Druckqualität:
Zur Beurteilung der Druckqualität des Anycubic Photon Mono 2 haben wir verschiedene Testdrucke durchgeführt. Hierfür haben wir das Standard Resin von Anycubic in der Farbe Grau genutzt. Das Profil für dieses Resin ist im Slicer bereits hinterlegt.

Auch beim MSLA-Druck kann es zu einigen Problemen kommen, nachfolgend wollen wir einige kurz vorstellen:
- Hauftungsfehler auf der Bauplatte:
Das Objekt haftet gar nicht (klebt auf der PEP-Folie) oder löst sich während des Druckes teilweise oder vollständig ab. Zur Fehlerbehebung sollte man, je nach Art der Ablösung, entweder die Bauplatte neu ausrichten, Vat-Cleaning starten oder die Bauplatte reinigen. Das Vat-Cleaning härtet eine dünne geschlossene Schicht Resin aus und hilft so kleinere Resinreste von der PEP-Folie zu entfernen. Ist das Problem so noch nicht gelöst, kann man noch die Belichtungszeit der unteren Schicht erhöhen, die Anzahl der unteren Schichten erhöhen, die Wartezeit vorm Anheben erhöhen oder die Verfahrgeschwindigkeiten absenken. - Ablösen der Objektschichten von den unteren Schichten:
Teilweise kann es zu Haftungsproblemen an den länger belichteten unteren Schichten kommen, auch hier gibt es wieder mehrere Hebel, um den Fehler zu beheben. So kann man die Belichtungszeit der unteren Schichten senken (aufpassen, dass es zu keinen Haftungsproblemen kommt), die Belichtungszeit der regulären Schichten erhöhen, die Wartezeit vor dem Anheben erhöhen oder die Hubgeschwindigkeit senken. - Teile des Objektes fehlen:
Bei filigranen Objekten kann es vorkommen, dass Teile des Objektes fehlen. In der Regel bedeutet dies, dass diese nicht richtig am Hauptobjekt haften konnten und nun in der Resinwanne zu finden sind. Ursache ist hier meist eine fehlende oder zu grobe Stützung. Man kann also die Anzahl der Stützen erhöhen oder auch deren Durchmesser und Kontakt. Auch hier kann ansonsten helfen die Wartezeit zu erhöhen und die Verfahrgeschwindigkeit zu reduzieren. - Raue Oberfläche:
Sollte die Oberfläche nicht wie üblich glatt, sondern rau sein, liegt das oft an unterschiedlich guten Aushärtungen. Man kann hier also die Belichtungszeiten anpassen, oder die Wartezeiten erhöhen und die Verfahrgeschwindigkeiten reduzieren. - Löcher im Objekt:
Löcher im gedruckten Objekt können auftreten, wenn Teile unterbelichtet oder Wandstärken zu gering sind. Hohle Bereiche, in denen sich Harz sammelt, können auch zu diesem Fehler führen. Um ihn zu beheben, kann man Ablauflöcher hinzufügen oder das Objekt auf Support setzen. Auch ein Senken der Druckgeschwindigkeit kann hier helfen. - Raging-Defekte:
Es finden sich Reste von ausgehärtetem Harz an den Oberflächen des Objektes. Ursächlich können Haftungsfehler oder eine Bewegung der Bauplätte während der Belichtung sein. Hier kann man die Belichtungszeit erhöhen, die Wartezeit vor dem Anheben senken, die Verfahrgeschwindigkeit senken oder die Stützdicke erhöhen. - Starke Linien-Muster im Modell:
Zeigen sich auf dem Druck deutliche Linienmuster, kann dies an einer wackelnden z-Achse liegen, die man wieder richtig befestigen oder austauschen muss. Auch hier kann man die Belichtungszeit reduzieren, die Wartezeit vor dem Anheben senken, die Verfahrgeschwindigkeit senken oder die Stützdicke erhöhen.
Benchmarks:
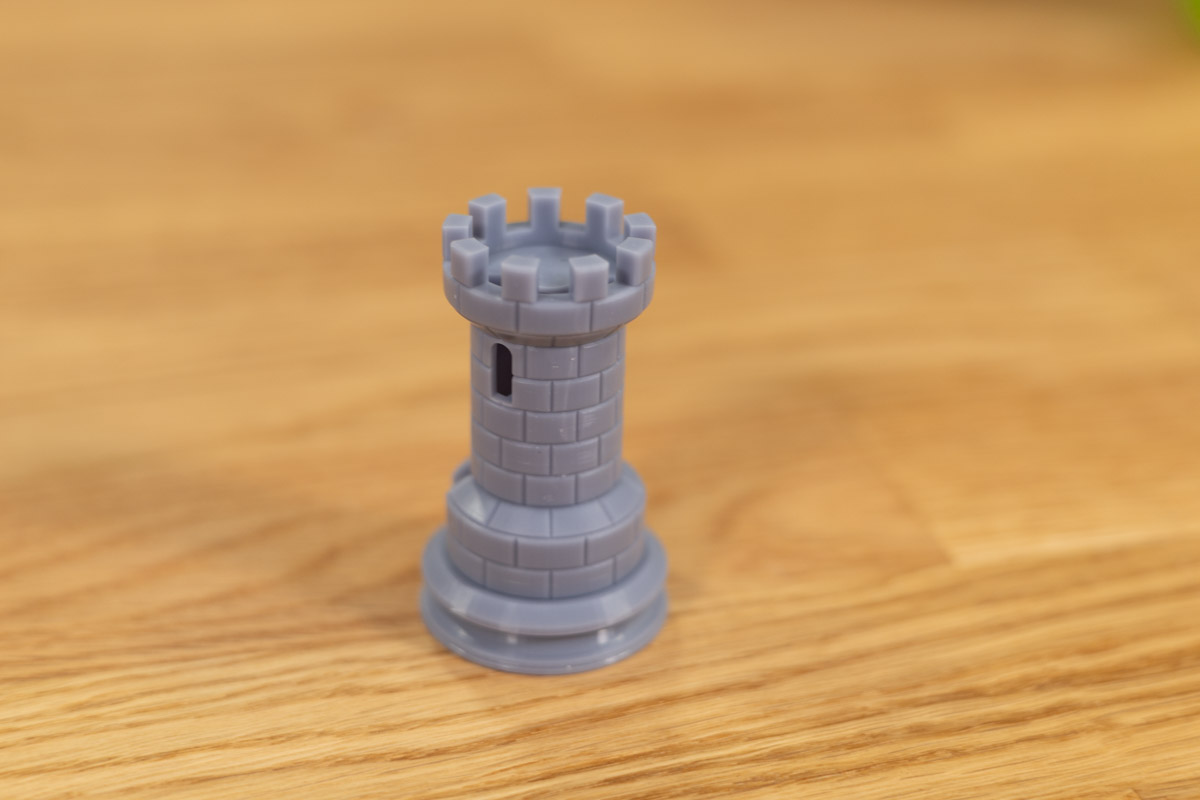
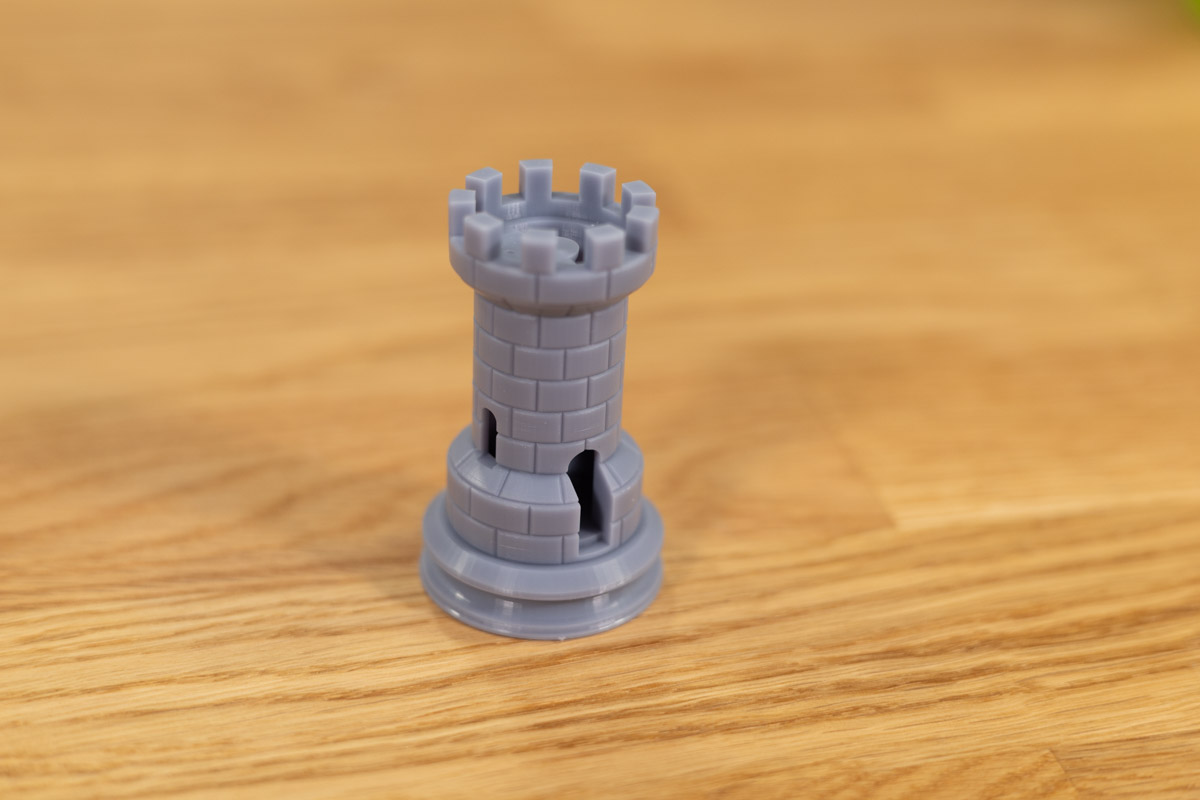
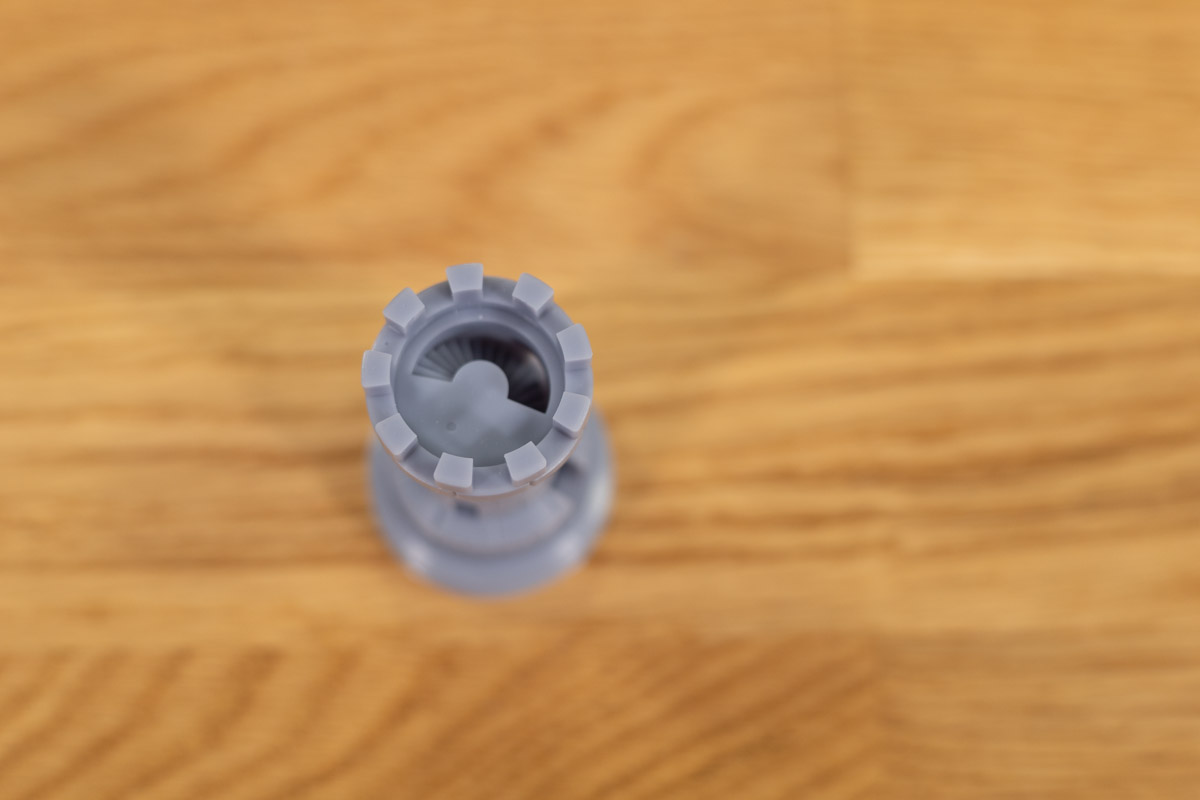
Ein bekanntes Benchmark-Objekt ist der Rook (Link zu Thingiverse). Ein kleiner Burgturm, der über Tür- und Fensteröffnungen verfügt. In seinem Inneren findet sich eine Wendeltreppe und eine Doppelhelix. Mit diesem Objekt lassen sich feine Oberflächendetails und auch der saubere Druck sehr kleiner Elemente prüfen. So demonstriert er einmal die Leistungsfähigkeit des SLA-Drucks und wir können die korrekte Funktion des Druckers testen. In unseren Drucken sehen wir hier eine wirklich hervorragende Qualität. Die Oberfläche ist gleichmäßig ausgeführt und auch die recht frei stehende Treppe und Helix im Inneren des Turms ist sauber, gleichmäßig und fehlerfrei gedruckt.
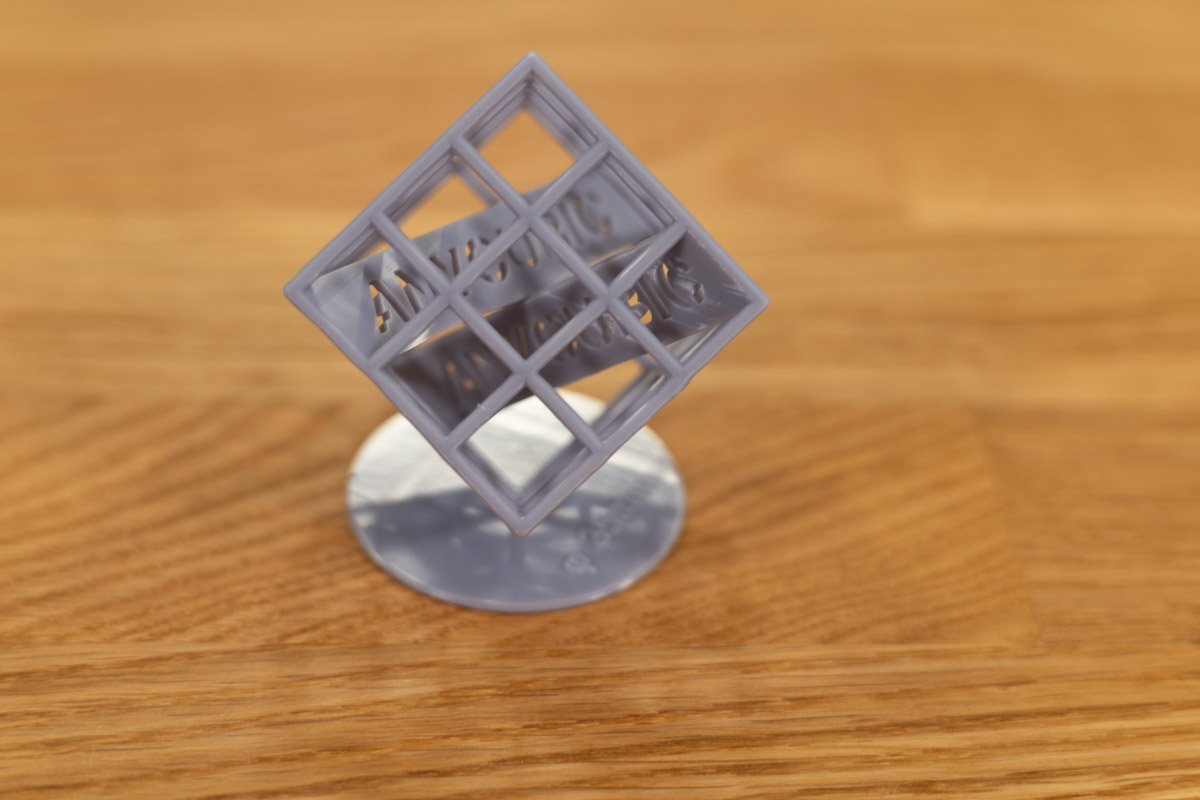
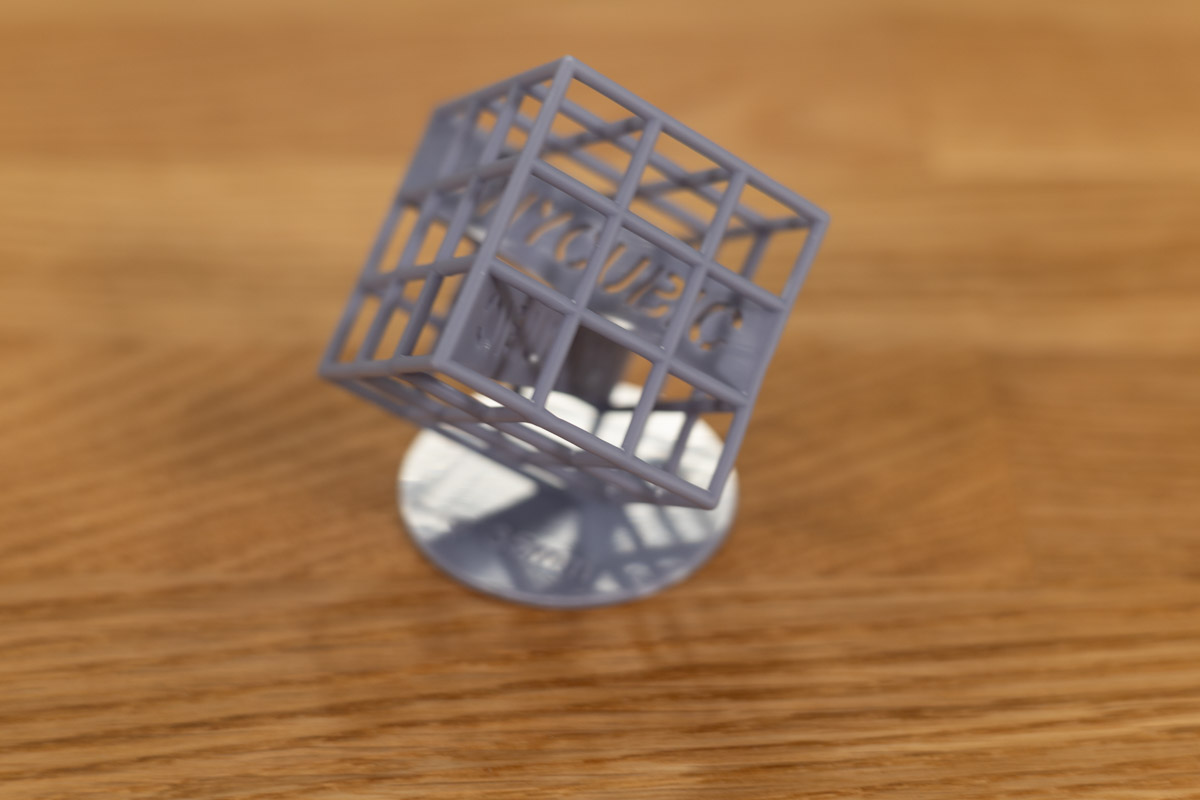
Als weiteres Benchmark-Objekt haben wir den auf dem USB-Stick zu findenden Testwürfel gedruckt. Hierbei handelt es sich um einen auf einer Ecke stehenden Würfel in einer Gitterstruktur, in dessen Inneren sich ein Anycubic-Schriftzug befindet. Auch dieser Druck wurde sauber, ohne erkennbare Fehler erfüllt.

Andere Testdrucke:
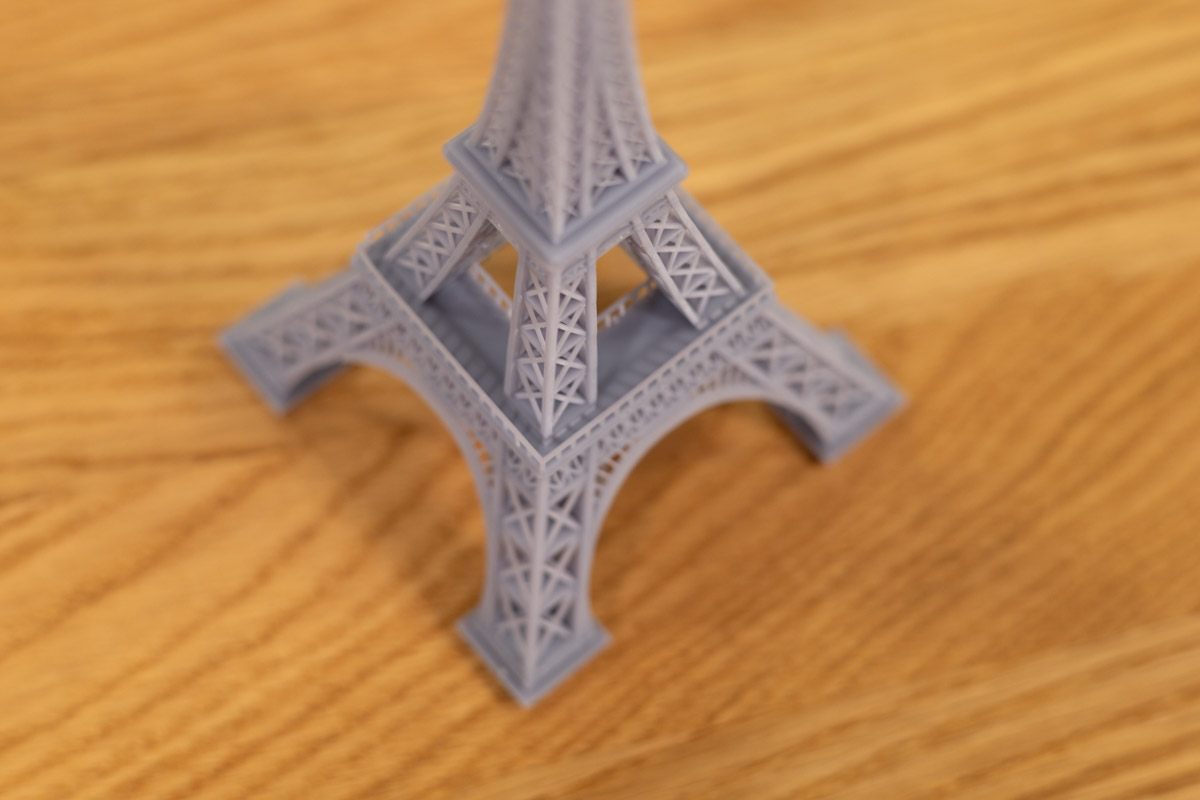
Als weitere Testdrucke haben wir uns für ein Modell des Eifelturms (Link zu Printables) und einen Gnom aus World of Warcraft (Link zu Thingiverse) entschieden. Am Modell des Eifelturms zeigt sich sehr gut die Leistungsfähigkeit des Anycubic Photon Mono 2 im Hinblick auf feine Details. Denn auch das Geländer mit seinen Strebendurchmessern unterhalb eines Millimeters wurde sauber aufgebaut. Ebenso wurden auch alle Übergänge und Ecken der Gitterstruktur fehlerfrei erstellt.
Den Gnom mussten wir bedingt durch seine Geometrie natürlich mit Stützstruktur versehen. Hierbei empfiehlt sich eine leicht schräge Ausrichtung des Modells. Dabei muss man etwas experimentieren, in welcher Ausrichtung sich das Stützmaterial am besten positionieren lässt. Auch dieser Druck lief ohne Probleme durch und lieferte ein überzeugendes Druckergebnis. Alle feinen Strukturen der Vorlage wurden sauber wiedergegeben.