
Bedienung:
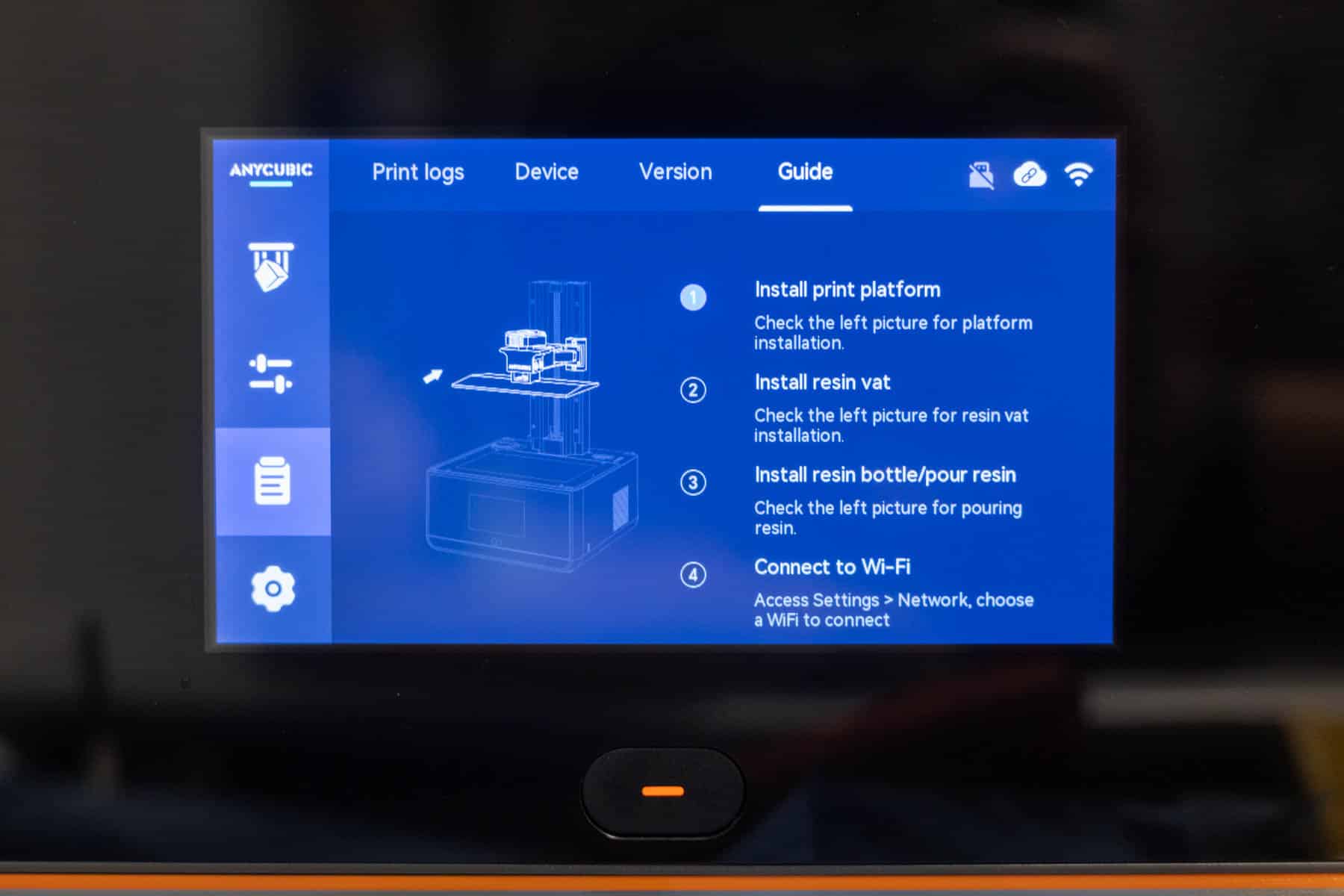
Die Bedienung des Anycubic Photon Mono M7 Pro erfolgt über den 5″ großen Touchscreen, der in die Front des Druckers integriert ist. Dies entspricht dem üblichen Aufbau eines MSLA-Druckers. Das GUI ist sehr übersichtlich gestaltet und setzt auf eine klare Struktur. Typisch für Anycubic finden wir hier einen dunkelblauen Hintergrund vor. Der Aufbau und das Design des GUIs wurde im Vergleich zum M5s Pro vollständig überarbeitet. Nach dem Einschalten für der Drucker zunächst einen Selbsttest durch und startet dann direkt auf einer Startseite, die einen Überblick über den Druckerstatus bietet.

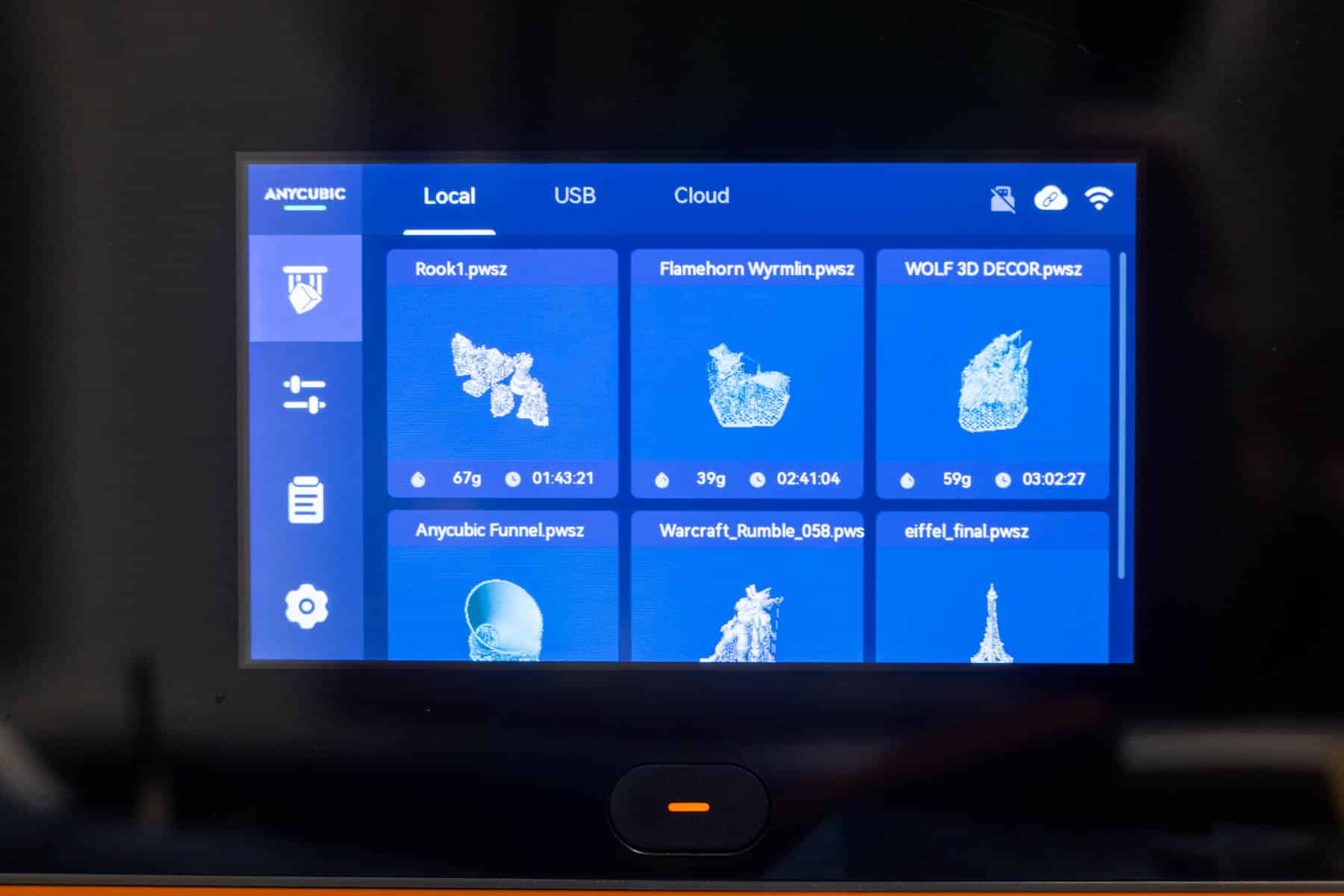


Über den Menüpunkt „Print“ gelangen wir auf ein Fenster, das rechts alle verfügbaren Dateien in Form von Kacheln anzeigt. Jede Kachel zeigt den Dateinahmen, eine Miniaturansicht, die Druckdauer und den Resinbedarf. Es werden immer drei Kacheln nebeneinander angezeigt und man sieht immer 1,5 Reihen gleichzeitig. Aufgeteilt auf drei separte Seiten kann man einmal die Datein auf dem interen Speicher (Local), auf dem angeschlossenen USB-Stick und in der Cloud sehen.
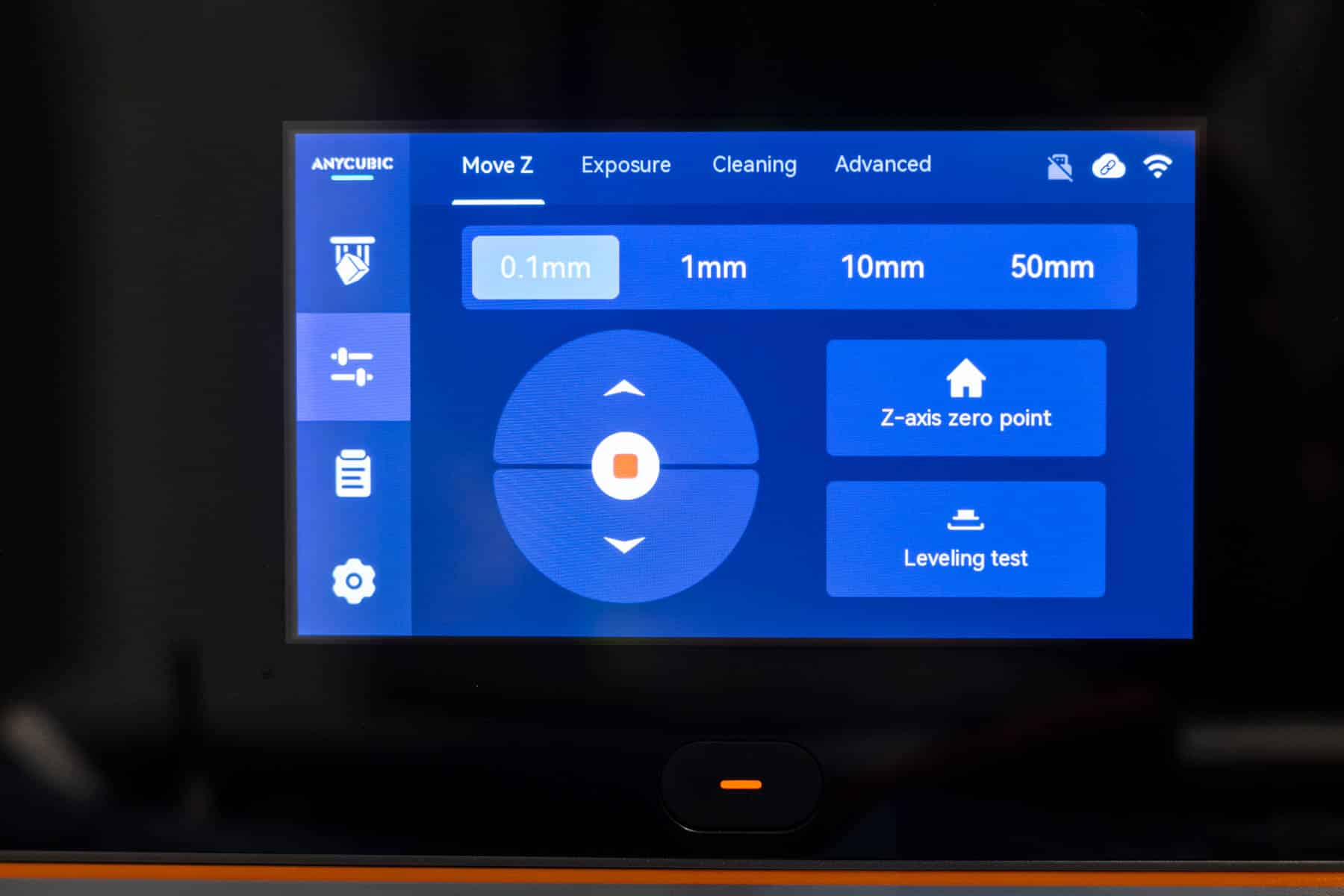
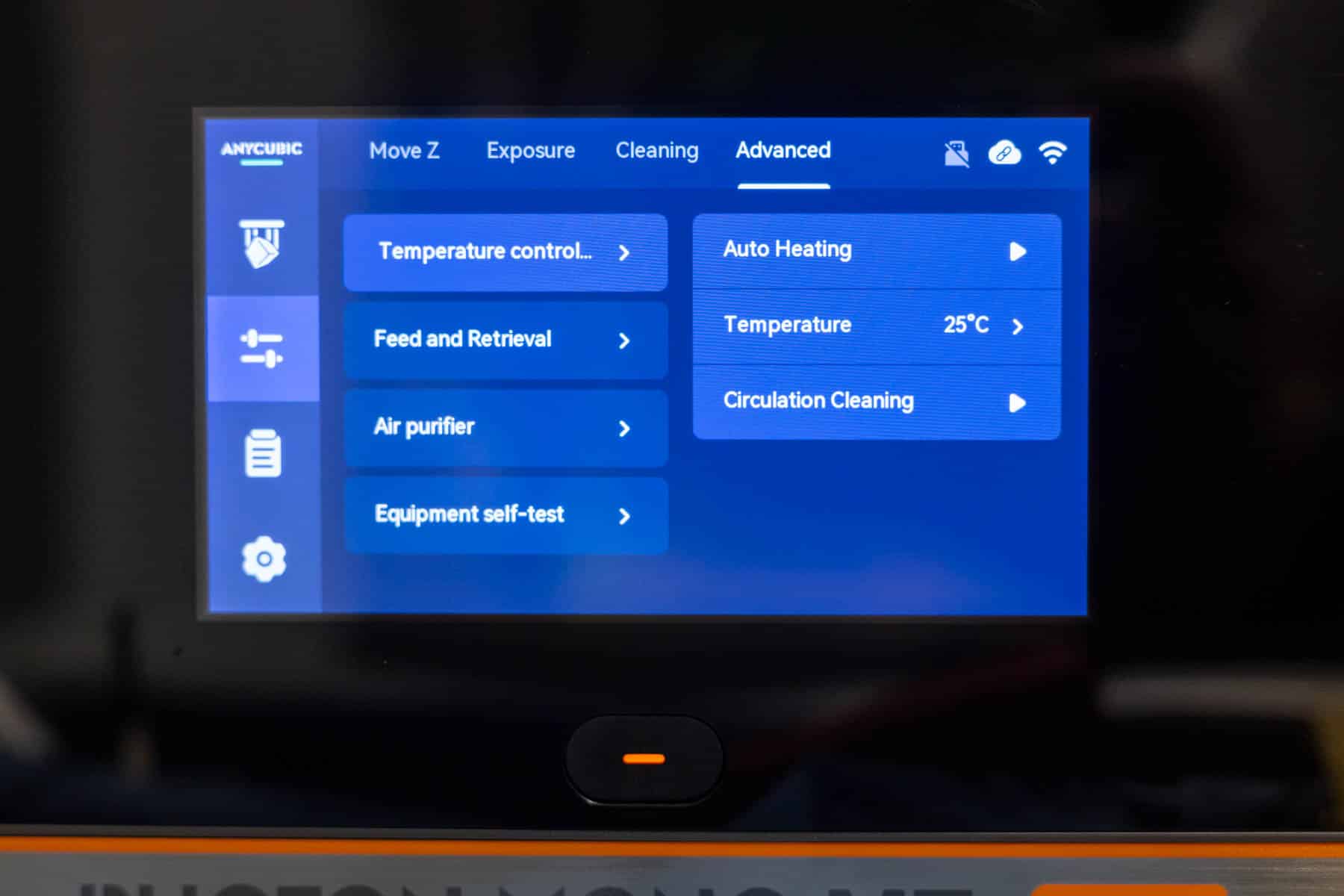
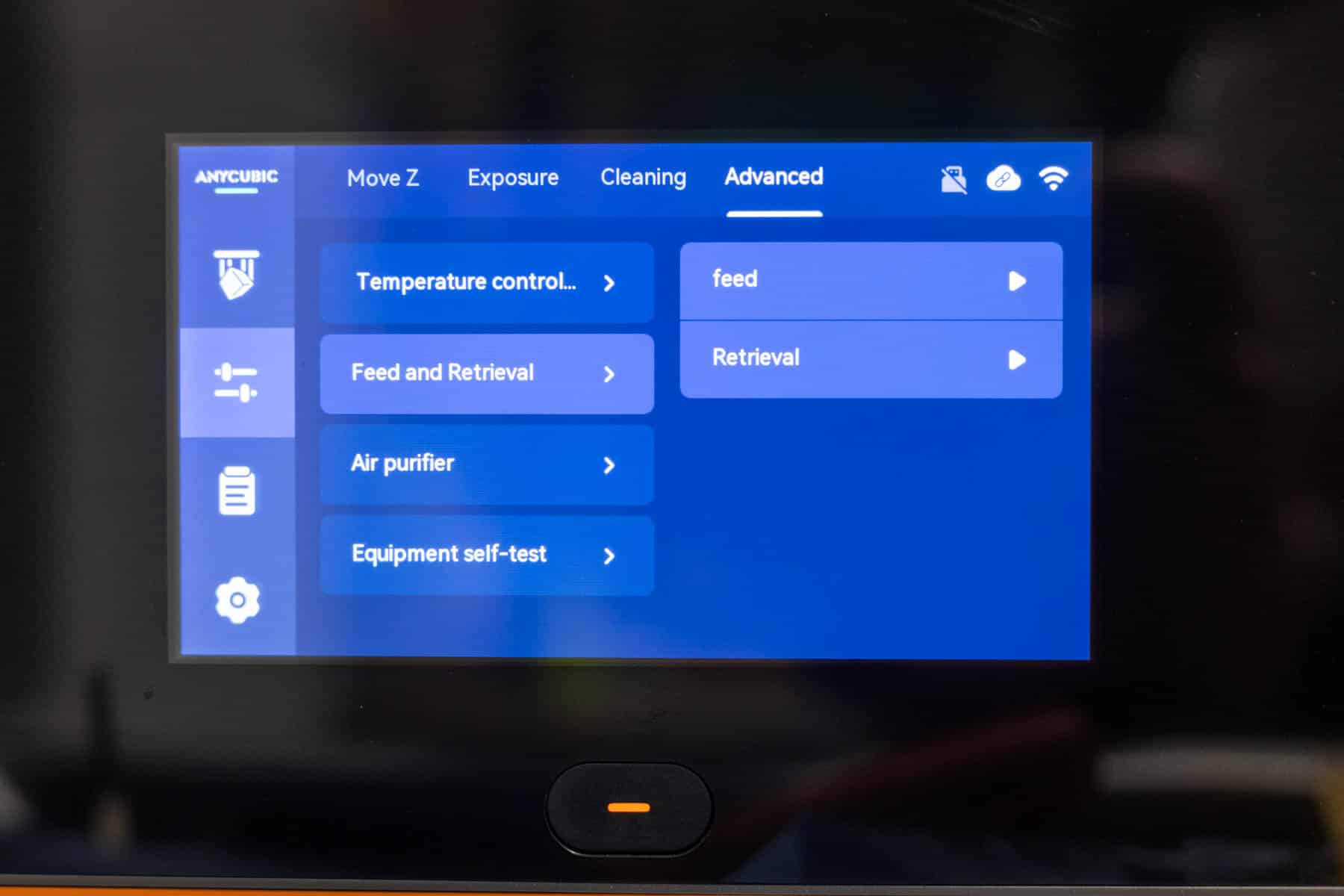
Der Menüpunkt „Tools“ führt uns direkt auf die Unterseite „Move Z“. Hier können wir die z-Achse verfahren, den Nullpunkt setzen und deinen Leveling Test durchführen. Die Unterseite „Exposure“ ist besonders dann interessant, wenn man das Display überprüfen möchte. Mit „Cleaning“ können wir bei Verunreinigungen eine geschlossen ausgehärtete Schicht auf dem Druckbett erzeugen. Die letzte Seite trägt den Titel „Advanced“. Hier können wir manuell die Beheizung der Druckwanne einstellen, die Resinfördereinheit ansteuern, den Luftreiniger ansteuern und einen Selbsttest durchführen.
Unter dem dritten Menüpunkt finden sich allerhand Logs und Geräteinformationen. Zudem findet sich hier eine kurze Schnellstartanleitung für den Drucker.
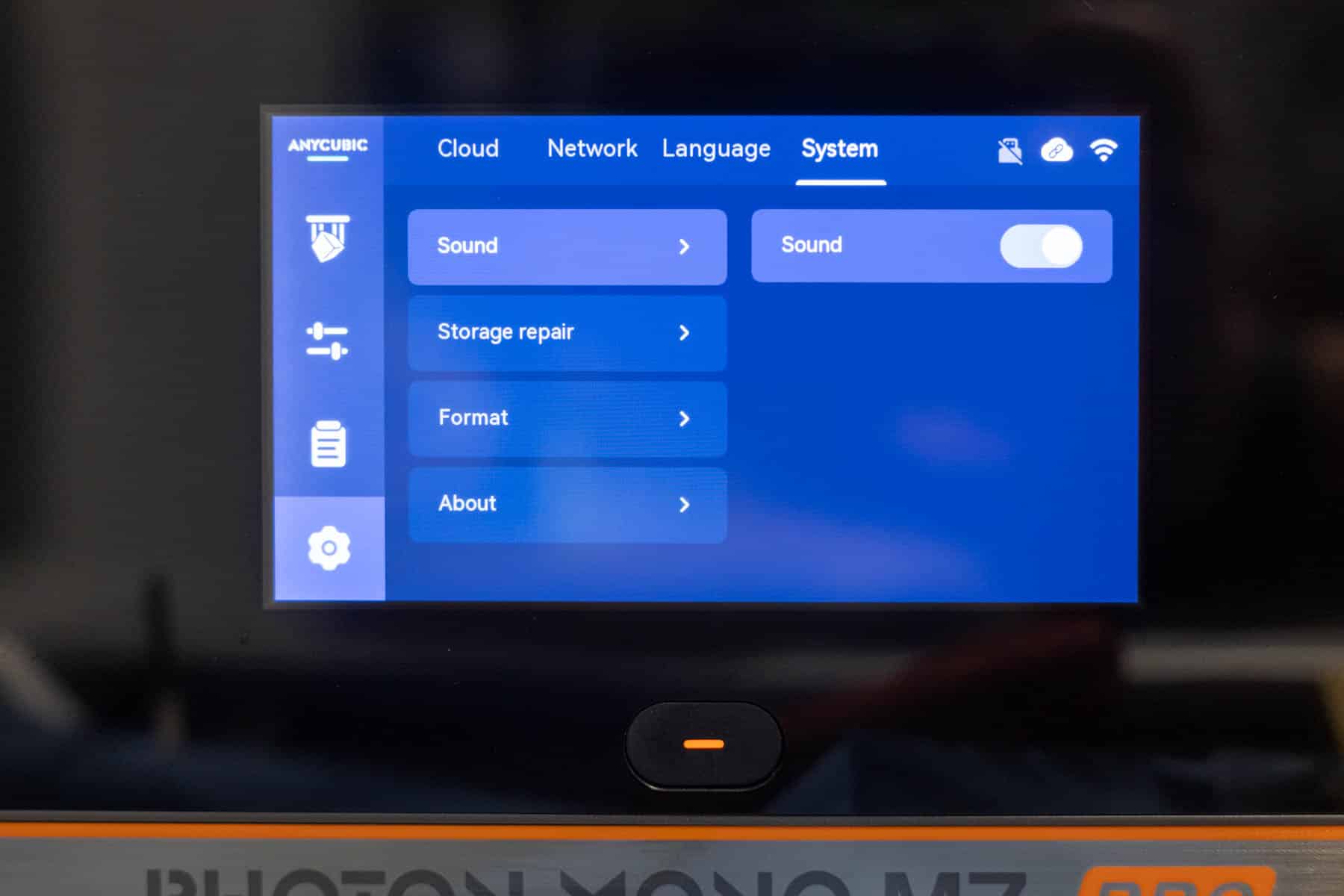
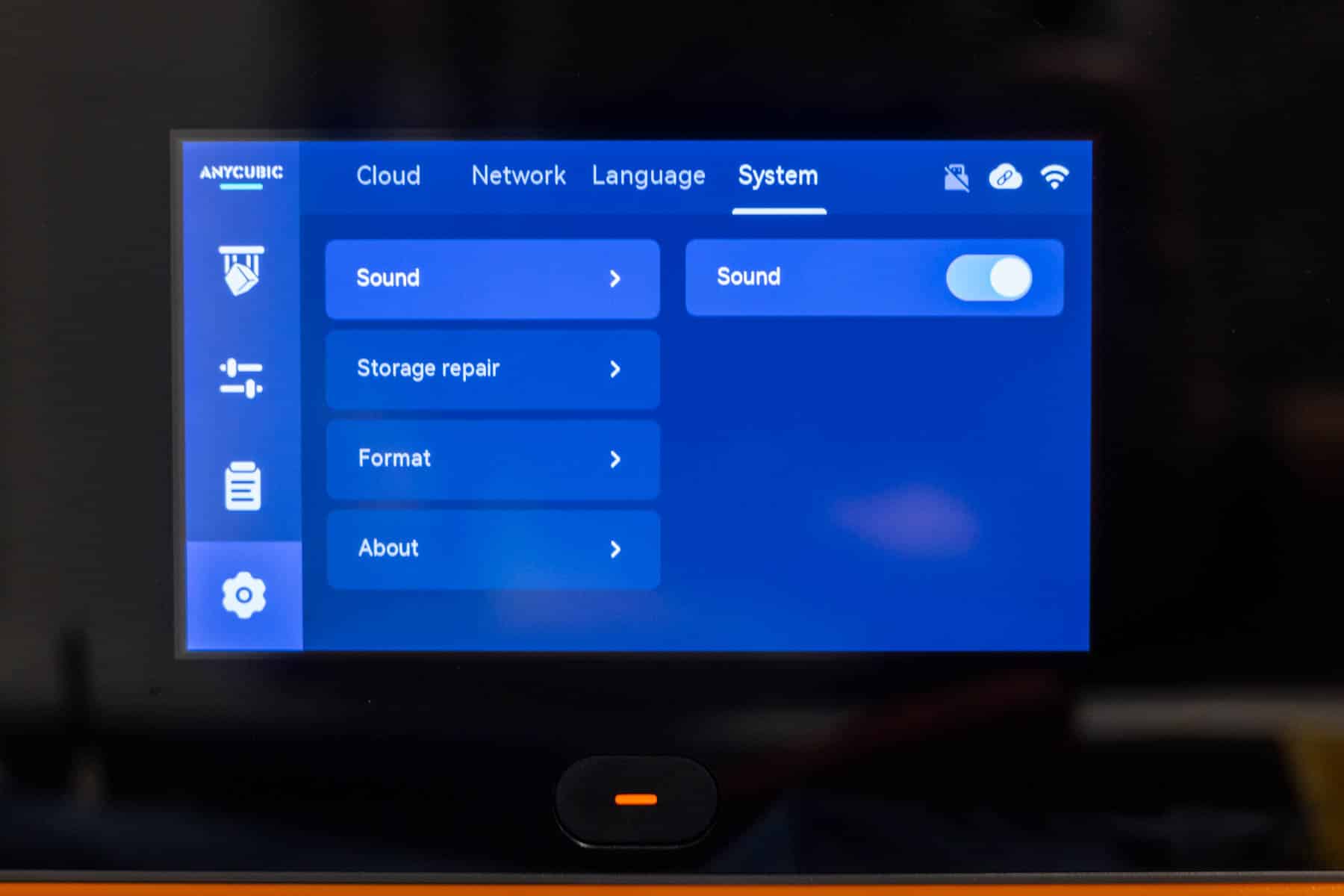
Der letzte Menüpunkt widmet sich den Einstellungen. Hier können wir die Netzwerkverbindung einstellen, die Cloudverbindung konfigurieren und weitere Systemeinstellungen vornehmen.
Druckbett-Kalibrierung:
Die bislang gewohnte Druckbett-Kalibrierung mit Anlösen der Schrauben und fahren auf null ist beim Anycubic Photon Mono M7 Pro nicht mehr notwendig. Das Druckbett ist bereits ausgerichtet und so fixiert, dass die Ausrichtung erhalten bleibt. Ebenso ist die Höhe über den Endschalter genau vorgegeben. Anders als beim nicht Pro-Modell besteht jedoch die Möglichkeit das Druckbett nachträglich zu justieren, indem in alt bekannter Art und Weise vier Schrauben gelöst werden und das Display auf die Null-Position gefahren wird.
Ablauf eines Drucks:
Prinzipiell kann man einen Druck in drei Abschnitte einteilen: Vorbereitung, Durchführung und Nachbearbeitung.
Vorbereitung:
Zur Vorbereitung muss man zunächst mittels eines geeigneten Slicer, wie dem PhotonWorkspace oder CHITUBOX (dazu später mehr), das gewünschte 3D-Modell für den Drucker vorbereiten. Dabei wird das 3D-Modell in einzelne Schichtbilder aufgeteilt. Die so erstellten Druckdaten speichert man nun auf einem USB-Stick und schließt diesen am Drucker an. Jetzt muss man nur noch die Resinwanne des Druckers (nach-)füllen, dabei bitte immer an die Schutzausrüstung denken. Eine Markierung zeigt die maximale Füllhöhe der Wann an, denn man darf nicht vergessen, dass, wenn die Druckplatte nach unten gefahren wird, diese Resin verdrängt und der Pegel in der Wanne ansteigt. Ein Überlaufen wäre nicht gut für den Drucker.
Durchführung:
Für die eigentliche Druckdurchführung müssen wir selber nicht sehr aktiv werden, denn hierzu müssen wir lediglich einmal den Drucker starten. Man sollte natürlich zwischendurch den Fortschritt kontrollieren, um ggf. eingreifen zu können.
Nachbearbeitung:
Der aufwändigste Abschnitt ist nun die Nachbearbeitung, hier müssen wir wieder unsere Schutzausrüstung (PSA) anlegen. Zunächst lösen wir die Bauplatte im Drucker und lassen Resinreste in die Wanne ablaufen, dazu halten wir die Platte leicht schräg. Mit einem scharfen Spachtel müssen wir danach das Druckobjekt nun von der Bauplatte lösen. Hier gilt es, den richtigen Mittelweg zwischen Kraft und Feingefühl zu finden. Als Unterlage hierzu bietet sich eine Silikonmatte und Reinigungspapier an.
Für die Reinigung unserer Druckobjekte können wir beispielsweise den klassischen Weg gehen und das Objekt in ein Bad aus Isopropanol-Alkohol (Sicherheitshinweise beachten) geben, zum Beispiel mit der Anycubic Wash & Cure 3 oder Plus. In der Waschstation, wird der Alkohol über einen kleinen Propeller in Bewegung versetzt, sodass die Strömung die Resinreste vollständig ablöst. Man kann auch die Druckplatte samt noch haftendem Modell in die Waschstation setzen, allerdings gelangen so deutlich größere Mengen an Resin in die Station und wir müssen den Alkohol häufiger tauschen.
Nach diesem Reinigungsdurchlauf sollte man zunächst einmal den Alkohol komplett verdunsten lassen, bevor man mit dem Härten startet. Ansonsten kommt es zu weißlichen Verfärbungen im Druckobjekt. Sollte unser Druckobjekt Stützstrukturen aufweisen, ist nun ein guter Zeitpunkt, diese zu entfernen. Der letzte Schritt ist dann der Härtevorgang. Dazu setzt man das Druckobjekt einige Minuten UV-Strahlung aus, die für ein weiteres Durchhärten sorgt. Auch das ist mit der Anycubic Wash & Cure 3 bzw. Plus möglich. Prinzipiell härten die Objekte mit der Zeit auch von selber aus (durch natürliche UV-Strahlung), aber so lässt sich dieser Prozess in wenigen Minuten abschließen.
Ein anderer Weg besteht in der Nutzung der Anycubic Wash & Cure Max (zum Test). Mit dieser Reinigungsstation ist das Entfernen von Resin-Resten und das Aushärten mittels UV-Licht in einem Arbeitsschritt möglich. Diese besonders große Station eignet sich vor allem sehr gut für große Modelle oder wenn man viele Modelle gleichzeitig aushärten will.
Nach dem Druck ist vor dem Druck:
Haben wir, wie oben beschrieben, einen Druckvorgang durchgeführt und abgeschlossen, können wir die Resinreste durchaus in der Wanne lassen. Allerdings nur dann, wenn in ein paar Tagen der nächste Druck ansteht. Bei längerem Stillstand (länger als 48 Stunden) sollte man die Resinreste über einen Filter (um möglicherweise gehärtete Reste zu entfernen) wieder in eine Flasche füllen und die Wanne mit Isopropanol reinigen. Um Druckproblemen vorzubeugen, bietet es sich an, alle paar Drucke die Vat-Clean-Funktion zu nutzen. Hierbei werden Anhaftungen an der FEP-Folie und etwaige Reste gehärteten Resins aus der Wanne entfernt. Dazu wird eine vollflächige Belichtung durchgeführt, sodass sich eine ausgehärtete Schicht über die gesamte Wanne ergibt. Diese kann man nun sehr vorsichtig mit einem Kunststoffspachtel entfernen. Allerdings besteht hier auch durchaus eine erhöhte Gefahr, dass wir uns ein Loch in die Folie pieksen. Dieser Reinigungsschritt hilft auch bei vielen Druckproblemen.
Der empfohlene Slicer:
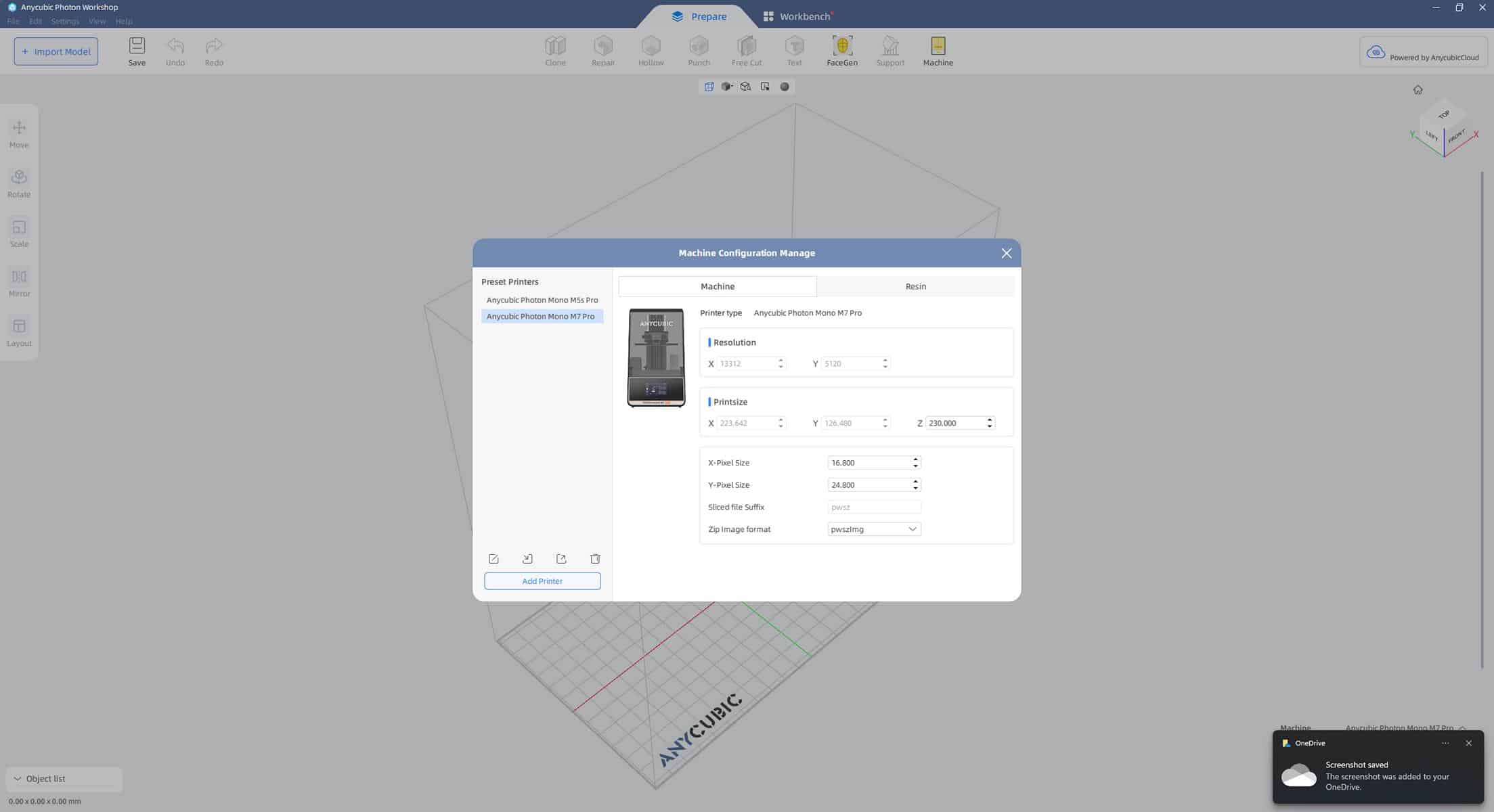
Als Slicer kommt AnycubicPhotonWorkshop zum Einsatz, der hauseigene Slicer für die SLA-Drucker von Anycubic. Dieser findet sich zum einen auf dem USB-Stick und kann aber auch in der aktuellsten Version bei Anycubic auf der Internetseite heruntergeladen werden. Für den Test haben wir die Version 3.3.7 genutzt. Der Slicer prüft beim Start automatisch auf eine neue Version und ermöglicht ein direktes Update. Auf der Website von Anycubic findet sich meistens nicht die aktuellste Version, sodass nach dem ersten Start in der Regel immer ein Update erforderlich ist.
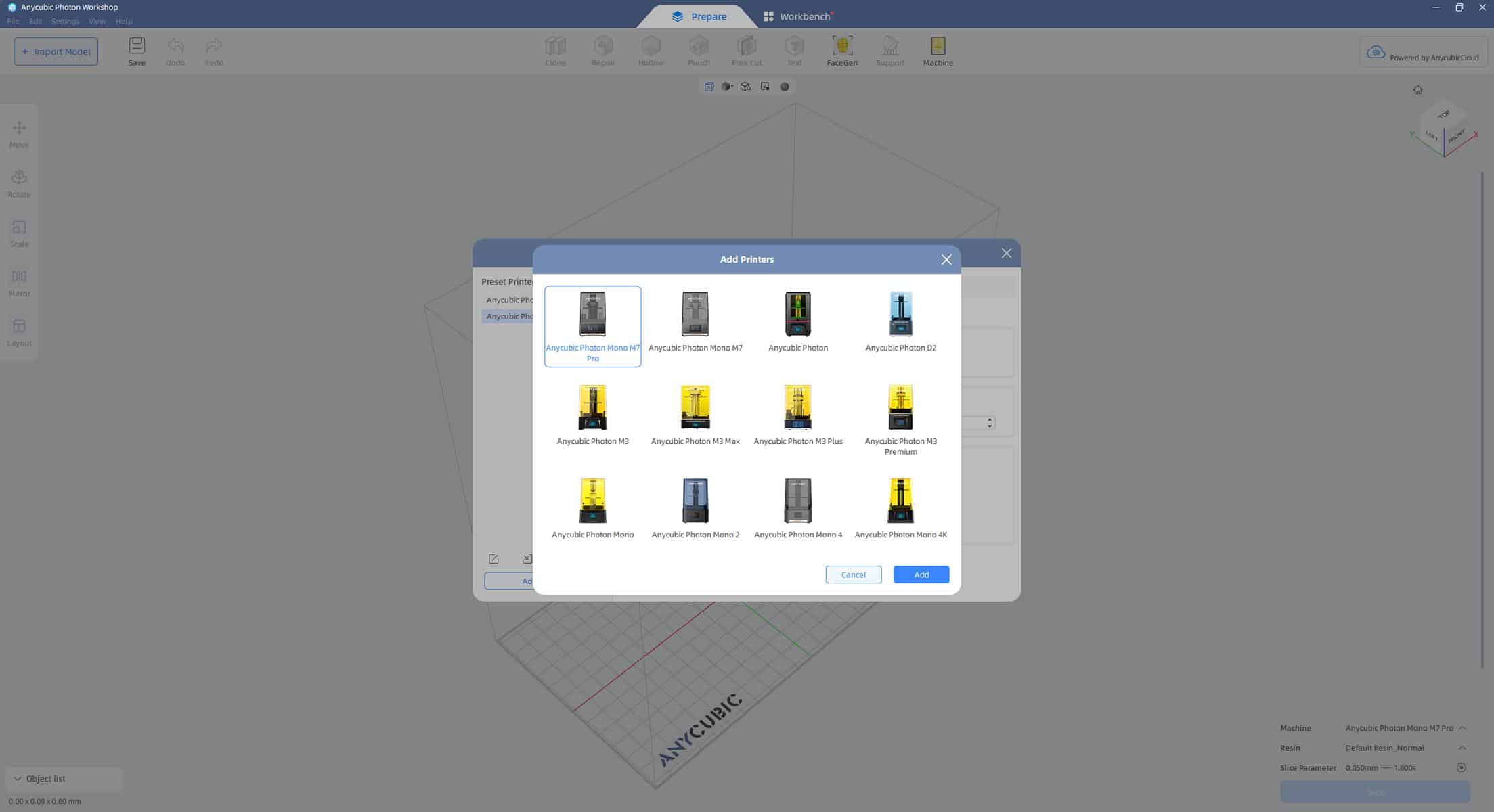
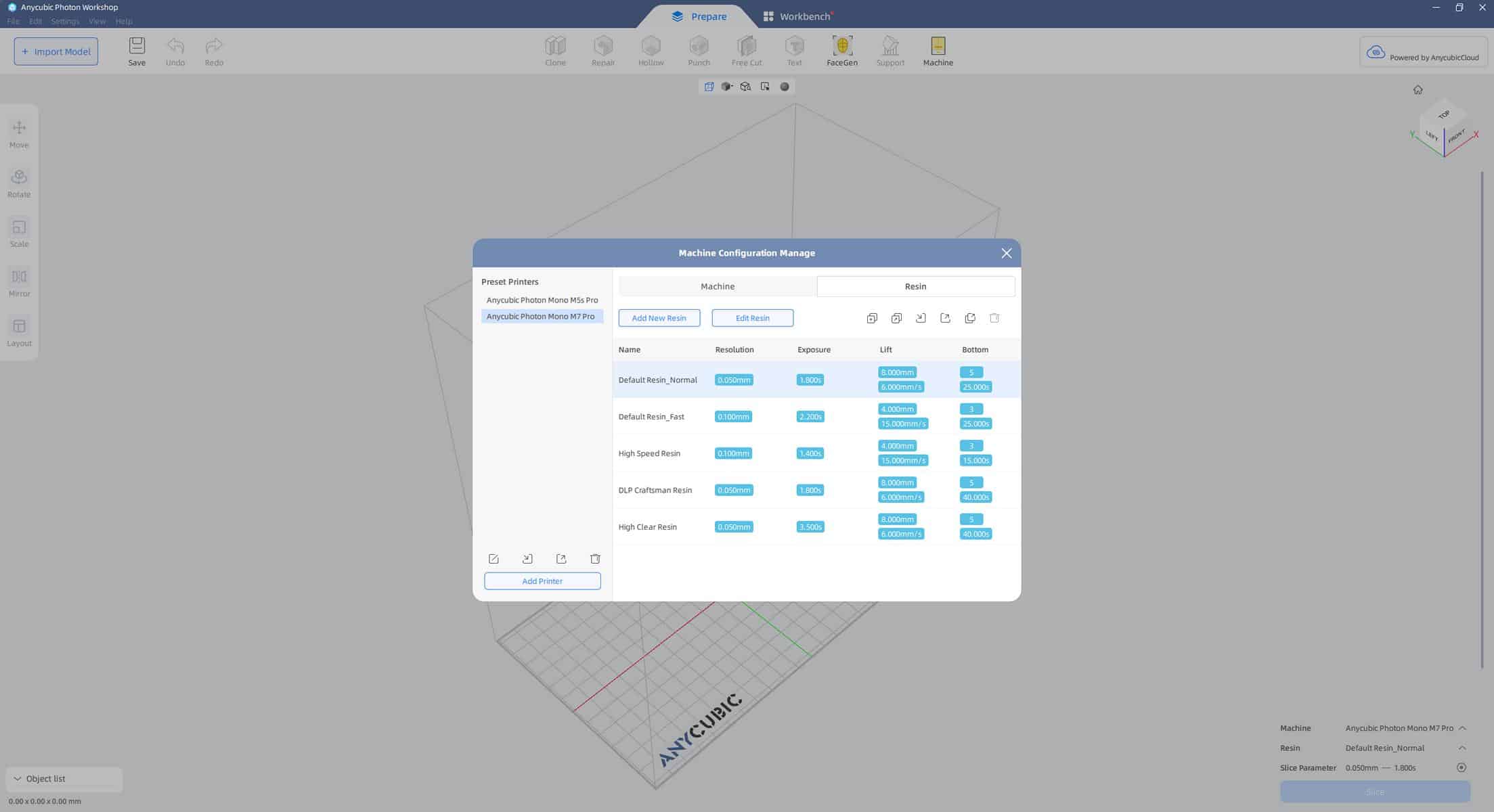
Nach dem ersten Start muss man zunächst den Drucker auswählen, hier hat man die Auswahl zwischen allen SLA-Druckermodellen von Anycubic. Darüber hinaus besteht die Möglichkeit, einen anderen Drucker, als Custom-Profil anzulegen. Über die Optionen kann man im Nachhinein auch noch einige Details des Druckers anpassen sowie angepasste Profile für Resin hinterlegen. Die Kommunikation mit dem Photon Mono M7 Pro erfolgt entweder über den beiliegenden USB-Stick oder über die Anycubic Cloud. Hierfür müssen wir den Drucker aber natürlich mit dem WiFi verbunden und in der Cloud angemeldet haben. Ist der Drucker verbunden, können wir beim Speichern der gesliceten Vorlage entscheiden, ob wir diese lokal speichern oder in die Cloud hochladen wollen. Ist die Datei hier hinterlegt, können wir auswählen, dass diese gedruckt werden soll. Nur noch den passenden Druckern anwählen und es kann losgehen.
Bedienung:
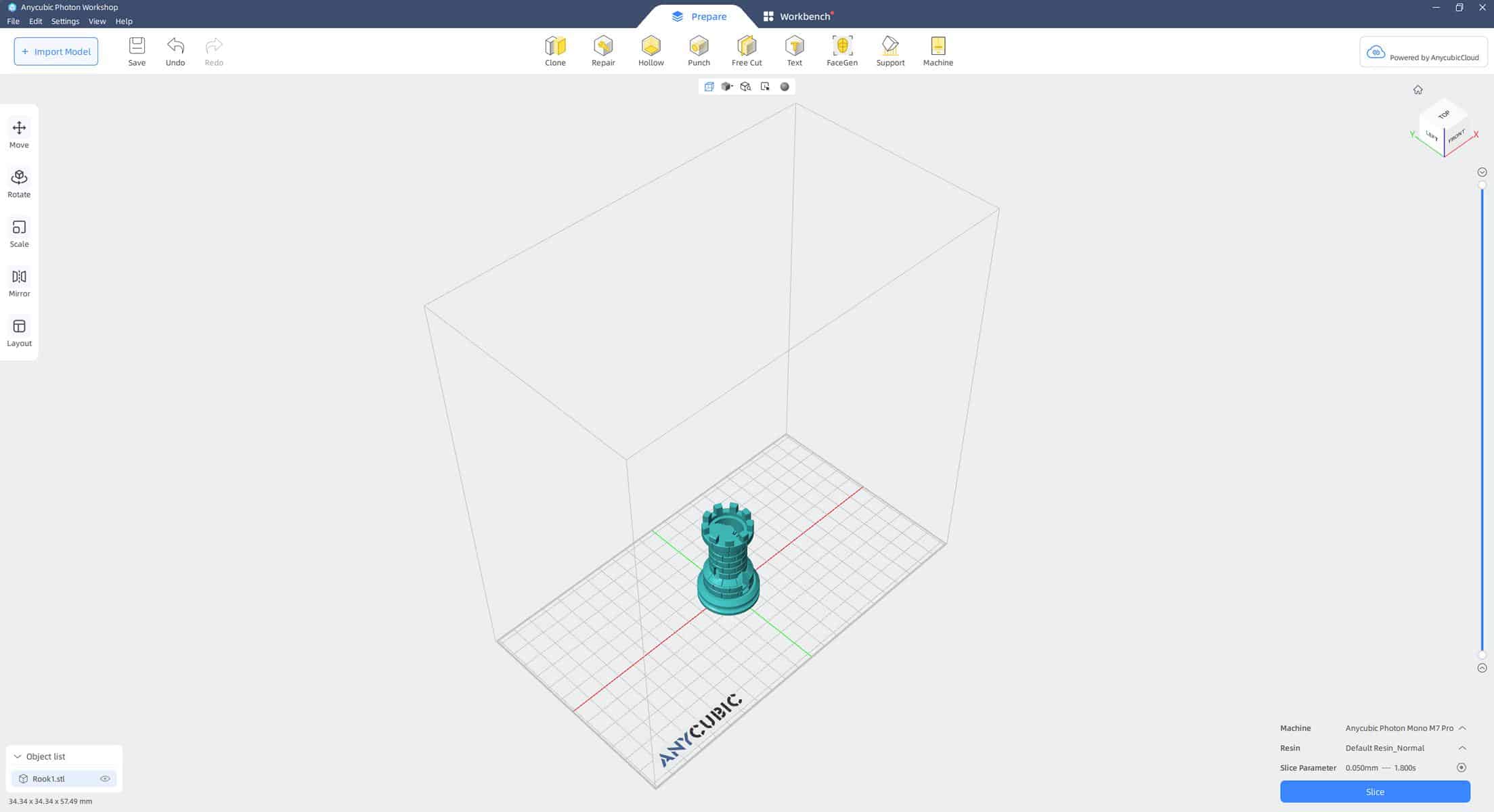
Die Bedienung des AnycubicPhotonWorkshop ist intuitiv und ähnelt stark der anderer Slicer. Man kann importierte Objekte auf der Bauplatte verschieben, drehen, skalieren, spiegeln und automatisch anordnen. Es sind aber auch ein paar grundlegende Bearbeitungen der Objekte möglich. So kann man die Dateien reparieren, zu Hohlkörpern umwandeln, Löcher hinzufügen, Schnitte vornehmen und Text prägen. Darüber hinaus gibt es ein Tool, um aus Fotos von Köpfen 3D-Modelle zu erstellen.
Eine sehr wichtige Funktion ist das Erstellen von Stützstrukturen. Da man im SLA-Druck Objekte häufig auch gekippt ausrichtet, ist diese Option besonders wichtig. Man kann zunächst auswählen, ob man das leichte, mittlere oder starke Support-Skript nutzen möchte. Dann lässt sich anpassen, bis zu welchem Winkel gestützt werden soll, wie weit die Ankerpunkte des Supports voneinander entfernt sein sollen und wie weit in z-Richtung das Objekt angehoben werden soll. Abschließend kann man auswählen, ob überall automatischer Support erstellt werden soll oder nur von der Baufläche aus. Denn bei manchen Objekten ist es ja schon einfach wichtig, das Objekt nicht vollflächig auf die Bauplatte zu setzen, um Saugglocken zu vermeiden. Die Grundfläche des Supports verfügt daher auch über regelmäßige Löcher. Über das manuelle Editieren kann man einzelnen Ankerpunkte auch wieder entfernen oder hinzufügen, sehr wichtig für die Detailoptimierung von Drucken.
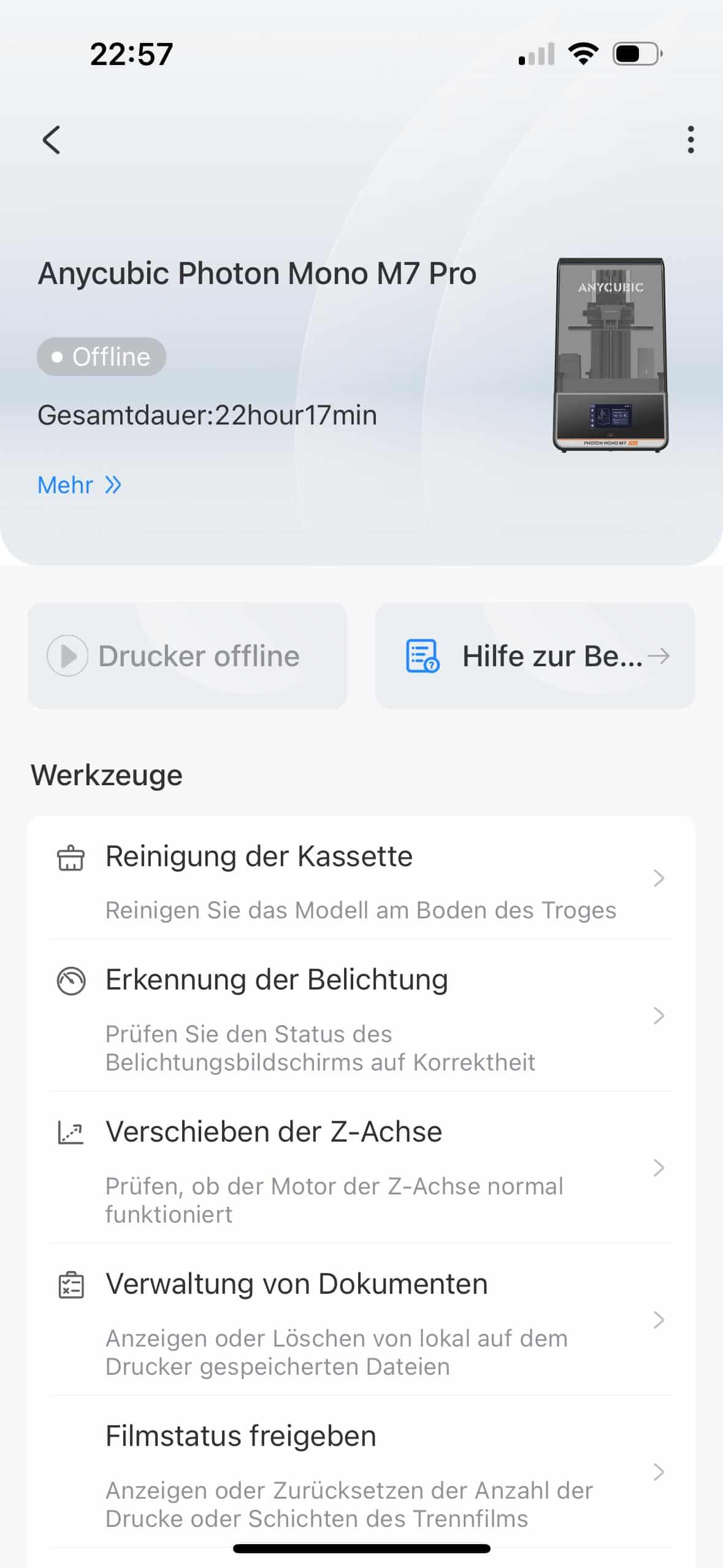
Drucken über die Anycubic App:
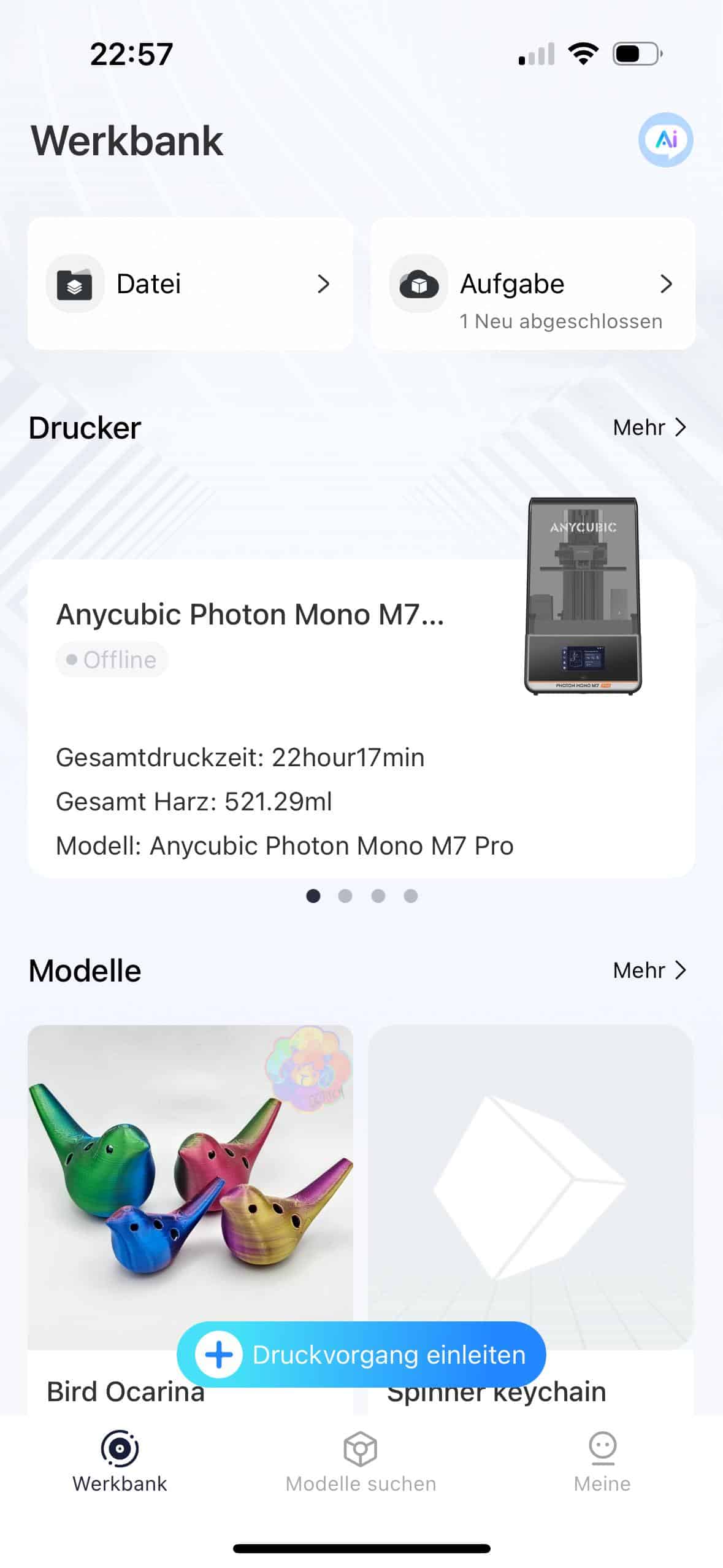
Mit der Anycubic App können wir nicht nur den Drucker steuern, wir können hier auch Druckdateien suchen, herunterladen und importieren. Dabei haben wir zum einen auf eine Datenbank von Anycubic Zugriff, darüber hinaus aber auch auf Thinigverse, Printables und viele mehr. Die Druckvorlagen können wir dann in unseren Workspace importieren, um sie dort zu slicen und an den Drucker zu senden. Darüber hinaus kann man über die App auch im Webshop einkaufen. Haben wir im PhotonWorkspace Druckdateien erstellt und an die Cloud übertragen, können wir über die App auch auf diese zugreifen und den Druck starten.
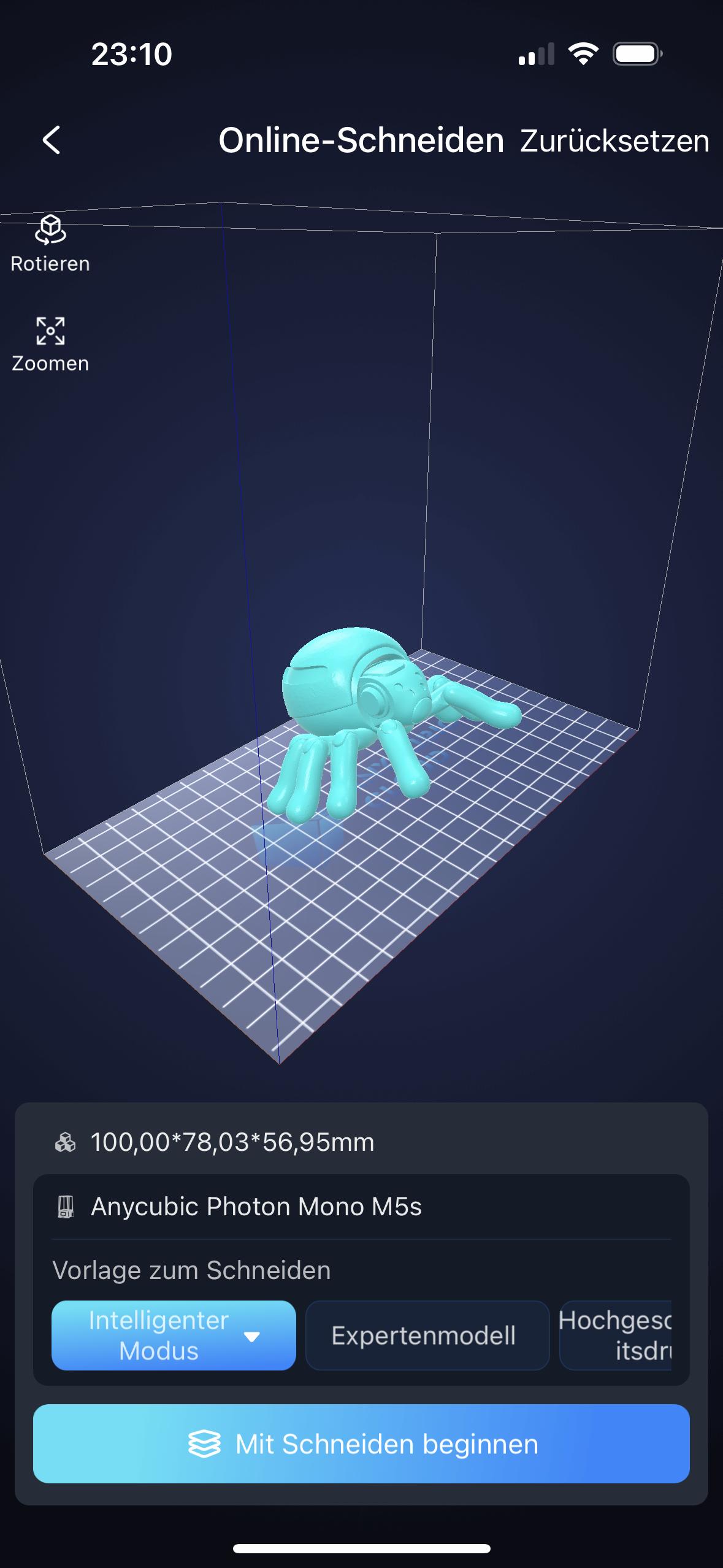
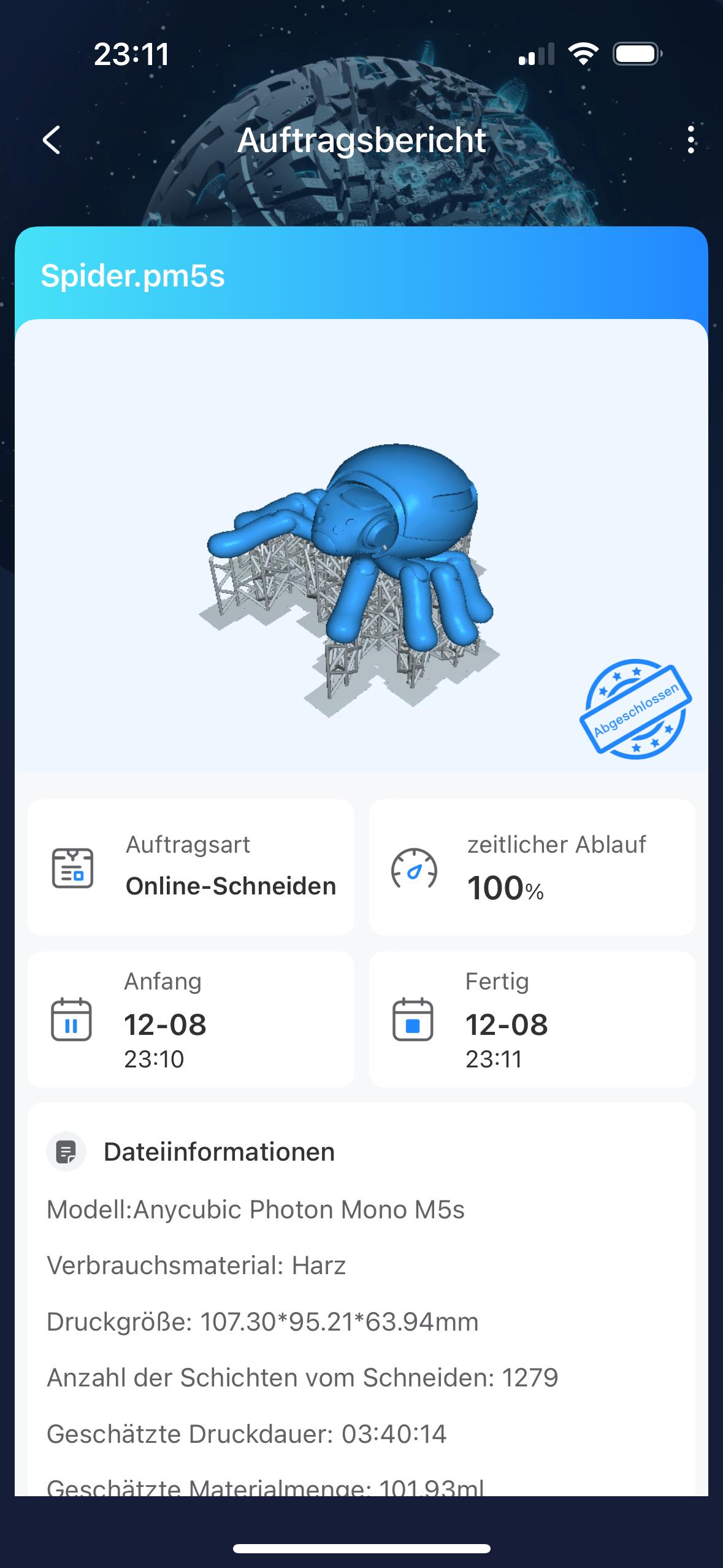
Der integrierte Cloud-Slicer ist auf die wichtigsten Funktionen reduziert. Man kann die Objekte drehen und verschieben, um die Ausrichtung zu optimieren. So kann man beispielsweise Figuren zum besseren Stützten neigen. Beim Slicen wird das Stützmaterial dann automatisch ergänzt, hier haben wir wenige Anpassungsoptionen. Bezüglich der Resin-Parameter können wir auf ein fertiges Profil für Standard- und Fast-Resin zurückgreifen oder ein eigenes Profil erstellen.


Einsatz von Chitubox Pro:
Die Bedienung von CHITUBOX ähnelt der anderer Slicer. Man kann importierte Objekte auf der Bauplatte verschieben, drehen, skalieren, spiegeln und automatisch anordnen. Es sind aber auch ein paar grundlegende Bearbeitungen der Objekte möglich. So kann man die Dateien reparieren, zu Hohlkörpern umwandeln und Löcher hinzufügen.
Eine sehr wichtige Funktion ist das Erstellen von Stützstrukturen. Da man im MSLA-Druck Objekte häufig auch gekippt ausrichtet, ist diese Option besonders wichtig. Zunächst wählt man aus, ob man die Stützen in der Ausführung Light, Medium oder Heavy haben möchte. Man kann die Form der Stützen an der Kontaktfläche zur Platte, der Stütze an sich und dem Kontaktpunkt zum Objekt anpassen. Die Stützen kann man komplett automatisch auf Basis einer vorgegebenen Dichte und Winkelvorgabe erstellen lassen oder man wählt die Positionen manuell aus. So ist eine genaue Detailoptimierung von Drucken möglich.
Benötigt man weitere Optionen, muss man auf die kostenpflichtige Pro-Version von CHITUBOX zurückgreifen. Hier hat man zum Beispiel weitergehende Bearbeitungsoptionen, wie Schnitte, das Aufteilen von Modellen, Boolsche Operationen und automatische Ausrichtungen zur Wahl. Bei der Reparatur der Objektdaten gibt es einen fortgeschrittenen Algorithmus und auch viele weitere Optionen, die uns eine manuelle Feinreparatur ermöglichen. Bei den Stützgeometrien kann man auch viel Eigenleistung investieren und so die gesamte Abstützung deutlich optimieren. Darüber hinaus gibt es noch bei UI und dem gesamten Workflow eine Vielzahl von Unterschieden. Bei CHITUBOX kann man alle Unterschiede nachlesen.