Design und Verarbeitung:
Nachfolgend werfen wir einen Blick auf die einzelnen Elemente des Creality CR-10 SE. Dabei folgen wir der Art und Weise, wie der Drucker zerlegt geliefert wird.
Der Drucker von außen:
Von außen tritt der Drucker sehr edel und elegant auf. Der Rahmen aus Druckguss-Aluminium-Profilen ist sauber verarbeitet und in einem dunkelgrau-metallic Ton beschichtet. Die Rückseite des Druckers besteht aus einer mit einer Wabenstruktur verstärkten Kunststoffplatte und die linke und rechte Seite aus einem stark getönten Acrylglas. Hingegen sind die obere Abdeckplatte und die Fronttür aus einem ebenso stark getönten Temperglas gefertigt. Die obere Platte wird einfach nur aufgelegt und kann mit einem kleinen Griff angehoben werden, die Fronttür ist links mit Scharnieren mit etwa 110°-Öffnungswinkel angeschlagen.
An der Rückseite es Druckers findet der Spulenhalter Platz. Das Filament kann dort über einen Bowden-Tube in den Drucker eingeführt werden. Darüber hinaus befindet sich an der Rückseite die Abluft für den Druckraum. Die Abluft wird über einen Aktivkohlefilter nach Außen geführt. Von vorne gesehen unten links befindet sich der Anschluss für das Kaltgerätekabel und hier ist auch der Ein-/Ausschalter untergebracht. Auf der anderen Seite befindet sich der RJ45-Netzwerkanschluss.
Neben der großzügigen Tür für den Druckraum befindet sich an der Druckerfront unten rechts das Bediendisplay im Querformat, mit einer Diagonale von 4,3″. Auf der linken unteren Seite ist ein USB-Anschluss für USB-Sticks positioniert.






Der Drucker von innen:
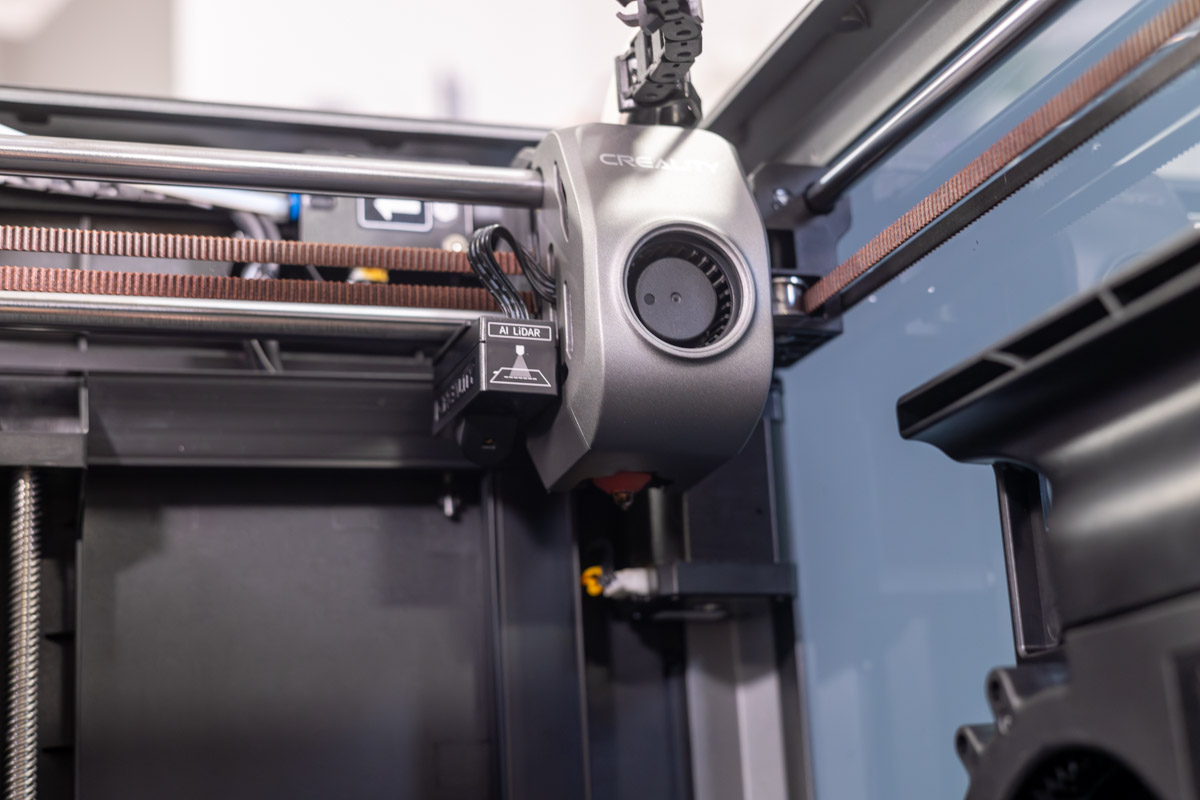
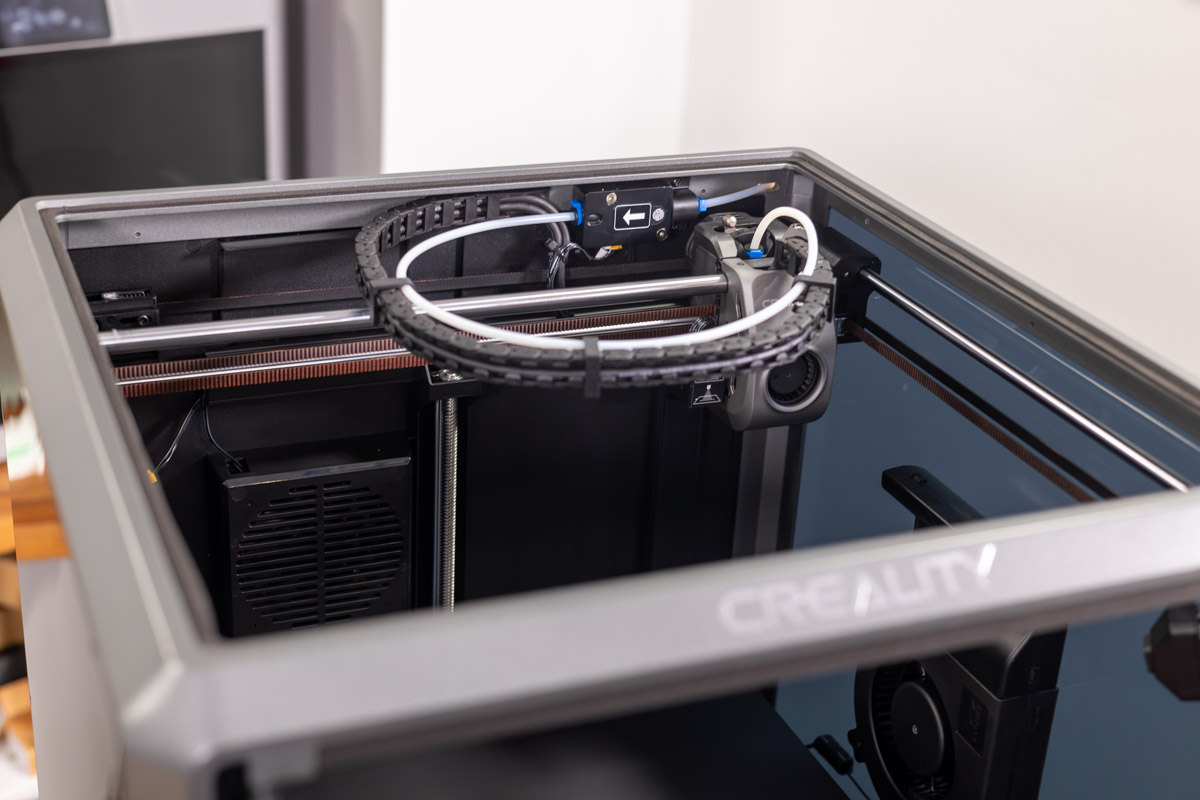
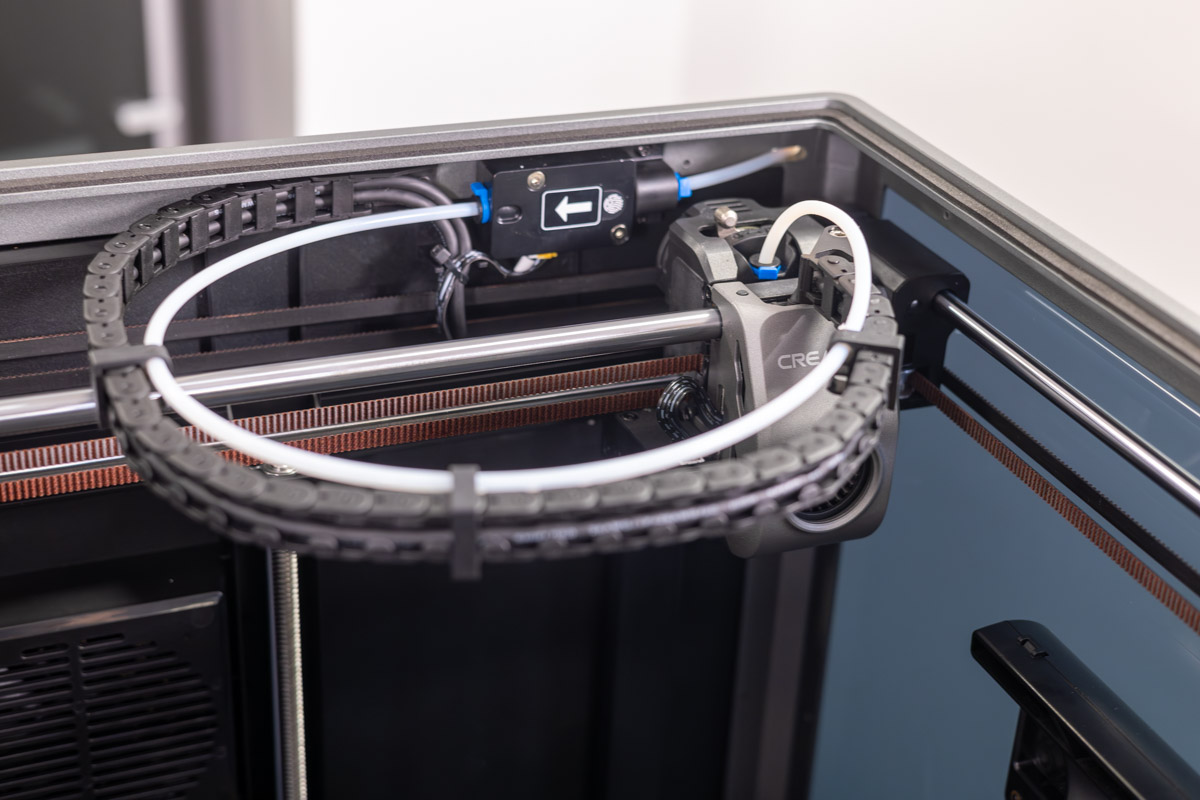
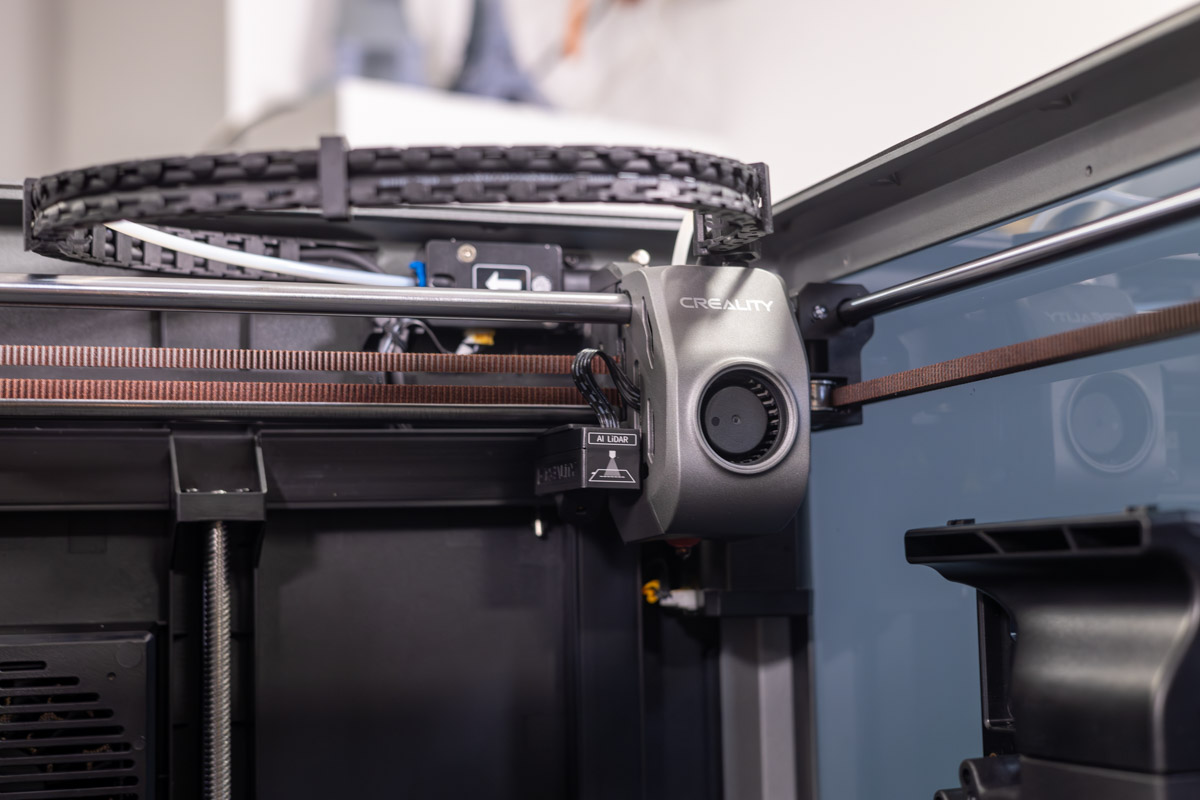
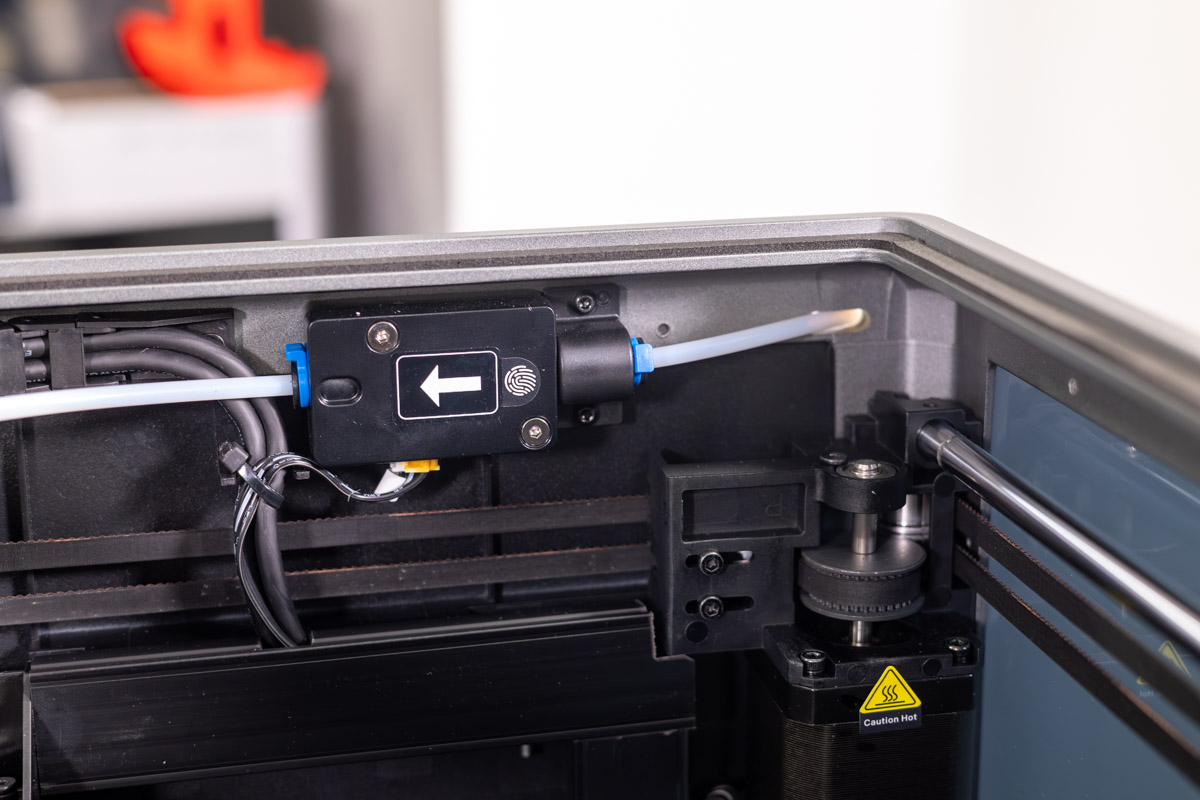
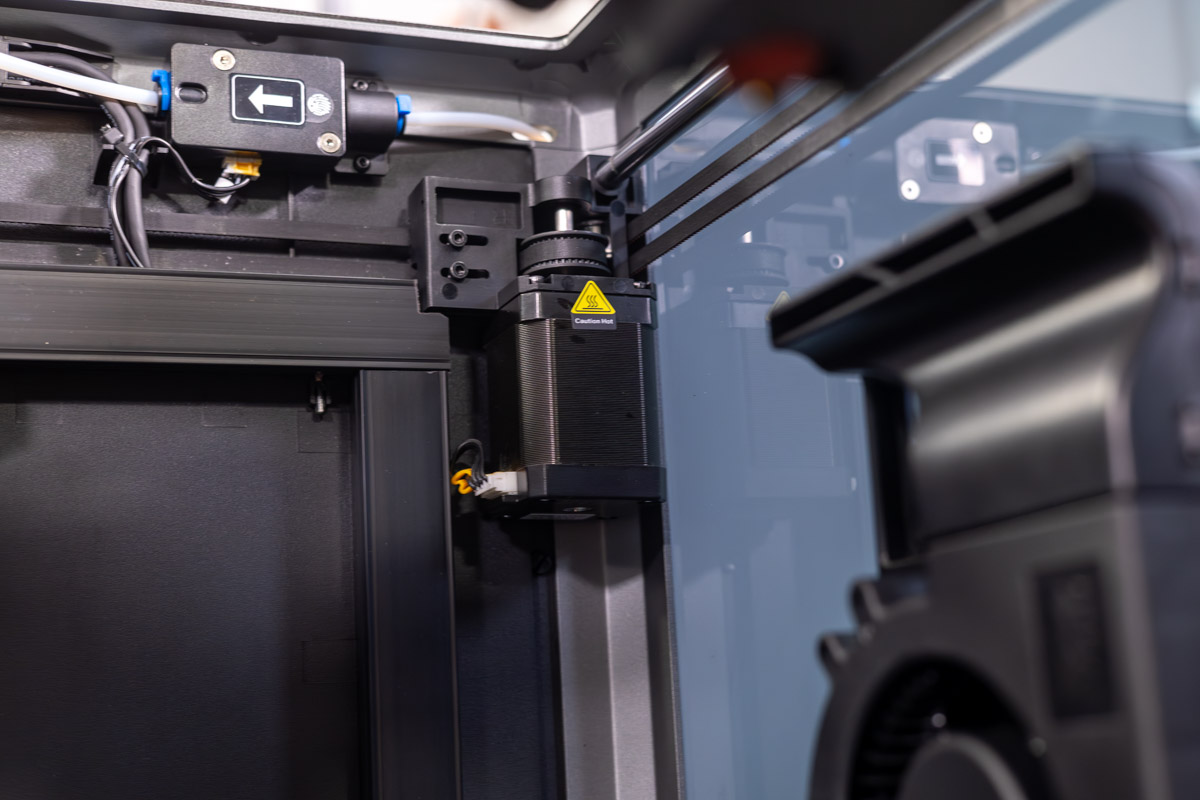
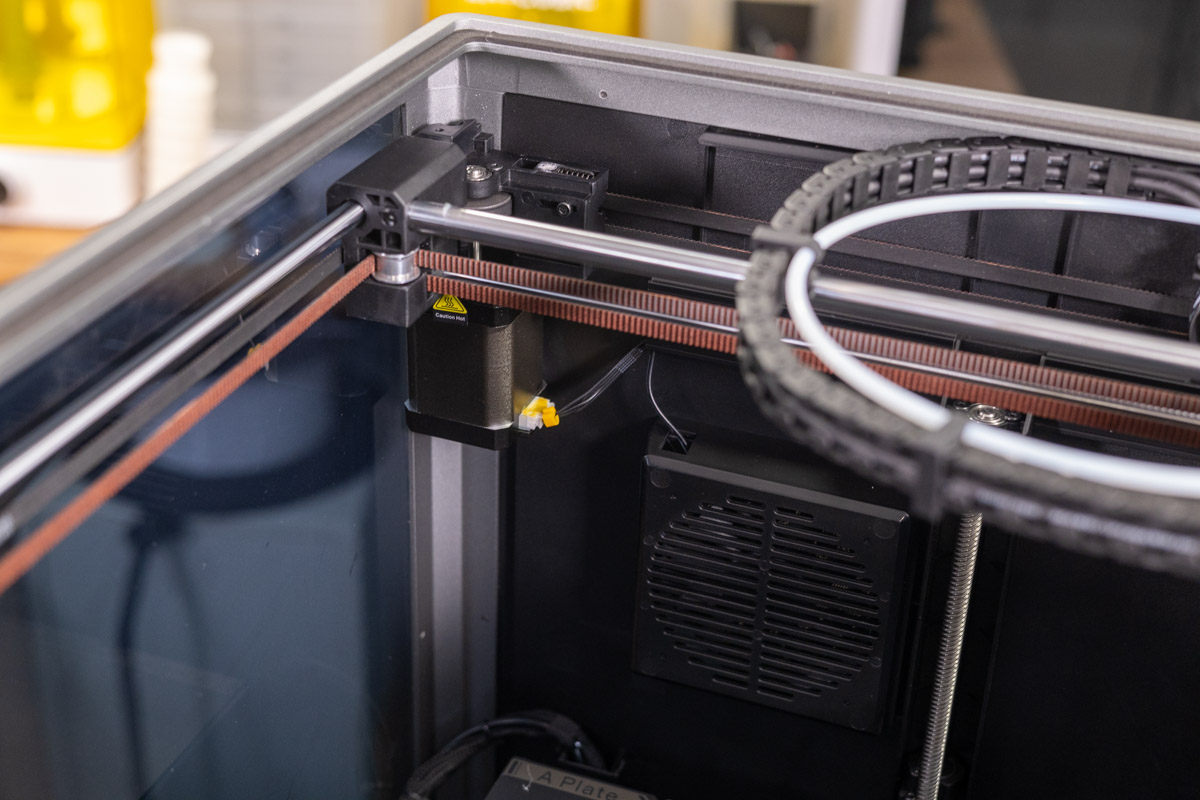
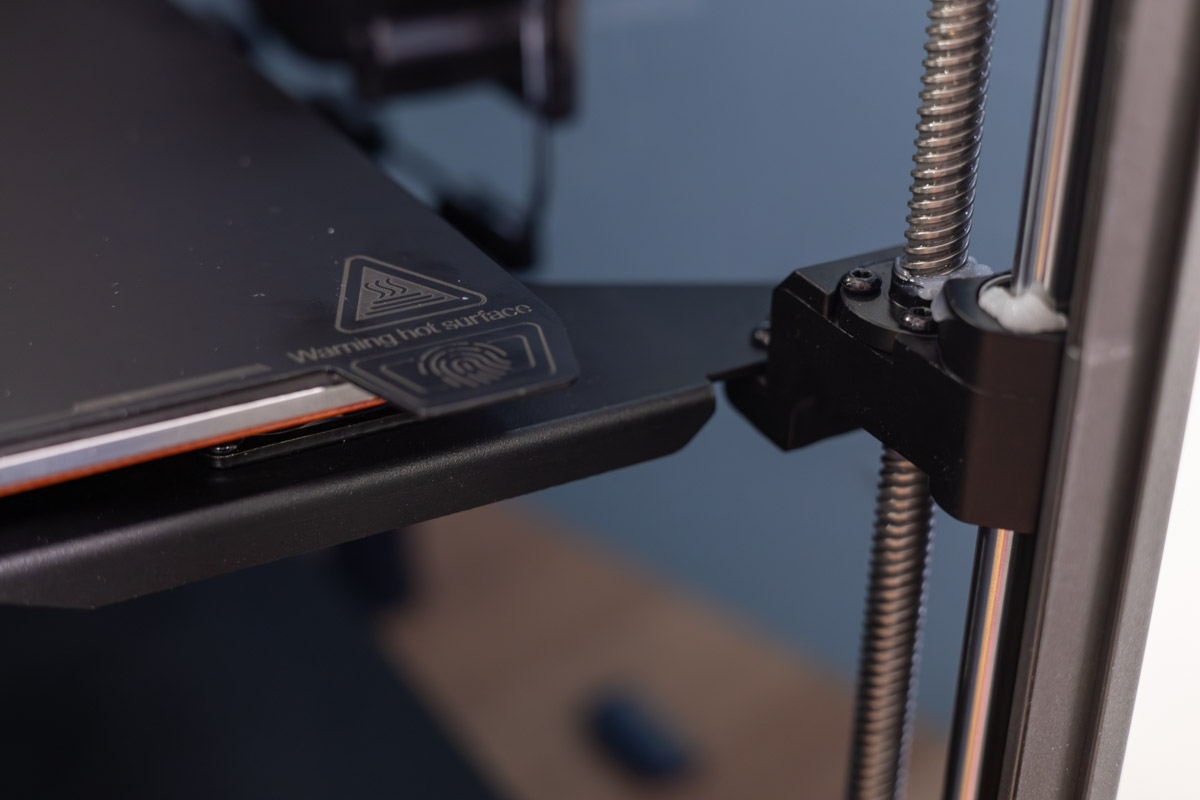
Auch der Innenraum des Creality K1 Max ist sehr aufgeräumt. Die Antriebsmechanik der z-Achse mit ihren drei angetriebenen Trapezgewindespindeln befindet sich unter einer durchgängigen Bodenplatte, die quasi nahtlos an der Front endet. So können Filamentreste sehr einfach aus dem Bauraum entfernt werden. Am oberen Ende des Bauraums findet sich der Core-xy-Antrieb mit seinen Linearwellen und Rundführungen. Bewegt werden die x- und y-Achse, wie üblich, über nachspannbare Zahnriemen. Die Filamentführung erfolgt von der Rückseite her am oberen Ende des Druckers entlang. Zudem befindet sich im Bowden-Tube ein Filament-Run-Out-Sensor. Vorne rechts ist in der oberen Ecke die AI-Kamera zur Überwachung des Druckraums platziert. Auf der rechten Seitenwand befindet sich zudem ein Zusatzlüfter, der für einen zusätzlichen Kühlluftstrom an der Druckdüse sorgt.



Die Bauplattform:
Dem allgemeinen Standard folgend verfügt der Drucker über eine Dauerdruckplatte aus Federstahl mit PEI-Beschichtung, allerdings nicht mit einer rauen, sondern einer glatten Oberfläche. Sie wird magnetisch auf dem Heizbett gehalten. Zwei Schrauben am hinteren Ende helfen dabei, die Druckplatte sauber auszurichten. Links neben der Druckplatte befindet sich ein aufgedruckter Code, der für die LiDAR-Kamera gedacht ist.



Die Extruder-Einheit:
Sehr kompakt fällt die Einheit aus Direct-Drive-Extruder und Hotend aus. Der Extruder nutzt zwei angetriebene, profilierte Förderräder aus Metall und erreicht eine Extrusionskraft von 50 N. Das Hotend nutzt eine Heatbreak aus einer Titanlegierung und eine Druckdüse aus gehärtetem Stahl, sodass auch abrasive Filamente verarbeitet werden können. Das Hotend kann mit dem Keramikheizelement in 40 Sekunden von Umgebungstemperatur auf 200 °C erhitzt werden und erreicht eine maximale Temperatur von 300 °C. Der maximale Filamentdurchfluss beträgt 32 mm³/s. Die Luft zur Kühlung wird von der Vorderseite her angesaugt und gleichmäßig um die Düse verteilt.