
Druckqualität:
Zur Beurteilung der Druckqualität des Anycubic Photon Mono M7 Pro haben wir verschiedene Testdrucke durchgeführt. Hierfür haben wir das Bio Resin und Rigid 100 Resin von Anycubic in der Farbe Grau genutzt. Die Profile hierfür sind im Anycubic Slicer natürlich direkt hinterlegt. Das Bio 100 Resin von Anycubic erfüllt die EN 71-3 und bietet so eine hohe Hautverträglichkeit sowie eine Eignung für Kinderspielzeuge. Rigid 100 hingegen ist ein besonders Temperaturbeständiges Resin, sodass Drucke hohen Temperaturen von bis zu 100 °C standhalten können.
Auch beim MSLA-Druck kann es zu einigen Problemen kommen, nachfolgend wollen wir einige kurz vorstellen:
- Haftungsfehler auf der Bauplatte:
Das Objekt haftet gar nicht (klebt auf der PEP-Folie) oder löst sich während des Druckes teilweise oder vollständig ab. Zur Fehlerbehebung sollte man, je nach Art der Ablösung, entweder die Bauplatte neu ausrichten, Vat-Cleaning starten oder die Bauplatte reinigen. Das Vat-Cleaning härtet eine dünne geschlossene Schicht Resin aus und hilft so kleinere Resinreste von der PEP-Folie zu entfernen. Ist das Problem so noch nicht gelöst, kann man noch die Belichtungszeit der unteren Schicht erhöhen, die Anzahl der unteren Schichten erhöhen, die Wartezeit vorm Anheben erhöhen oder die Verfahrgeschwindigkeiten absenken. - Ablösen der Objektschichten von den unteren Schichten:
Teilweise kann es zu Haftungsproblemen an den länger belichteten unteren Schichten kommen, auch hier gibt es wieder mehrere Hebel, um den Fehler zu beheben. So kann man die Belichtungszeit der unteren Schichten senken (aufpassen, dass es zu keinen Haftungsproblemen kommt), die Belichtungszeit der regulären Schichten erhöhen, die Wartezeit vor dem Anheben erhöhen oder die Hubgeschwindigkeit senken. - Teile des Objektes fehlen:
Bei filigranen Objekten kann es vorkommen, dass Teile des Objektes fehlen. In der Regel bedeutet dies, dass diese nicht richtig am Hauptobjekt haften konnten und nun in der Resinwanne zu finden sind. Ursache ist hier meist eine fehlende oder zu grobe Stützung. Man kann also die Anzahl der Stützen erhöhen oder auch deren Durchmesser und Kontakt. Auch hier kann ansonsten helfen die Wartezeit zu erhöhen und die Verfahrgeschwindigkeit zu reduzieren. - Raue Oberfläche:
Sollte die Oberfläche nicht wie üblich glatt, sondern rau sein, liegt das oft an unterschiedlich guten Aushärtungen. Man kann hier also die Belichtungszeiten anpassen, oder die Wartezeiten erhöhen und die Verfahrgeschwindigkeiten reduzieren. - Löcher im Objekt:
Löcher im gedruckten Objekt können auftreten, wenn Teile unterbelichtet oder Wandstärken zu gering sind. Hohle Bereiche, in denen sich Harz sammelt, können auch zu diesem Fehler führen. Um ihn zu beheben, kann man Ablauflöcher hinzufügen oder das Objekt auf Support setzen. Auch ein Senken der Druckgeschwindigkeit kann hier helfen. - Raging-Defekte:
Es finden sich Reste von ausgehärtetem Harz an den Oberflächen des Objektes. Ursächlich können Haftungsfehler oder eine Bewegung der Bauplätte während der Belichtung sein. Hier kann man die Belichtungszeit erhöhen, die Wartezeit vor dem Anheben senken, die Verfahrgeschwindigkeit senken oder die Stützdicke erhöhen. - Starke Linien-Muster im Modell:
Zeigen sich auf dem Druck deutliche Linienmuster, kann dies an einer wackelnden z-Achse liegen, die man wieder richtig befestigen oder austauschen muss. Auch hier kann man die Belichtungszeit reduzieren, die Wartezeit vor dem Anheben senken, die Verfahrgeschwindigkeit senken oder die Stützdicke erhöhen.
Benchmarks:
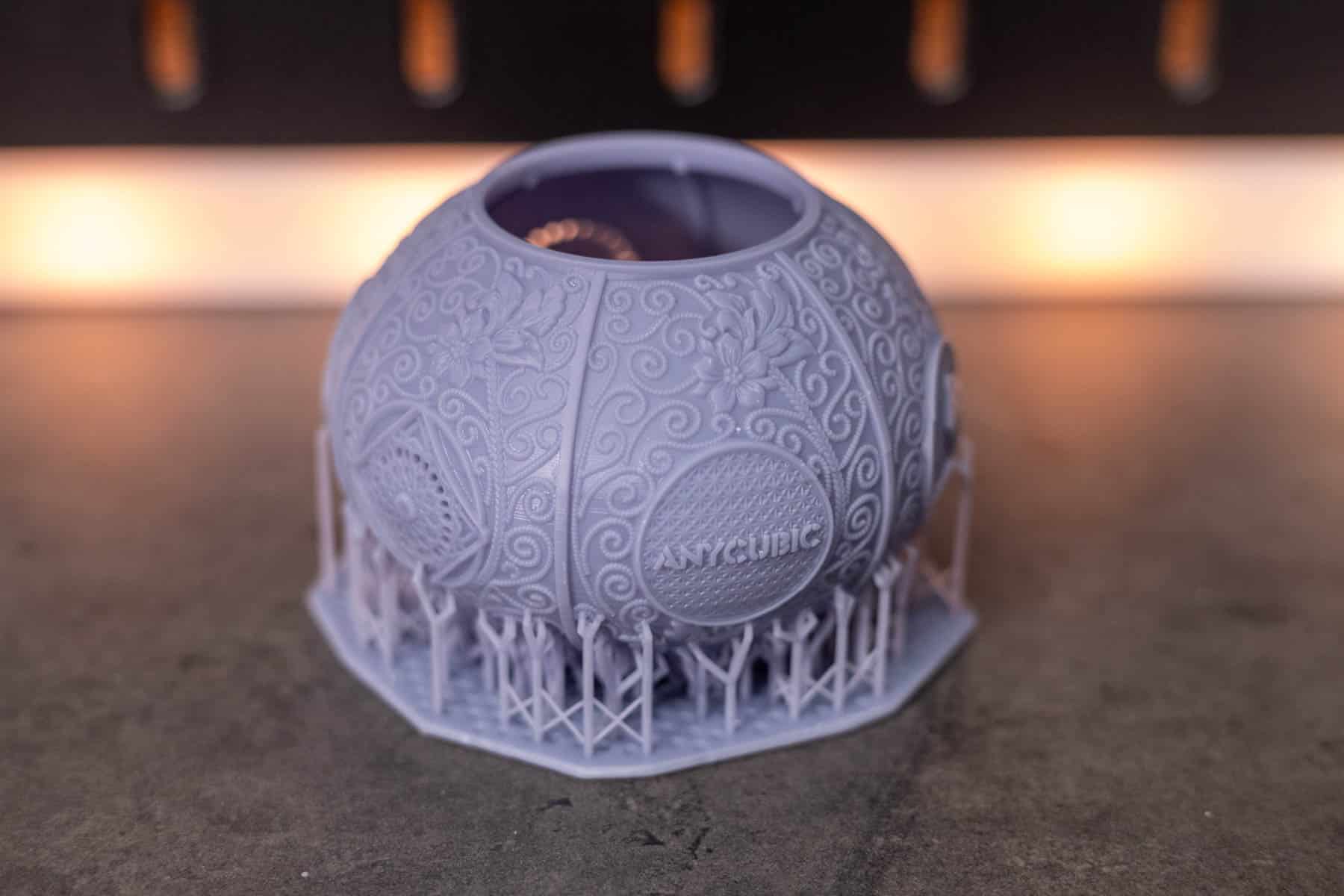
Zum ersten Test der Druckqualität haben wir auf die seit einigen Druckern übliche Testdatei von Anycubic zurückgegriffen, eine Laterne mit sehr feinen Ornamenten auf der Oberfläche. Diese Datei ist in verschiedenen Geschindigkeitsprofilen vorhanden. Wir haben zunächst die Datei für ein Standard-Resin mit normaler Geschwindigkeit genutzt. Diese wird bereits sehr schnell umgesetzt. Insbesondere, wenn man die Geschwindigkeitsoptimierung nutzt. Diese eignet sich insbesondere für feine Modelle, denn der Drucker reduziert hier abhängig von der Ausgestaltung der einzelnen Schichten die Wartezeit vor dem erneuten Absenken. Im Druck sehen wir eine vollständig scharfe Darstellung der Ornamente, bei der auch die feinsten Details fehlerfrei zu erkennen sind.


Test der maximalen Höhe:
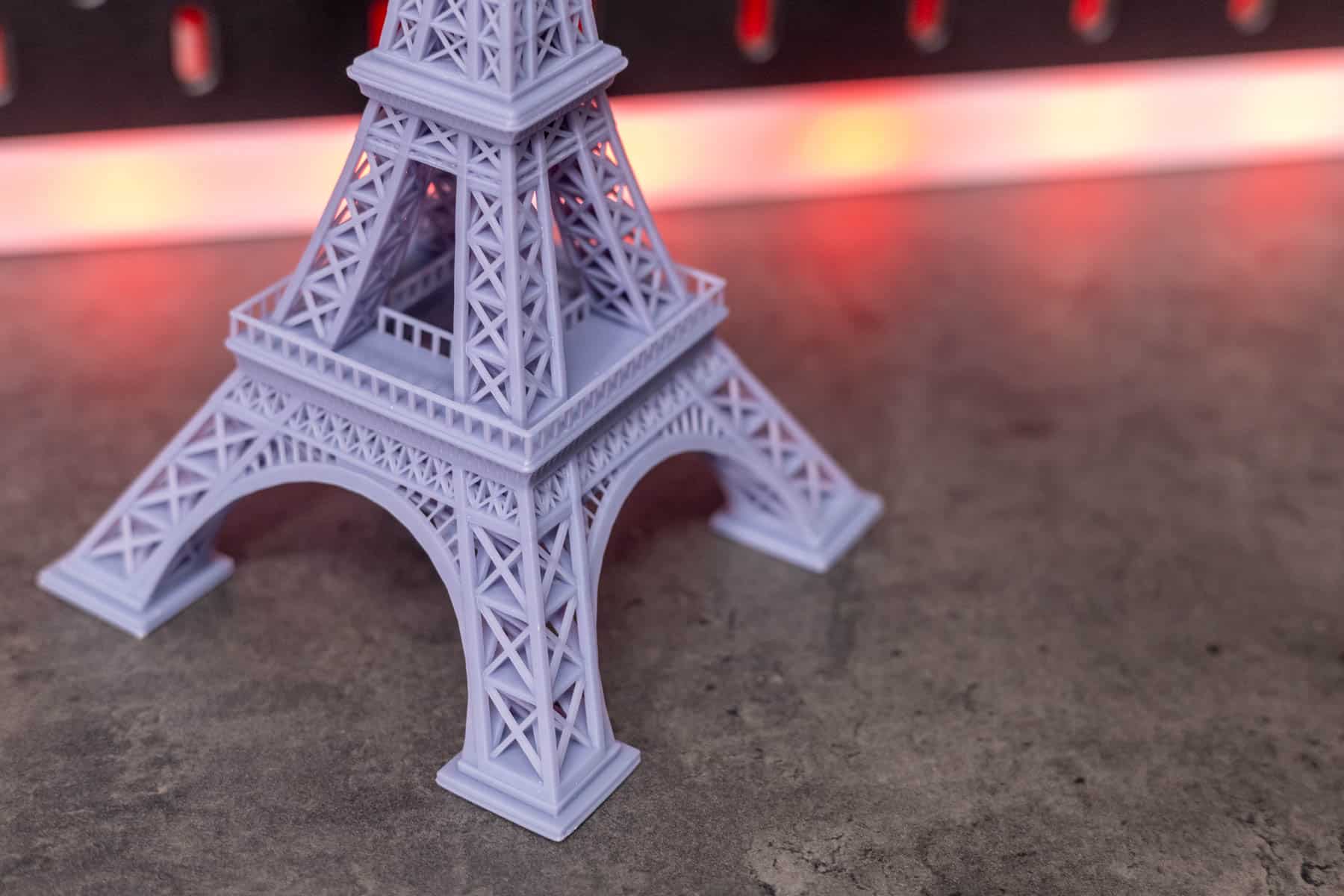
Als weitere Testdrucke haben wir wieder ein vom Eifelturm inspiriertes Modell genutzt (Link zu Printables). Denn dieser verfügt über eine sehr feine Struktur mit vielen Überhängen und feinen Streben. Ideal, um die Leistungsfähigkeit des Druckers zu testen. Das Modell haben wir so skaliert, dass es den Bauraum maximal ausfüllt (knapp unter 230 mm). Genutzt haben wir auch hier das Bio Resin, dass in seinem Druckverhalten dem Standard Resin entspricht. Dank der Optimierung seitens des Druckers dauerte der Druck keine vier Stunden.
Um den Drucker zu fordern, haben wir das Modell ohne Stützstrukturen gedruckt. Die Bögen und Streben sind fehlerfrei gedruckt geworden, ebenso die ganzen feinen Gitterstrukturen und auch das Geländer. Auch größere waagerechte Flächen wurden fehlerfrei umgesetzt.

Figuren und Miniaturen:
Als weiteren Tests des Druckers mit Blick auf feine Strukturen haben wir diverse Tabletop-Miniaturen von DM-Stash gedruckt. Diese kann man über MyMiniFactory, Patreon und die Website von DM-Stash beziehen. Darüber hinaus fanden sich auf der Cloud-Seite der Druckvorlagen noch fertig geslicte Modelle von einem Wolfkopf, einem Drachen und einem Trichter.
An dem Modell des kleinen Drachen kann man sehr gut die mögliche Detailtiefe erkennen. Denn die Schuppen besitzen eine scharf dargestellte Textur. Gleiches gilt für das Fell des Wolfkopfes und die Zähne, auch diese sind sauber und scharf abgebildet.
Die zugrunde liegenden STL-Dateien sind extrem hochauflösend gestaltet und je nach Figur durchaus mehrere hundert Megabyte groß. Verfügbar sind die Modelle in einer bereits mit Support versehenen Version oder auch ohne vorbereiteten Support. Hier kann der Drucker seine hohe Auflösung eindrucksvoll demonstrieren. Um die bessere Detailtiefe der feineren Schichtung zu nutzen, haben wir hierfür das Bio Resin von Anycubic genutzt.
Blizzard bietet zum neuen Mobile Game Warcraft Rumble eine Vielzahl an STL-Dateien von diversen Figuren aus dem Warcraft-Universum. Hier haben wir uns auch zwei Testdateien herausgesucht, einmal einen Worgen und einmal Sylvanas. Auch hier zeigt sich mit dem Bio Resin ein sehr gutes Ergebnis.




Besonderheiten bei der Arbeit mit High Speed Resin:
Das Anycubic High Speed Resin ist für besonders schnelle 3D-Drucke optimiert und die Voraussetzung, um mit dem Drucker die besonders hohen Geschwindigkeiten zu erreichen. Durch eine geringere Viskosität ist es dünnflüssiger, sodass die Druckplatte schneller und weniger weit gehoben werden muss, damit sich das Resin wieder gleichmäßig in der Wanne verteilt. Darüber hinaus ist es wichtig, dass die Modelle nur Wandstärken im Bereich von etwa 2 mm aufweisen, sonst verteilt sich das Resin nicht gleichmäßig genug. Darüber hinaus muss man die Schichtdicke von 0,05 mm auf 0,1 mm erhöhen, was die Auflösung etwas reduziert. Bei der Druckvorbereitung kann es daher erforderlich sein, die Modelle im Slicer auszuhöhlen und mit Öffnungen zu versehen, damit enthaltenes Resin herausfließen kann. Möchte man besonders feine Miniaturen drucken, sollte man daher eher das Standard Resin nutzen. Sehr gut eignet sich hier das Standard Resin in HD Gray, dass durch seine dunklere Farbgebung eine etwas bessere Tiefenwirkung bietet.
Zuverlässigkeit der smarten Features:
In den letzten Generationen haben die MSLA-Drucker von Anycubic immer mehr smarte Features erhalten. Eine der Funktionen überwacht den Motor der z-Achse und kann so unter anderem den Harzfüllstand und Verunreinigungen im Druckbehälter erkennen. Letzteres dient dazu eine Beschädigung des Displays zu vermeiden, wenn die Bauplatte auf ausgehärtete Reste drückt. Da wir während des Tests keine Verunreinigungen im Drucker hatten, können wir die Zuverlässigkeit hier nicht beurteilen. Denn ein Provozieren einer möglichen Beschädigung wollten wir vermeiden. Was aber sehr gut funktioniert ist die Erkennung des Harzfüllstands. Der Drucker gibt hier rechtzeitig Bescheid, wenn vor einem Druck zu wenig Harz in der Wanne ist. Ein weiterer Vorteil dieser Überwachung ist auch die Erkennung von Problemen durch Haftungsprobleme zwischen Bauteil und Bauplatte bzw. fehlerhaftes Lösen von der Folie. Da unsere Drucke alle fehlerfrei liefen, brauchten wir diese Funktion nicht. Wir wissen aber von den Vorgängermodellen, dass dies bei größeren Fehlern zuverlässig funktioniert. Darüber hinaus ist auch die automatische Nivellierung mit der Motorüberwachung verbunden, welche auch sehr gut funktioniert.
Ein weiteres smartes Feature dient der Optimierung der Druckzeiten. Hierzu berücksichtigt der Drucker die Größe geschlossener Flächen und reduziert die Wartezeit zwischen den Schichten. Denn bei feinen Strukturen ergibt sich schneller wieder eine gleichmäßige Resinschicht als bei flächigen Strukturen. Bei feinen Modellen funktioniert dies wirklich problemlos und die Druckzeit vermindert sich um gut 30 %. Bei Modellen mit großen massiven Schichten funktioniert es nicht ganz so zuverlässig. Hier treten teilweise kleine Druckfehler auf, die auf eine ungleichmäßige Harzschicht zurückzuführen sind. Besonders wichtig ist bei der Nutzung dieser Funktion allerdings auch die Temperieren des Resins über die integrierte Heizung, denn wärmeres Resin besitzt eine geringere Viskosität und ist somit dünnflüssiger.