
Druckqualität:
Um die Druckqualität es Anycubic Kobra 3 Combo zu bewerten, haben wir verschiedene Testdrucke durchgeführt. Hierbei hat uns besonders interessiert, wie stabil der Filamentwechsel mit dem ACE Pro funktioniert. Als Testfilament haben wir das Anycubic High Speed PLA und das Anycubic PLA Pantone Colors genutzt.
Beim FDM-3D-Druck im Allgemeinen gibt es einige Unsauberkeiten und Fehler, die die Druckqualität schmälern können. Über einige wichtige wollen wir einen kurzen Überblick geben:
- Deutliche Freiräume zwischen den Filamentbahnen bei der unteren Schicht:
Kann durch einen zu großen Abstand der z-Achse entstehen (Z-Offset nachstellen) oder wenn zu wenig Material extrudiert wird. - Deutlich sichtbare Filamentbahnen in der Seitenansicht der Objekte:
Ungenaue Positionierung, Vibrationen, ungleichmäßige Extrusion sind nur ein paar der möglichen Ursachen. - Ghosting – sich wiederholende Schatten von Konturen
Ringing – Wellen auf der Oberfläche:
Wird in der Regel von hohen Druckgeschwindigkeiten ausgelöst und hängt mit der Trägheit des Druckkopfes zusammen. Schnelle Richtungswechsel führen so zu Vibrationen, die zu einem sich wiederholenden Muster in der Oberfläche führen.
Ghosting kann auch dadurch verursacht werden, dass die inneren Stützstrukturen nach außen durchscheinen. Hier liegt die Ursache oft in zu hohen Geschwindigkeiten, zu dünnen Wandstärken oder zu großen Überlappungen. - Stringing – Filamentfäden:
Entsteht durch nachlaufendes Filament bei Positionswechseln. Zur Vermeidung muss das Filament zurückgezogen werden. Der erforderliche Rückzug ist nicht für alle Materialien gleich. - „Pickel“ an der Oberfläche des Objektes:
Eine Ursache kann eine zu hohe Drucktemperatur sein, dann wird das Filament zu flüssig und kann unkontrolliert austreten. Aber auch eine zu hoch eingestellte Extrusionsmenge kann zu solch unkontrollierten Austritten führen. Darüber hinaus kann es sich auch einfach um die Punkte handeln, an denen der Layerübergang stattfindet, der Druckkopf also auf das nächste Layer angehoben wird. - Elefantenfuß:
Die untere Schicht des Objektes drückt sich zu den Seiten hervor. Ursächlich ist hier in der Regel eine zu tief stehende Ausrichtung der z-Achse.
Good old Benchy:
Was wäre eine 3D-Drucker-Inbetriebnahme ohne das gute, alte Benchy. Wer schon etwas länger mit dem Thema zu tun hat, wird deswegen wahrscheinlich auch eine halbe Armada sein Eigen nennen können. Das Benchy ist ein Modell eines kleinen Bootes, das einige schwere Stellen, wie Überhänge, Brücken, feine runde Konturen und noch einiges mehr bietet. Hier lassen sich so einige Druckfehler erkennen und man kann die Parameter optimieren. Besonders bei den aktuell neuen Druckergenerationen und den höheren Druckgeschwindigkeiten wird viel mit den Druckzeiten eines Benchys geworben. Allerdings sollte man hierbei immer auf das Kleingedruckte achten, denn neben der reinen Druckgeschwindigkeit beeinflusst natürlich auch die Anzahl der Wandlinien, die Füllung und die Schichtdicke die Druckzeit. Am Ende ist ein Benchy immer noch ein recht einfaches, kleines Objekt und eine hohe Druckgeschwindigkeit hierbei, ist nicht immer auf alle anderen Objekte übertragbar.
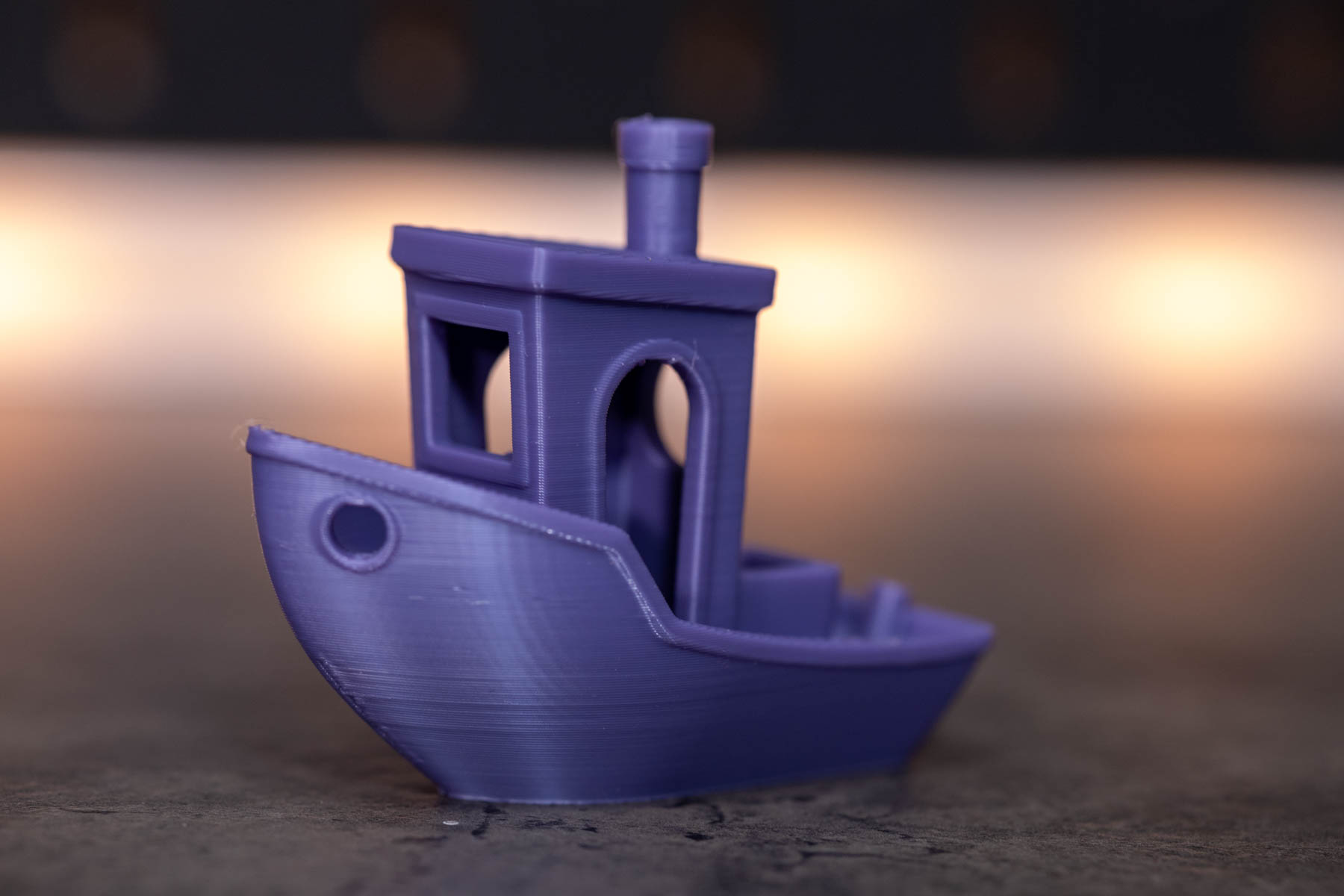
Die Druckdatei für unser Testbenchy haben wir mit dem Anycubic Slicer erstellt und mit verschiedenen Filamenten gedruckt. Das Filament befand sich dabei stets im ACE Pro. Genutzt haben wir das Standard 0,2 mm Profil, sodass sich seine Druckdauer von etwa 40 Minuten ergab.









Auswertung des Benchys:
Unsere Testbenchys zeigen eine durchaus gute Druckqualität. Die Oberfläche ist insgesamt sehr gleichmäßig, Unregelmäßigkeiten entstehen in der Regel dann, wenn Unterschiede in den Konturen der einzelnen Schichten bestehen. Auch die Überhänge an den Ankerklüsen, Fenstern und Türen sind gut, wenn auch nicht perfekt, ausgeführt. Die Grundfläche ist homogen, die enthaltene Schrift dennoch sauber lesbar. Nicht lesbar, aber zu erahnen, ist die Schrift am Heck des Benchys. Was jedoch besonders sauber ausgeführt wurde, ist der Überhang am Bug des Benchys, ein Zeichen für eine effiziente Druckkühlung.
Testobjekt Überhänge, Brücken und weiteres:
Ein weiterer beliebter Benchmark-Druck ist eine Platte, auf der sich Schriften, Überhänge, Brücken, schmale Zylinder und weitere Geometrien finden. Hier kann man in einem Durchgang herausfinden, ab welchem Überhangswinkel man zum Beispiel eine Stütze benötigt oder welche Spannweiten bei Brücken problemlos möglich sind (zur Datei bei Thingiverse).
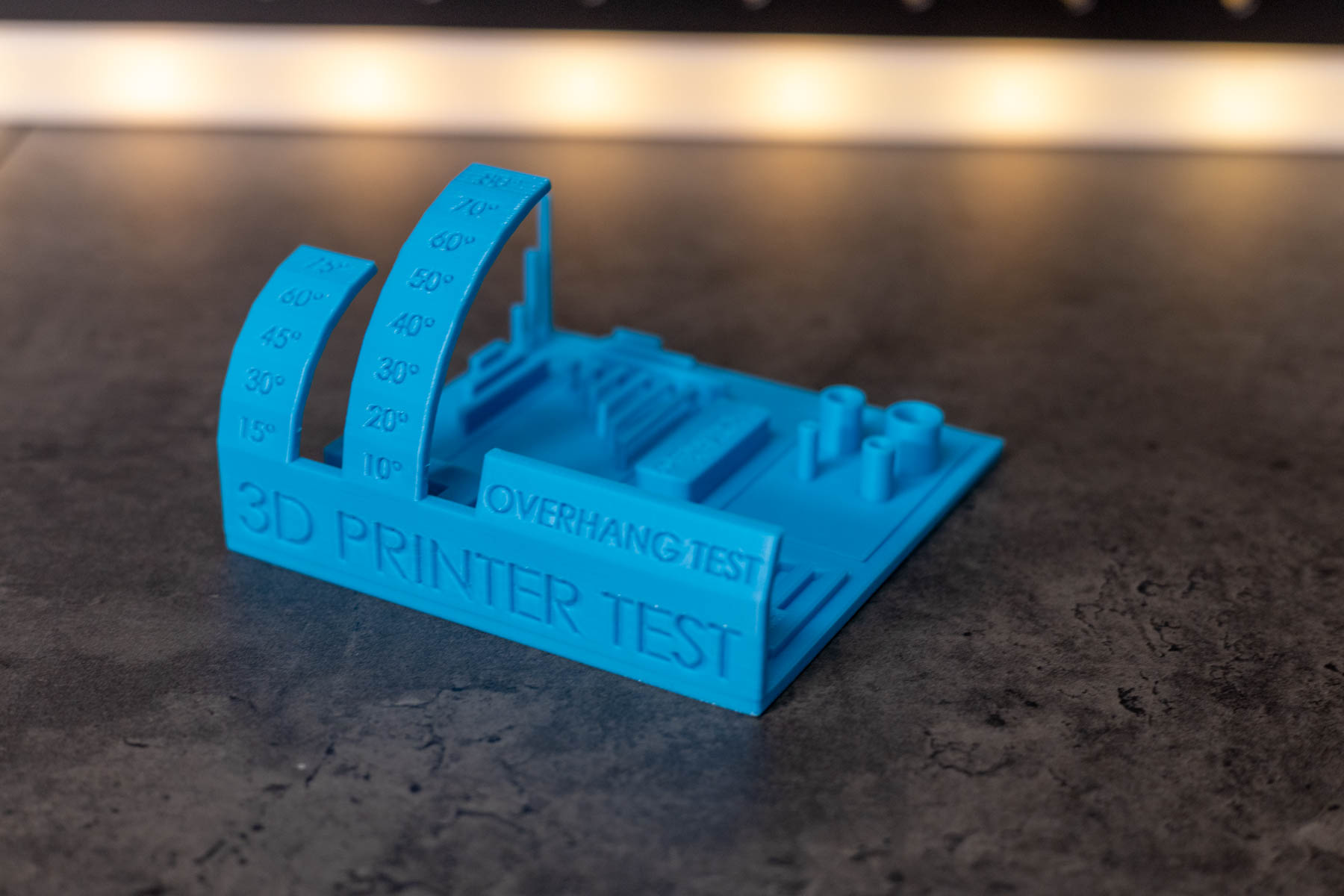
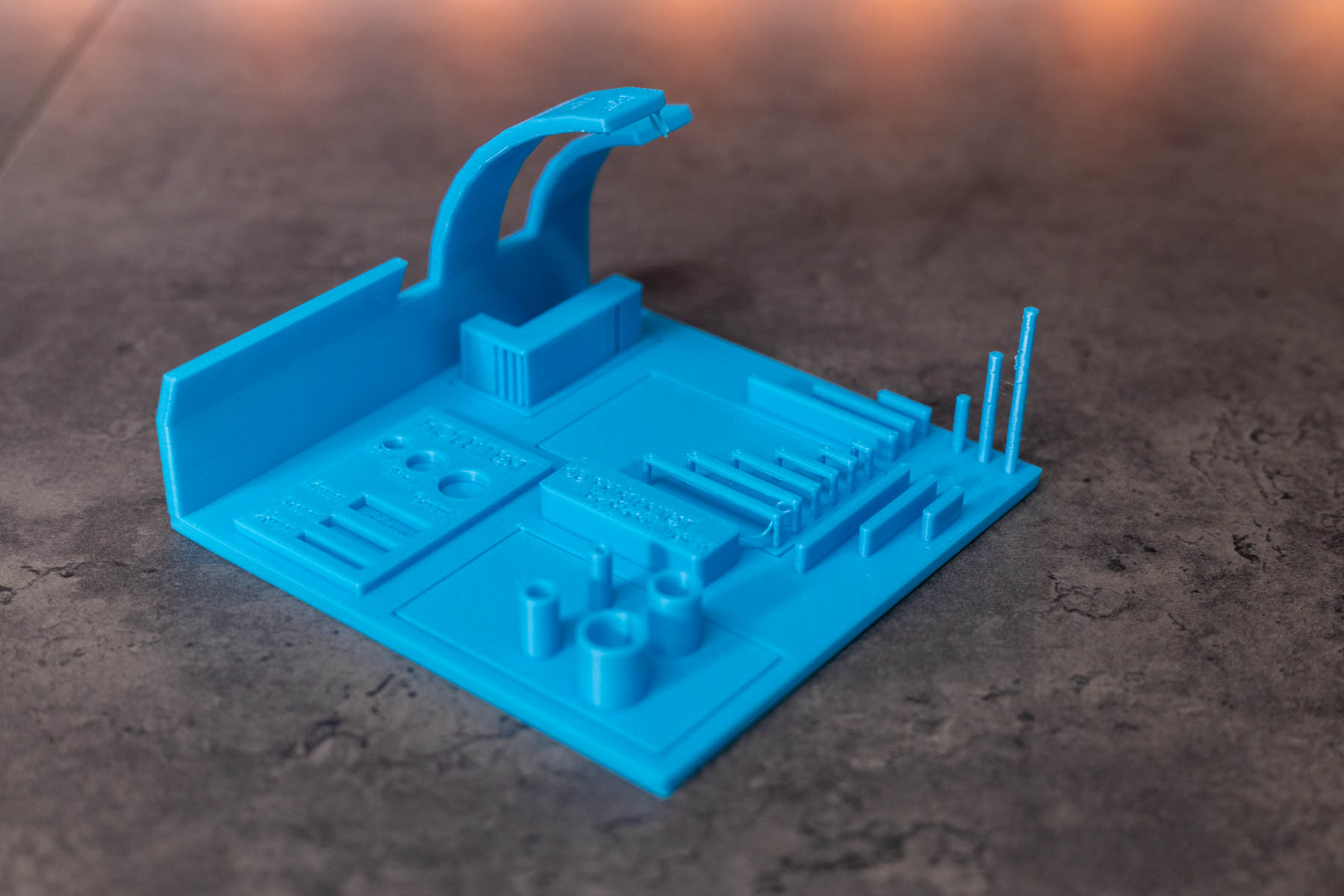
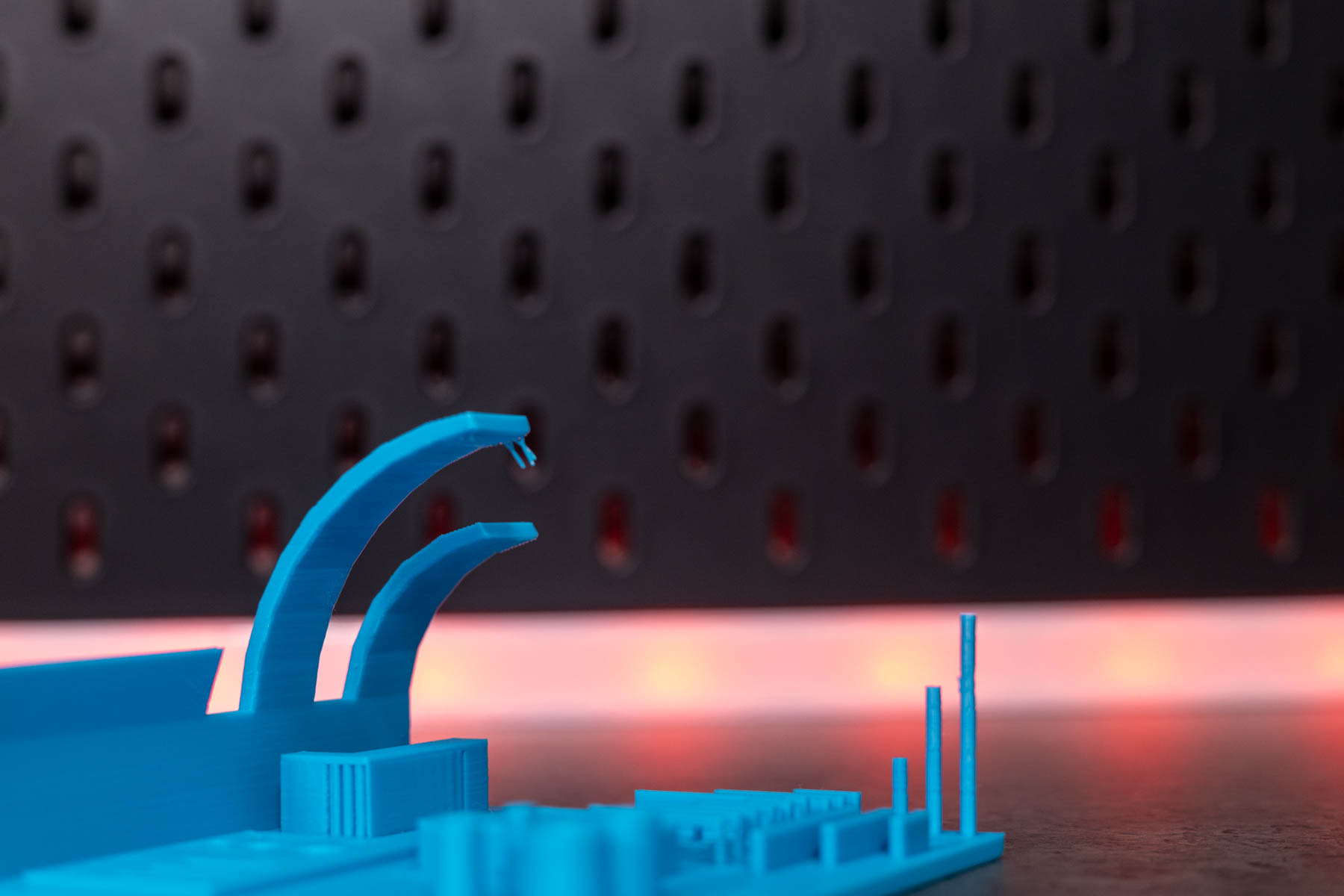
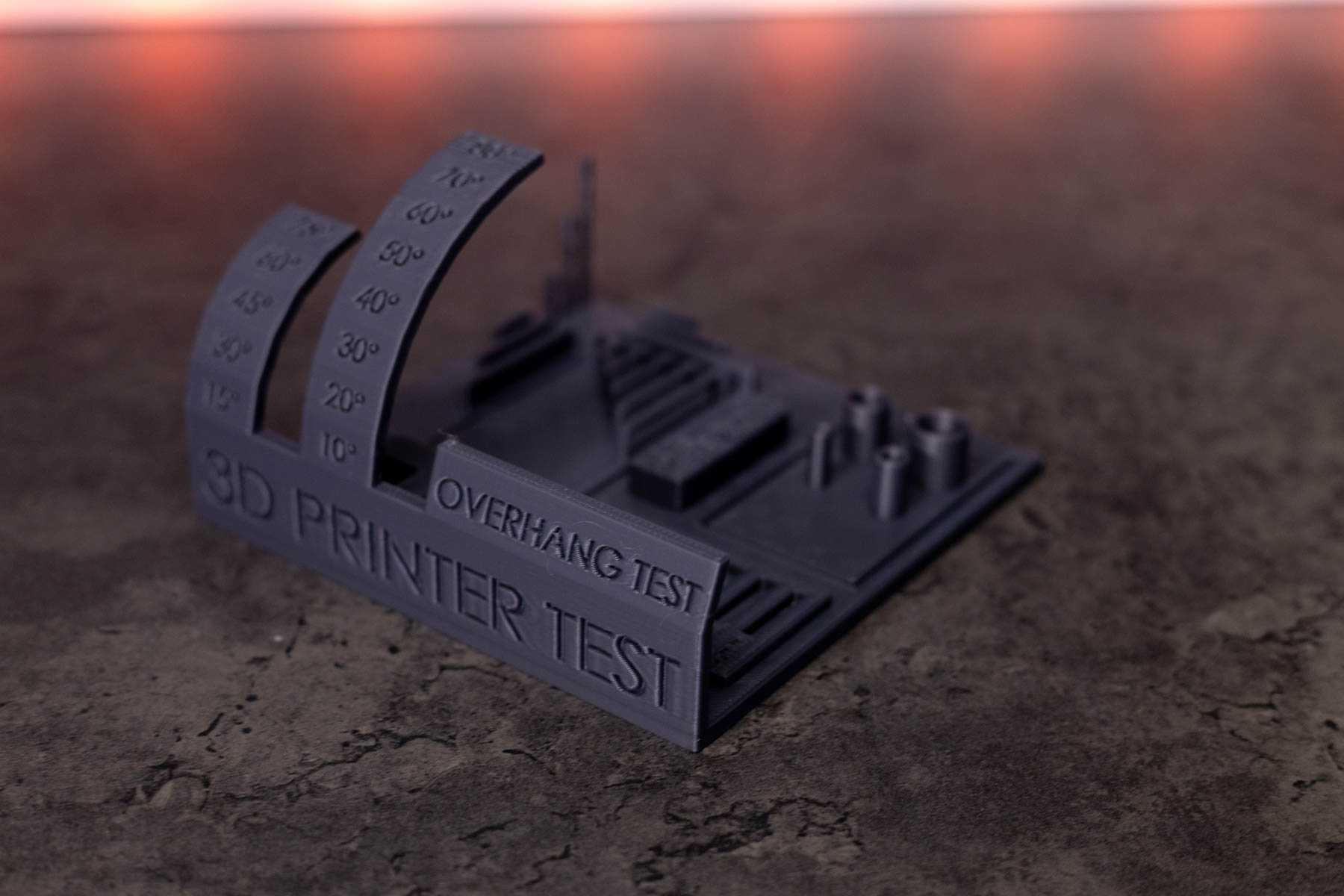
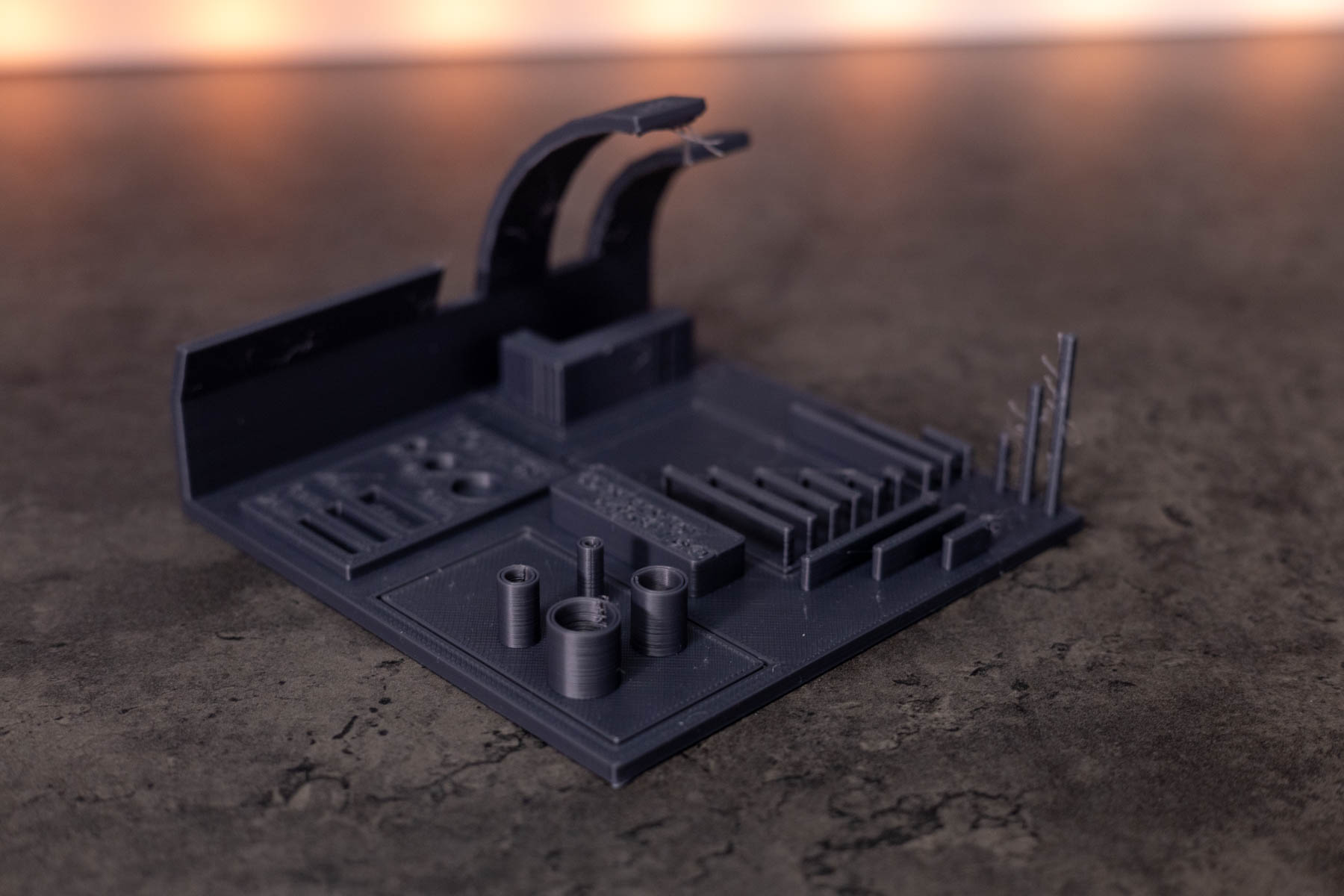

Bei den Überhängen und Brückentests zeigt der Anycubic Kobra 3 Combo eine insgesamt sehr gute Leistung mit nur minimalen Fehlern am oberen Ende. Die Lochtests weisen einen etwas geringeren Innendurchmesser auf, wie angegeben, was allerdings nicht unüblich ist. Benötigt man genaue Löcher in einem Objekt, bietet sich ein Aufbohren oder Anpassen der Bemaßungstoleranzen an. Die Teststellen zur Genauigkeit von Längen weisen nur geringe Abweichungen < 1 % auf. Auch die Schriften wurden vom Slicer gut umgesetzt und vom Drucker wiedergegeben.
Testkörper und ein Koordinatensystem:
Als weiteren Benchmark haben wir einen Würfel gedruckt, dessen Seiten eine Kantenlänge von 40 mm aufweisen, diesen haben wir als Volumenkörper mit Infill gedruckt. Als zweites Testobjekt haben wir einen Hohlzylinder mit einem Außendurchmesser von 40 mm und einem Innendurchmesser von 20 mm sowie einer Höhe von 40 mm gedruckt.
Der Volumenkörper fällt um etwa 0,5 % kleiner aus, als die ursprüngliche Datei bemaßt wurde. Die Ecken sind hierbei maßgenauer als die Mitten der Seiten. An den meisten Stellen ist der Unterschied somit zu vernachlässigen. Die Seitenflächen sind sehr gleichmäßig und glatt, es sind so gut wie keine Ghosting-Effekte an den Seitenflächen zu erkennen. Da ein 3D-Drucker an spitzen Ecken immer leichte Radien aufweist, sind diese natürlich leicht abgerundet. Der Zylinder zeigt eine ähnliche Abweichung, so ist auch hier der Außendurchmesser etwa um 0,5 % kleiner. Beim Innenradius liegt die Abweichung auch bei etwa 0,5 %. Die Abweichungen hängen mit dem Schmelz und Abkühlverhalten des Materials, sowie Toleranzen in der Bewegung des Druckers zusammen. Sie sind jedoch so gering, dass sie nur für sehr präzise Teile relevant werden können. Man kann sie aber problemlos in den Maßtoleranzen berücksichtigen.
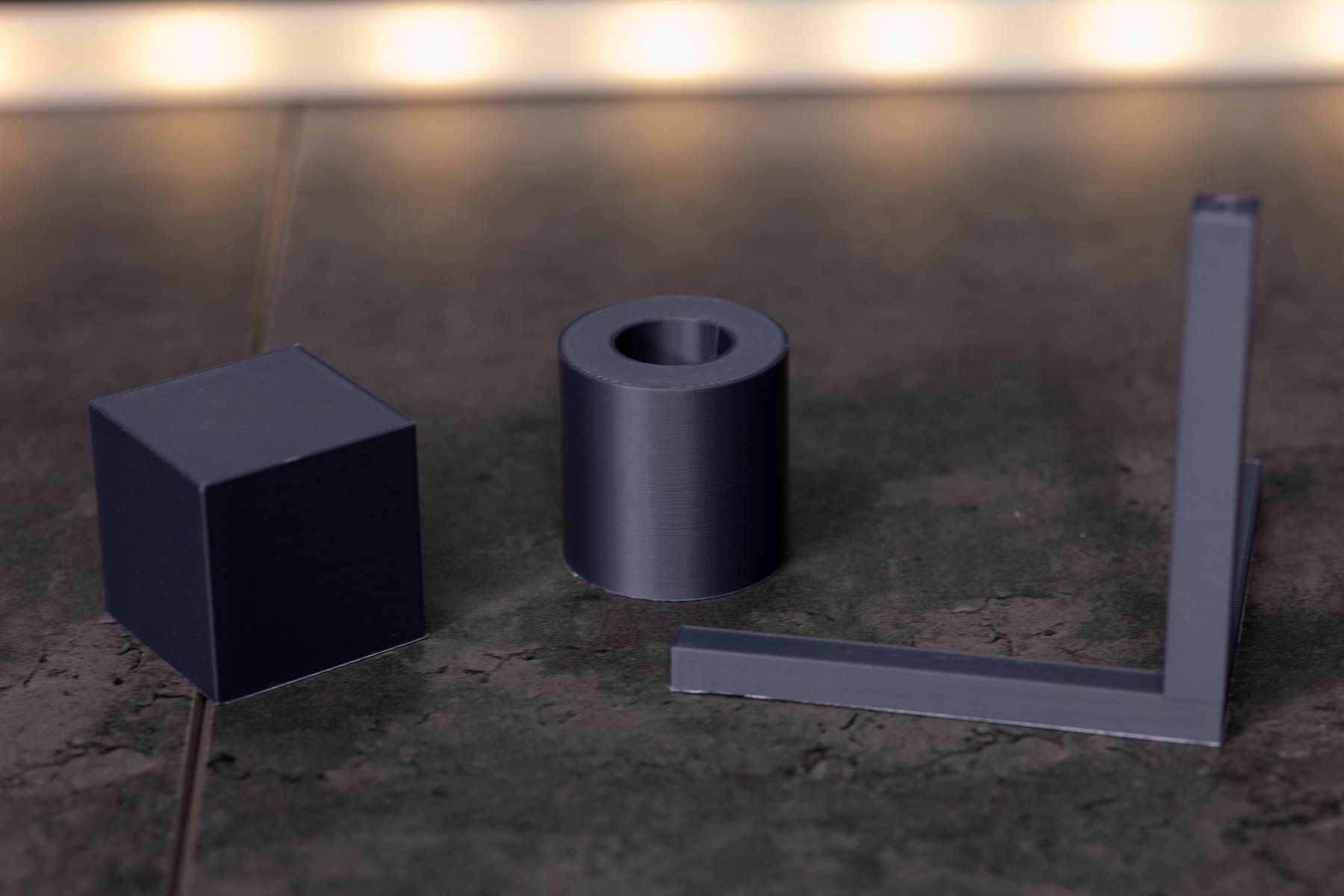
Um mögliche Intoleranzen des Anycubic Kobra 3 Combo in der Achsausrichtung zu erkennen, haben wir ein einfaches Balkenmodell eines kartesischen Koordinatensystems gedruckt. Dieses besteht aus kleinen Balken in den drei Richtungen des dreidimensionalen Koordinatensystems. An dieses Objekt haben wir nun einen Haarwinkel angelegt, um die Rechtwinkligkeit zu überprüfen. Die Achsen zeigen sich dabei sauber rechtwinklig ausgerichtet.
Mehrfarbiger Druck:
Wenn man einen 3D-Drucker mit Farbwechsler testet, ist der mehrfarbige Druck natürlich das interessanteste Feature, das es zu testen gilt. Hierfür haben wir ein Objekt im Anycubic Slicer mit vier verschiedenen Farben versehen. Wir haben das Objekt so erstellt, dass extrem viele Filamentwechsel erforderlich werden, da manche Schichten alle vier verschiedenen Farben enthalten. Für den Drucker stellten die häufigen Wechsel kein Hindernis dar, es gab an keiner Stelle Probleme beim Laden von neuem Filament. Was jedoch bei einer so großen Anzahl an Wechseln sehr ungünstig ist, ist die Menge an Abfall, die produziert wird. Denn bei jedem Filamentwechsel wird die Düse ein- bis zweimal gespühlt. So entsteht eine insgesamt recht große Menge an Abfall. Im Fall unserer kleinen Drachen verbrauchten wir für das Reinigen der Düse ca. 4-5 Mal so viel Filament, wie für den eigentlichen Druck. Hätten wir nur einen Drachen gedruckt, wäre es genau so viel Abfall gewesen, bei mehreren aber auch.
Davon lassen sich einige wichtige Maßnahmen ableiten, um effizienter mehrfarbig drucken zu können:
- Ausrichtung:
Man sollte die Objekte stets so ausrichten, dass häufige Wechsel vermieden werden. Für den Becher in der Galerie bedeutet das beispielsweise, dass man ihn senkrecht, nicht waagerecht druckt. - Anzahl:
Benötigt man ein Objekt nicht nur einmal, sondern mehrmals, sollte man möglichst viele in einem Druck produzieren. Egal ob ein oder mehrere Objekte, es entsteht immer die gleiche Menge an Abfall. Relativ gesehen ist der Anteil an Abfall pro Objekt dann aber nicht mehr ganz so groß. - Zerlegen:
Bei großen Objekten sollte man auch prüfen, ob man das Modell nicht auch zerlegt drucken und anschließend kleben kann.




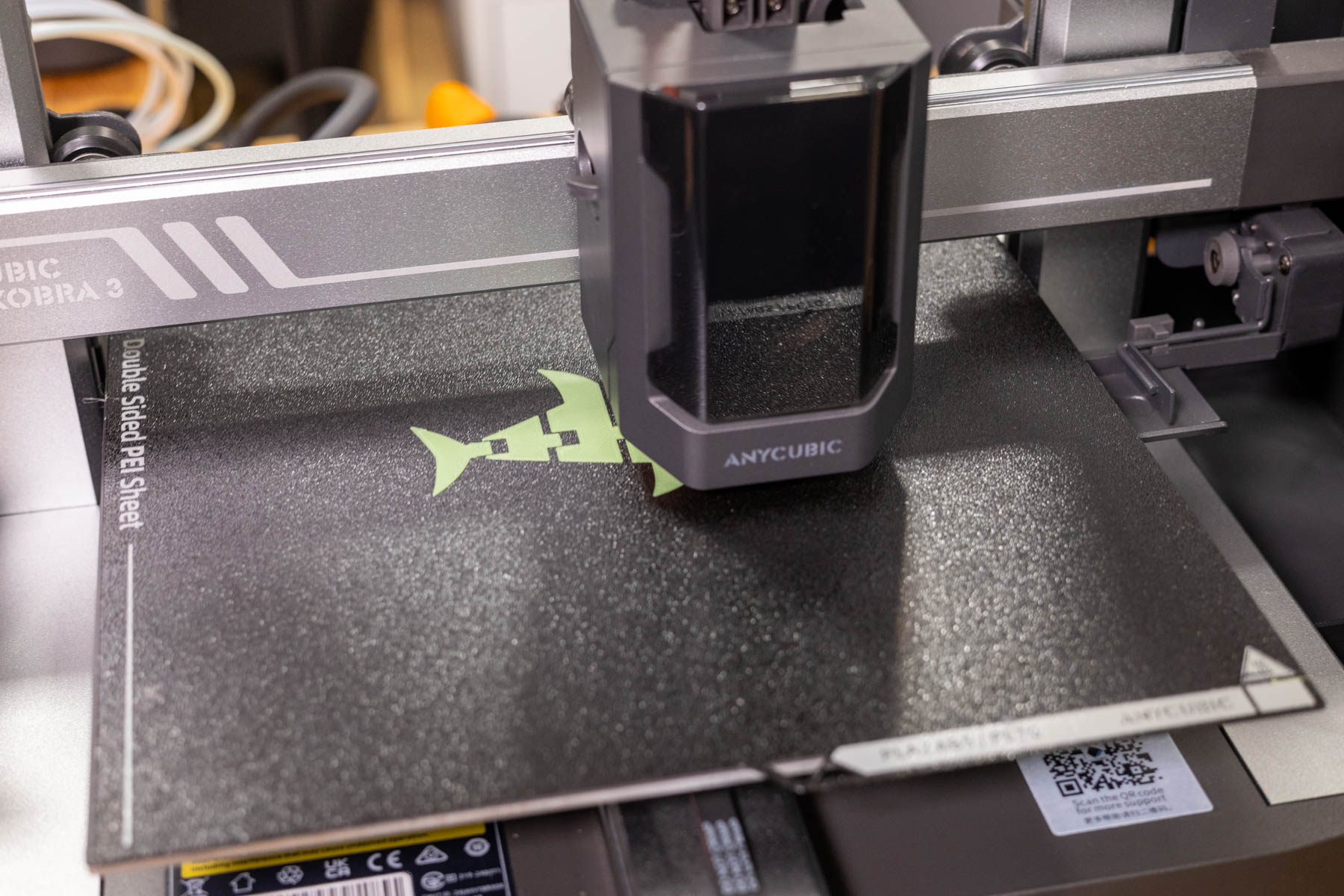
Weitere Testdrucke:
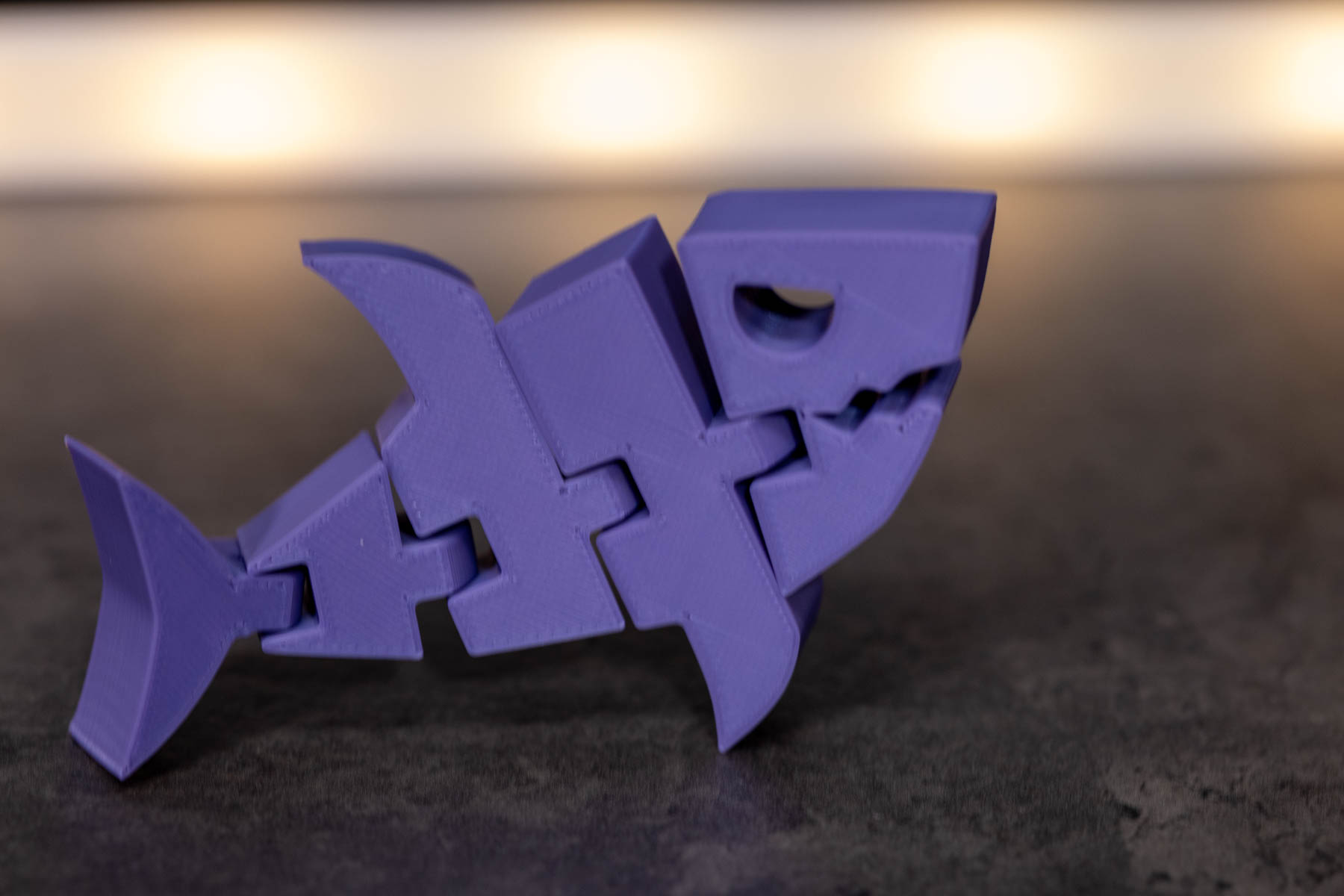
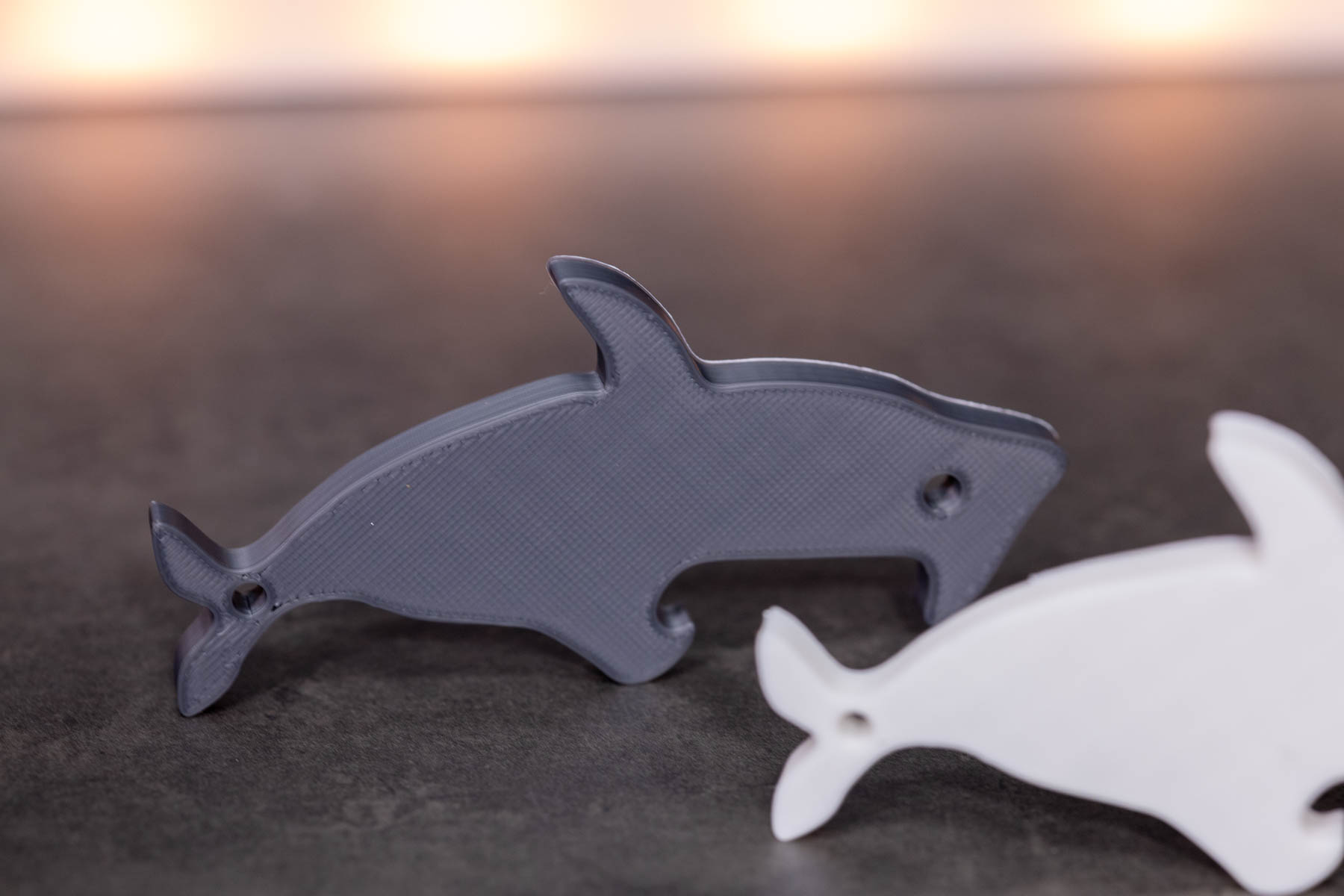
Im Speicher des Druckers finden sich auch noch weitere interessante Testobjekte, so zum Beispiel ein Hai als Flaschenöffner und ein Flexi-Hai. Flexi-Tiere sind sehr gut geeignet, um die Präzision eines Druckers zu testen. Denn diese enthalten viele Überhänge und verzahnte Strukturen, die nicht miteinander verschmelzen dürfen. Das hat bei unserem Test sehr gut funktioniert.
Folgerungen zur Druckqualität:
Resümiert man noch einmal die in den letzten Abschnitten beschriebenen Erfahrungen, stellt man fest, dass der Anycubic Kobra 3 Combo eine wirklich sehr gute Druckqualität liefert. Besonders im Vergleich zum Kobra 2 zeigen sich hier einige Fortschritte. Insbesondere die durch die Layerwechsel verursachte Naht fällt nun deutlich unauffälliger aus. Die Schichtung erfolgt gleichmäßig und der Input-Shaper erweist sich als gut vorkonfiguriert. Die Objektkühlung ist performant und gleichmäßig, sodass Überhänge auch mit starken Winkeln kein Problem sind. Zudem wird das Filament sehr präzise gefördert. Überzeugt hat uns auch die Zuverlässigkeit des ACE Pro, denn auch bei langen Drucken mit einer Vielzahl an Filamentwechseln kam es zu keinen Problemen.