl zu finden. Als Unterlage hierzu bietet sich eine Silikonmatte und Reinigungspapier an.
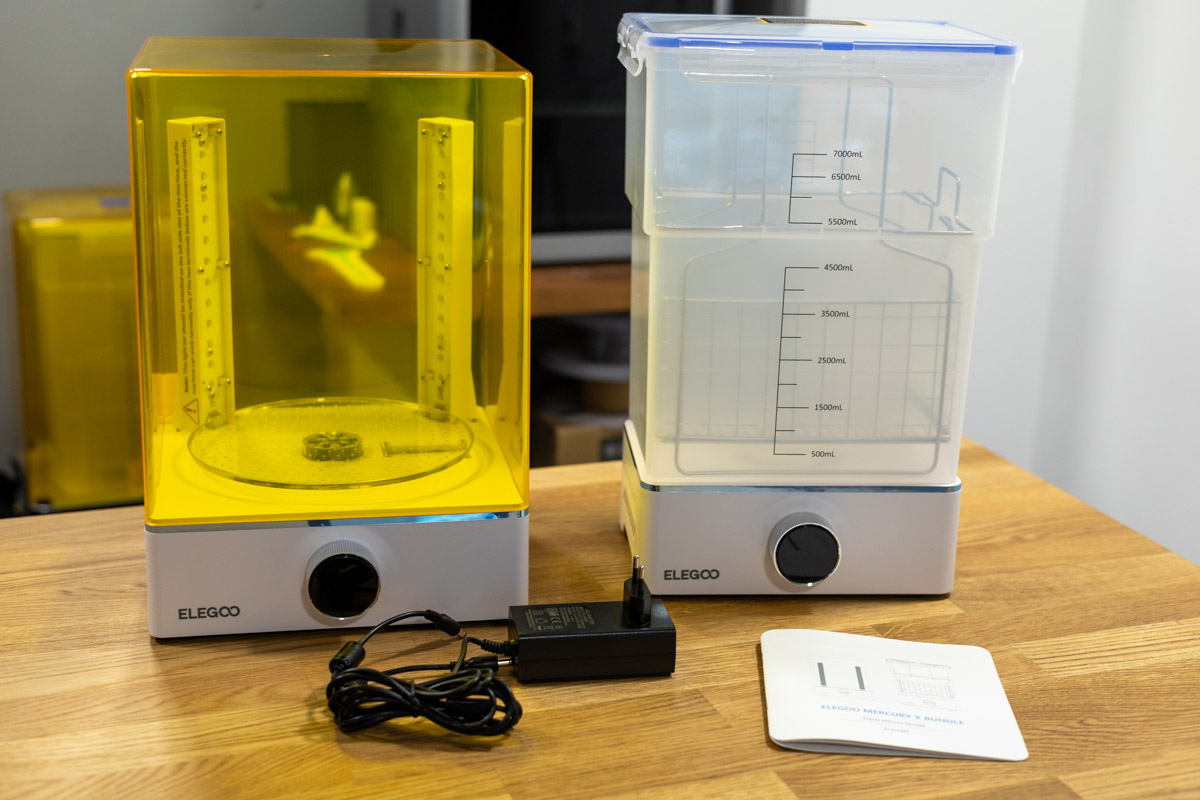
Das abgelöste Objekt kommt nun in die Reinigungsstation, beispielsweise die des Mercury-X-Bundles, die mit Isopropanol-Alkohol (Sicherheitshinweise beachten) gefüllt ist. Hier kann man überlegen, mehrstufig zu arbeiten. Eine Reinigungsstufe sollte dabei in einer Reinigungstation stattfinden, da hier der Alkohol über einen kleinen Propeller in Bewegung versetzt wird und so Resinreste deutlich besser löst. Man kann auch die Druckplatte samt noch haftendem Modell in die Waschstation setzen, allerdings gelangen so deutlich größere Mengen an Resin in die Station und wir müssen den Alkohol häufiger tauschen.
Nach diesem Reinigungsdurchlauf sollte man zunächst einmal den Alkohol komplett verdunsten lassen, bevor man mit dem Härten startet. Ansonsten kommt es zu weißlichen Verfärbungen im Druckobjekt. Sollte unser Druckobjekt Stützstrukturen aufweisen, ist nun ein guter Zeitpunkt, diese zu entfernen. Der letzte Schritt ist dann der Härtevorgang. Dazu setzt man das Druckobjekt einige Minuten UV-Strahlung aus, die für ein weiteres Durchhärten sorgt. Hier haben wir auf die Curing-Station des Mercury-X-Bundles zurückgegriffen. Prinzipiell härten die Objekte mit der Zeit auch von selber aus (durch natürliche UV-Strahlung), aber so lässt sich dieser Prozess in wenigen Minuten abschließen.
Das Mercury-X-Bundle haben wir bereits in einer separaten Review ausführlich vorgestellt.
Nach dem Druck ist vor dem Druck:
Haben wir, wie oben beschrieben, einen Druckvorgang durchgeführt und abgeschlossen, können wir die Resinreste durchaus in der Wanne lassen. Allerdings nur dann, wenn in ein paar Tagen der nächste Druck ansteht. Bei längerem Stillstand sollte man die Resinreste über einen Filter (um möglicherweise gehärtete Reste zu entfernen) wieder in eine Flasche füllen und die Wanne mit Isopropanol reinigen. Um Druckproblemen vorzubeugen, bietet es sich an, alle paar Drucke die Tank-Clean-Funktion zu nutzen. Hierbei werden Anhaftungen an der PFA-Folie und etwaige Reste gehärteten Resins aus der Wanne entfernt. Dazu wird eine vollflächige Belichtung durchgeführt, sodass sich eine ausgehärtete Schicht über die gesamte Wanne ergibt. Diese kann man nun vorsichtig mit einem Kunststoffspachtel entfernen. Dieser Reinigungsschritt hilft auch bei vielen Druckproblemen. Tatsächlich war dies bei unseren Tests aber auch nach mehreren Druckvorgängen nicht erforderlich.
Die empfohlenen Slicer:
Im Lieferumfang des Druckers findet sich ein Produktschlüssel, um eine zeitliche begrenzte PRO-Version von CHITUBOX freizuschalten. Für die grundlegenden Druckfunktionen ist jedoch auch schon die Basis-Version vollkommen ausreichend. Hier kann es allerdings (je nach aktuellem Release-Stand) erforderlich sein, die Beta-Version vom USB-Stick zu installieren, damit der ELEGOO Mars 5 Ultra 9K in der Software verfügbar ist.
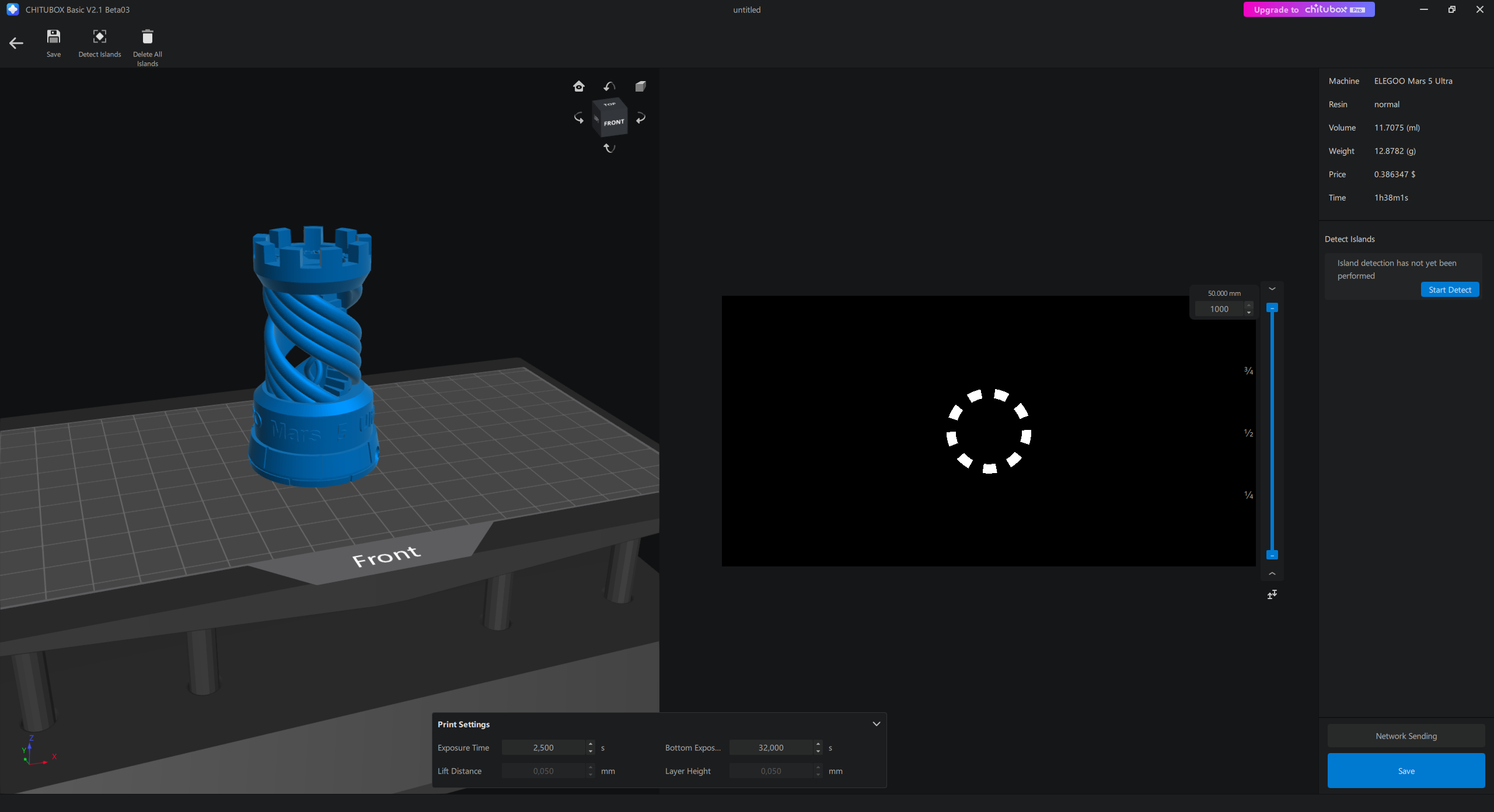
CHITUBOX Basic:
Auf dem mitgelieferten USB-Stick findet sich die Version V2.1 Beta 03 von CHITUBOX Basic, dies ist somit die Mindestversion, die benötigt wird, damit der Drucker verfügbar ist.
In der unteren Leiste des Programmfensters finden sich die eingestellten Drucker. Über einen Plus-Button kann man weitere Drucker hinzufügen. Die Datenbank ist sehr umfangreich und nach den verschiedenen Herstellern gegliedert. In der Regel umfassen die Druckerkonfigurationen Profile für Standard-Resin, man kann jedoch weitere Custom-Profile hinzufügen. Im Fall der ELEGOO-Resine finden sich die Parameter in einer Online-Datenbank. Die Kommunikation mit dem Drucker erfolgt über den beiliegenden USB-Stick oder via WLAN. Dazu muss der Drucker einmal mit dem Netzwerk verbunden und in CHITUBOX konfiguriert werden. Hierbei nutzt man den internen Speicher des Druckers und kann auf diesem Weg auch auf die interne Kamera zugreifen.
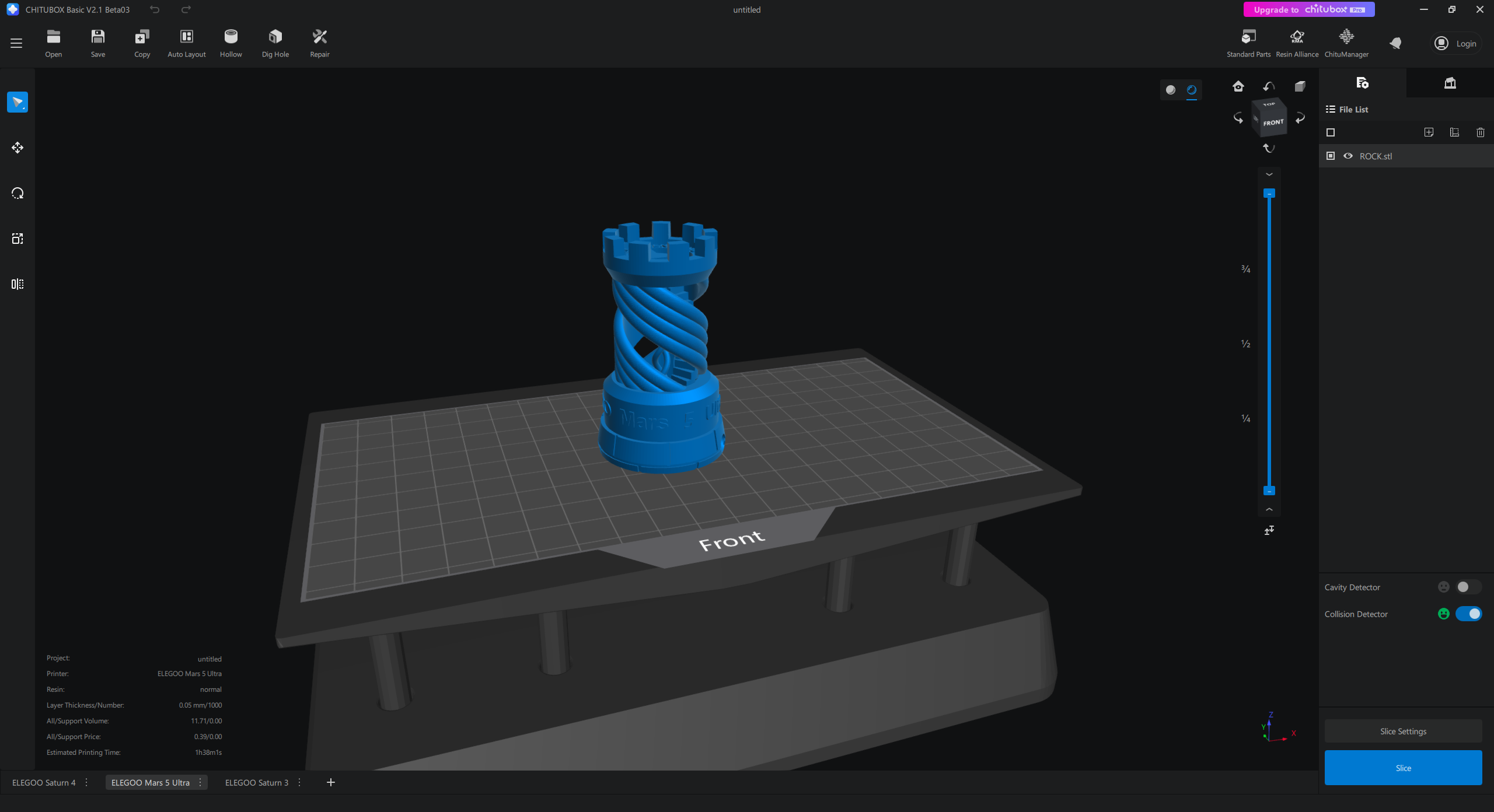
Die Bedienung von CHITUBOX ähnelt der anderer Slicer. Man kann importierte Objekte auf der Bauplatte verschieben, drehen, skalieren, spiegeln und automatisch anordnen. Es sind aber auch ein paar grundlegende Bearbeitungen der Objekte möglich. So kann man die Dateien reparieren, zu Hohlkörpern umwandeln und Löcher hinzufügen.
Eine sehr wichtige Funktion ist das Erstellen von Stützstrukturen. Da man im MSLA-Druck Objekte häufig auch gekippt ausrichtet, ist diese Option besonders wichtig. Zunächst wählt man aus, ob man die Stützen in der Ausführung Light, Medium oder Heavy haben möchte. Man kann die Form der Stützen an der Kontaktfläche zur Platte, der Stütze an sich und dem Kontaktpunkt zum Objekt anpassen. Die Stützen kann man komplett automatisch auf Basis einer vorgegebenen Dichte und Winkelvorgabe erstellen lassen oder man wählt die Positionen manuell aus. So ist eine genaue Detailoptimierung von Drucken möglich.
CHITUBOX Pro:
Neben den Funktionen der Basis-Version bietet CHITUBOX Pro noch eine Reihe weiterer Möglichkeiten. Hier hat man zum Beispiel weitergehende Bearbeitungsoptionen, wie Schnitte, das Aufteilen von Modellen, Boolsche Operationen und automatische Ausrichtungen zur Wahl. Bei der Reparatur der Objektdaten gibt es einen fortgeschrittenen Algorithmus und auch viele weitere Optionen, die uns eine manuelle Feinreparatur ermöglichen. Bei den Stützgeometrien kann man auch viel Eigenleistung investieren und so die gesamte Abstützung deutlich optimieren. Darüber hinaus gibt es noch bei UI und dem gesamten Workflow eine Vielzahl von Unterschieden. Bei CHITUBOX kann man alle Unterschiede nachlesen.