
Druckqualität:
Zur Beurteilung der Druckqualität des ELEGOO Mars 4 Ultra 9K haben wir verschiedene Testdrucke durchgeführt. Hierfür haben wir das Fast-Resin von ELEGOO in grau, das Standard Resin V2 von ELEGOO in der Farbe Grau, das Standard Resin 8K von ELEGOO in der Farbe Space-Grey und das Rapid Standard Resin von ELEGOO in der Farbe Grau genutzt. Bei den letzteren mussten wir die Profile von CHITUBOX bzw. aus der Datensammlung von ELEGOO leicht anpassen.

Auch beim MSLA-Druck kann es zu einigen Problemen kommen, nachfolgend wollen wir einige kurz vorstellen:
- Hauftungsfehler auf der Bauplatte:
Das Objekt haftet gar nicht (klebt auf der PEP-Folie) oder löst sich während des Druckes teilweise oder vollständig ab. Zur Fehlerbehebung sollte man, je nach Art der Ablösung, entweder die Bauplatte neu ausrichten, Vat-Cleaning starten oder die Bauplatte reinigen. Das Vat-Cleaning härtet eine dünne geschlossene Schicht Resin aus und hilft so kleinere Resinreste von der PEP-Folie zu entfernen. Ist das Problem so noch nicht gelöst, kann man noch die Belichtungszeit der unteren Schicht erhöhen, die Anzahl der unteren Schichten erhöhen, die Wartezeit vorm Anheben erhöhen oder die Verfahrgeschwindigkeiten absenken. - Ablösen der Objektschichten von den unteren Schichten:
Teilweise kann es zu Haftungsproblemen an den länger belichteten unteren Schichten kommen, auch hier gibt es wieder mehrere Hebel, um den Fehler zu beheben. So kann man die Belichtungszeit der unteren Schichten senken (aufpassen, dass es zu keinen Haftungsproblemen kommt), die Belichtungszeit der regulären Schichten erhöhen, die Wartezeit vor dem Anheben erhöhen oder die Hubgeschwindigkeit senken. - Teile des Objektes fehlen:
Bei filigranen Objekten kann es vorkommen, dass Teile des Objektes fehlen. In der Regel bedeutet dies, dass diese nicht richtig am Hauptobjekt haften konnten und nun in der Resinwanne zu finden sind. Ursache ist hier meist eine fehlende oder zu grobe Stützung. Man kann also die Anzahl der Stützen erhöhen oder auch deren Durchmesser und Kontakt. Auch hier kann ansonsten helfen die Wartezeit zu erhöhen und die Verfahrgeschwindigkeit zu reduzieren. - Raue Oberfläche:
Sollte die Oberfläche nicht wie üblich glatt, sondern rau sein, liegt das oft an unterschiedlich guten Aushärtungen. Man kann hier also die Belichtungszeiten anpassen, oder die Wartezeiten erhöhen und die Verfahrgeschwindigkeiten reduzieren. - Löcher im Objekt:
Löcher im gedruckten Objekt können auftreten, wenn Teile unterbelichtet oder Wandstärken zu gering sind. Hohle Bereiche, in denen sich Harz sammelt, können auch zu diesem Fehler führen. Um ihn zu beheben, kann man Ablauflöcher hinzufügen oder das Objekt auf Support setzen. Auch ein Senken der Druckgeschwindigkeit kann hier helfen. - Raging-Defekte:
Es finden sich Reste von ausgehärtetem Harz an den Oberflächen des Objektes. Ursächlich können Haftungsfehler oder eine Bewegung der Bauplätte während der Belichtung sein. Hier kann man die Belichtungszeit erhöhen, die Wartezeit vor dem Anheben senken, die Verfahrgeschwindigkeit senken oder die Stützdicke erhöhen. - Starke Linien-Muster im Modell:
Zeigen sich auf dem Druck deutliche Linienmuster, kann dies an einer wackelnden z-Achse liegen, die man wieder richtig befestigen oder austauschen muss. Auch hier kann man die Belichtungszeit reduzieren, die Wartezeit vor dem Anheben senken, die Verfahrgeschwindigkeit senken oder die Stützdicke erhöhen.
Benchmarks:
Ein bekanntes Benchmark-Objekt ist der Rook (Link zu Thingiverse). Ein kleiner Burgturm, der über Tür- und Fensteröffnungen verfügt. In seinem Inneren findet sich eine Wendeltreppe und eine Doppelhelix. Mit diesem Objekt lassen sich feine Oberflächendetails und auch der saubere Druck sehr kleiner Elemente prüfen. So demonstriert er einmal die Leistungsfähigkeit des MSLA-Drucks und wir können die korrekte Funktion des Druckers testen. In unseren Drucken sehen wir hier eine wirklich hervorragende Qualität. Die Oberfläche ist gleichmäßig ausgeführt und auch die recht frei stehende Treppe und Helix im Inneren des Turms ist sauber, gleichmäßig und fehlerfrei gedruckt. Besonders die Kanten der Zinnen sind auch sehr sauber und sogar scharfkantig.
Auf dem USB-Stick findet sich auch eine Datei des Rooks, den wir auch schon von anderen ELEGOO-Druckern kennen. Dieser verfügt über eine offenere Form, sodass die innere Struktur besser sichtbar ist. Zudem ist er mit ELEGOO- und Mars-4-Schriftzügen dekoriert. Auch hier sind keine Fehler zu erkennen und alles ist sehr sauber gedruckt. Alle Schriften sind sauber und scharfkantig umgesetzt. Auf die Unterschiede zwischen den einzelnen Resinsorten gehen wir später ein.





Test der maximalen Höhe:
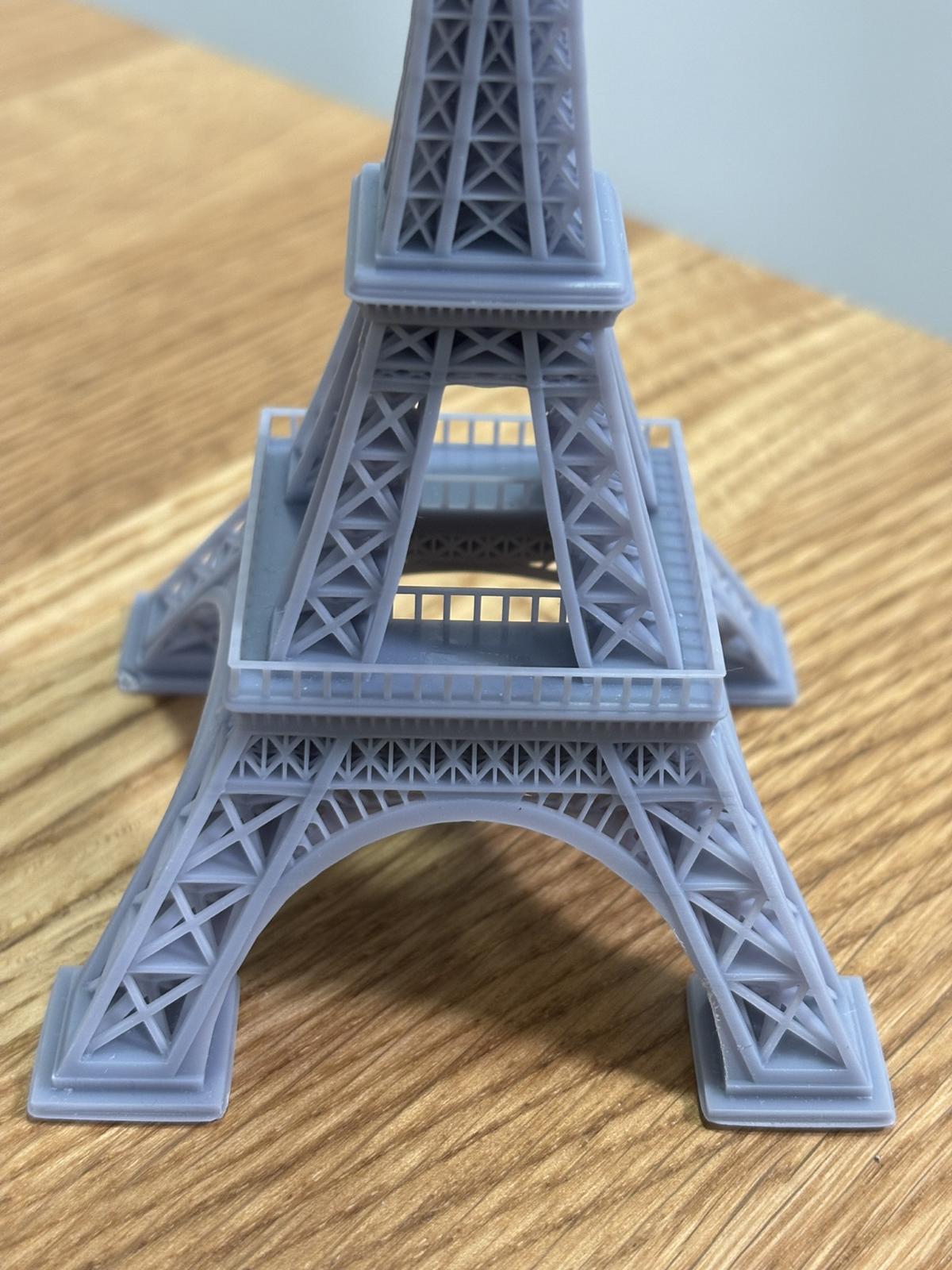
Als weitere Testdrucke haben wir wieder ein vom Eifelturm inspiriertes Modell genutzt (Link zu Printables). Denn dieser verfügt über eine sehr feine Struktur mit vielen Überhängen und feinen Streben. Ideal, um die Leistungsfähigkeit des Druckers zu testen. Das Modell haben wir auf die maximale Höhe des Bauraums skaliert, wobei wir auch in der Tiefe der Druckplatte an die Grenze stießen.
Um den Drucker zu fordern, haben wir das Modell ohne Stützstrukturen gedruckt. So entstanden von unten gesehen an einer größeren inneren Fläche leichte Unsauberkeiten. Die Bögen der unteren Etage sind jedoch fehlerfrei geworden, ebenso die ganzen feinen Gitterstrukturen und auch das Geländer.


Tabletop-Miniaturen:
Als weiteren Tests des Druckers mit Blick auf feine Strukturen haben wir diverse Tabletop-Miniaturen von DM-Stash gedruckt. Diese kann man über MyMiniFactory, Patreon und die Website von DM-Stash beziehen.
Die zugrunde liegenden STL-Dateien sind extrem hochauflösend gestaltet und je nach Figur durchaus mehrere hundert Megabyte groß. Verfügbar sind die Modelle in einer bereits mit Support versehenen Version oder auch ohne vorbereiteten Support. Hier kann der Drucker seine hohe Auflösung eindrucksvoll demonstrieren. Zunächst haben wir mit dem Standard Resin V2 gedruckt und schon hier zeigt sich eine eindrucksvolle Detailtiefe.




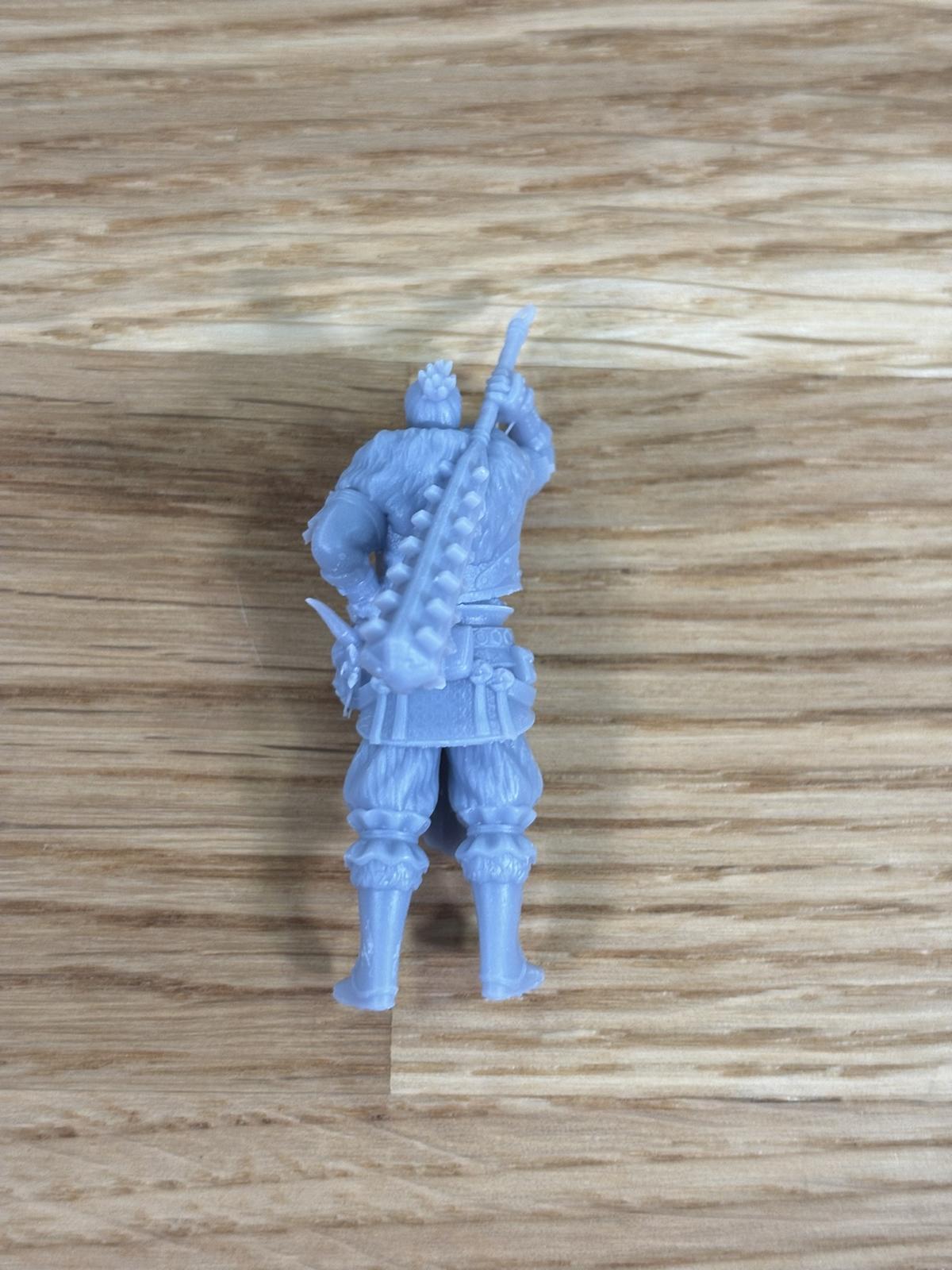
Danach haben wir weitere Modelle mit dem speziell für hochauflösende Drucke geeigneten 8K Resin gedruckt. Hier zeigt sich nochmal etwas mehr Detailtiefe, so wie wir es auch schon in unserem Test des Saturn 2 gesehen hatten. Die von ELEGOO bereitgestellten Parameter für das Resin passten insgesamt sehr gut, lediglich die Bottom Exposure Time mussten wir auf 45 Sekunden erhöhen, um eine zuverlässige Haftung an der Bauplatte zu erreichen. Gedruckt haben wir ein und dasselbe Modell einmal in Groß und einmal in Klein. Hier kann der Drucker seine extrem hohe Auflösung eindrucksvoll unter Beweis stellen.








Standard-V2-Resin vs. 8K-Resin vs. Rapid-Standard-Resin:
Aus der Vielzahl an Resin-Sorten haben wir drei verschiedene für unseren Test genutzt. Das Standard-V2-Resin macht seinem Namen alle Ehre und beweist sich als allround taugliches Resin, das eine hohe Druckqualität zu einem guten Preis bietet. Man kann problemlos größere Objekte als auch fein detaillierte Objekte drucken.
Das 8K-Resin eignet sich insbesondere für hoch detaillierte Drucke. Es bietet nochmal etwas schärfere Konturen und dank der dunklen Einfärbung wirken feine Strukturen auch nochmal etwas detaillierter.
Möchte man die volle Geschwindigkeit des ELEGOO Mars 4 Ultra ausnutzen, benötigt man das Rapid-Standard-Resin. Dieses ist deutlich dünnflüssiger und erlaubt so ein schnelleres Anheben und Absenken der Druckfläche, da es schneller nachfließen kann und wieder einen gleichmäßigen Resin-Film in der Wanne bietet. Man muss hier jedoch zwei Einschränkungen in Kauf nehmen, zum einen verdoppelt sich die Schichtdicke im Druck auf 0,1 mm und zum anderen dürfen Wände nicht viel dicker als 2 mm sein. Daher kann es erforderlich werden, Objekte auszuhölen. Somit sind die Drucke aber auch in einem Drittel der Druckzeit im Vergleich zum Standard-V2-Resin abgeschlossen. Vergleicht man unsere Testdrucke mitinander fällt jedoch auf, dass beim Rapid-Standard-Resin etwas Schärfe in der Darstellung feiner Konturen, wie beispielsweise der Schriften, verloren geht. Es eigent sich besonders gute für große Objekte mit eher glatten Oberflächen, bei denen es nicht auf das letzte Quäntchen an Detailtiefe ankommt.