
Montage:
Am einfachsten lässt sich die Montage zu zweit durchführen, ist aber auch alleine kein Problem. Zunächst wird der Rahmen mit der Basis verschraubt. Hierzu finden sich in der Basis zwei Ausfräsungen, sodass eine passgenaue Positionierung sichergestellt ist. Von unten wird das Portal nun mit den vier langen M5-Schrauben verschraubt. An der Montageplatte für den Extruder wird selbiger mit vier M3-Schrauben von der Rückseite aus angebracht. Nun wird noch das Display vorne rechts am offenen Profil-Ende verschraubt und der Filament-Sensor links an der x-Achse. Zwischen Filament-Sensor und Extruder wird schließlich der Bowden-Tube eingesetzt. Jetzt gilt es nur noch die Verkabelung sicherzustellen, bis auf zwei Stecker passen alle Stecker nur einmal. Daher sollte man hier dennoch einmal kurz in die Anleitung schauen, damit es zu keiner Verwechselung kommt. Dort ist der korrekte Anschluss aber eindeutig beschrieben.
Abschließend bündelt man den Bowden-Tube mit dem Kabelschlauch noch mithilfe der beiliegenden Clips. Vor der Inbetriebnahme sollte man noch die Positionierverschraubungen an Druckbett und Extruder testen und gegebenenfalls nachziehen, hier war in unserem Fall aber alles in Ordnung. Zur Inbetriebnahme muss der Drucker nun einmal kalibriert werden, dazu mehr im übernächsten Abschnitt.
Bedienung:
Die Bedienung des Anycubic Kobra 2 erfolgt über einen Touchscreen, den wir so auch schon aus der 1. Generation des Kobras und vom Vyper kennen. Darauf läuft ein von Anycubic entwickeltes GUI. Als Druckerfirmware kommt eine angepasste Version von Marlin (legacy) zum Einsatz. Beim GUI setzt Anycubic auf eine klare Darstellung mit einem weißen Hintergrund und großzügigen Bedienelementen in Blauschattierungen.

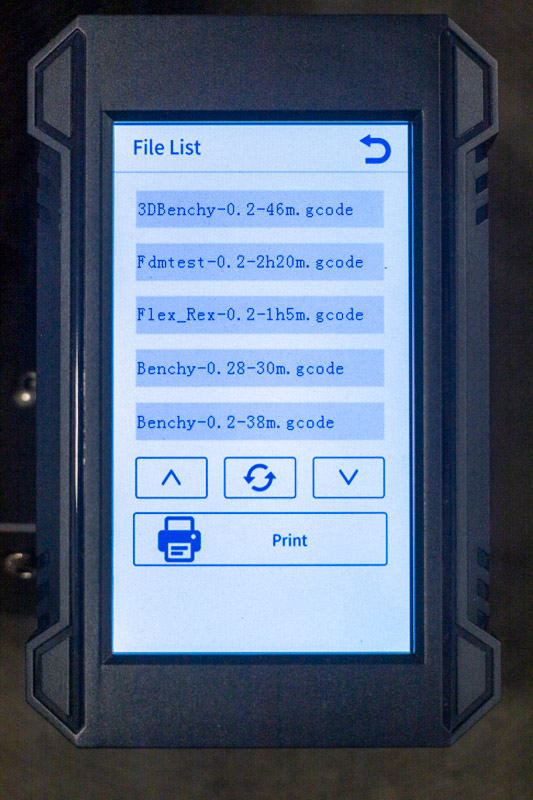






Mittelpunkt des GUI ist die Startseite mit den vier Menüpunkten „Print“, „Prepare“, „Tools“ und „System“. Über den Punkt Print gelangt man zur Übersicht der Druckdateien, die auf der SD-Karte gespeichert sind und kann so direkt den Druck starten.
Hinter dem Menüpunkt „Prepare“ befinden sich einige Optionen zur Vorbereitung eines Drucks. Über den Unterpunkt „Leveling“ kann man das Auto-Leveling starten, den Z-Offset manuell korrigieren und auch die Positionierung des Druckkopfs über dem Längentaster korrigieren. Der Unterpunkt „Preheat“ ermöglicht ein Vorheizen des Druckers mit voreingestellten Temperaturprofilen für PLA und ABS. Mit dem dritten Unterpunkt „Filament“ kann man schließlich das Laden und Entladen des Druckers mit Filament durchführen. Sollte der Drucker noch nicht vorgeheizt sein, kann man hierbei auch das Aufheizen aktivieren.
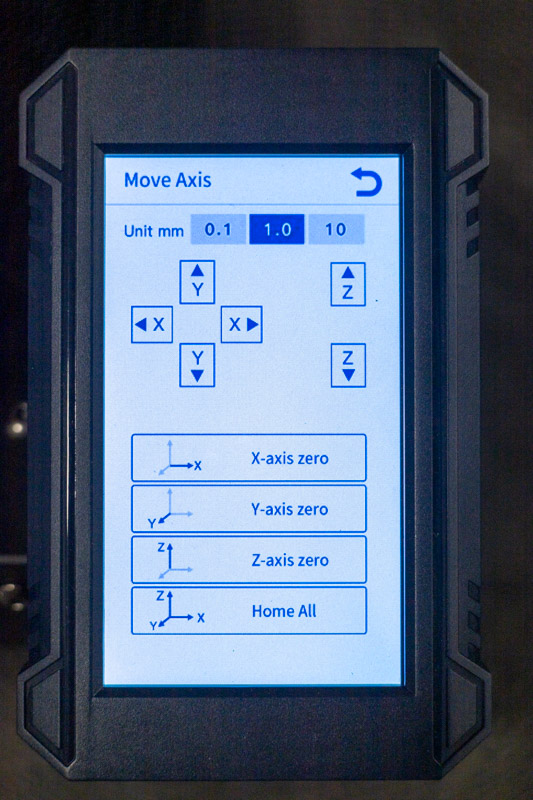
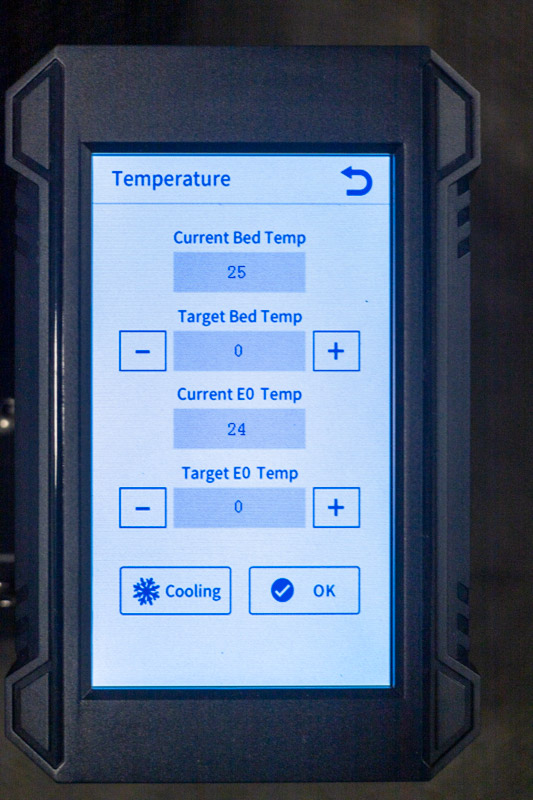
Der dritte Menüpunkt „Tools“ verfügt über vier Unterpunkte. Hinter „Move Axis“ verbirgt sich ein manuelles Verfahren des Druckers in alle drei Achsenrichtungen in 0,1 mm, 1 mm oder 10 mm großen Schritten. Auch ein achsenspezifisches oder allgemeines Homeing kann hier aufgerufen werden. Über den Unterpunkt „Temperatur“ können Hotend- und Druckbetttemperatur eingestellt werden oder der Abkühlvorgang gestartet werden. Der dritte Unterpunkt „Speed“ bietet Einstellmöglichkeiten für die Drehzahl des Bauteillüfters und der allgemeinen Druckgeschwindigkeit. Mit dem letzten Unterpunkt „Motor“ können alle Motoren des Druckers abgeschaltet werden.
Über den letzten Menüpunkt „System“ kann man die Anzeigesprache zwischen Chinesisch und Englisch umschalten, die Tonausgabe für Bedienungen ein-/ausschalten sowie unter „About“ einen Blick auf die Firmware-Version und weitere Infos werfen.
Druckbett-Kalibrierung:
Der erste Schritt nach erfolgter Druckermontage ist die Kalibrierung des Druckbetts. Hierzu muss man nicht mehr wie früher mit einmal Blatt Papier und den Einstellschrauben selber Hand anlegen. Denn bereits seit einigen Modellen bietet Anycubic eine automatische Mesh-Druckbettkalibrierung. Dazu werden mehrere Referenzpunkte angefahren und so nicht nur der Offset der z-Achse kalibriert, sondern auch mögliche Unebenheiten in der Druckoberfläche erfasst und später ausgeglichen. Hierzu bietet der Anycubic Kobra 2 das neue LeviQ 2.0 Auto-Leveling. Bevor das Mesh abgefahren wird, wird zunächst mittels eines Längentasters die genaue Länge der Druckdüse bestimmt. Da die eigentliche Erfassung des Druckbetts über den seitlich montierten induktiven Sensor erfolgt, kann so bei einem Düsenwechsel eine mögliche Abweichung in der Düsenlänge erfasst und berücksichtigt werden.
Wie beschrieben haben wir nach erfolgter Montage die Kalibrierung gestartet, die auch sofort ohne Probleme durchlief. Dabei wurde auch ein Z-Offset eingestellt. Nun haben wir, wie ebenfalls in der Anleitung empfohlen wird, einen Testdruck gestartet, der sich auf der SD-Karte bzw. im Download-Bereich von Anycubic findet. Hierbei werden in der Mitte und den Ecken der Druckplatte jeweils Quadrate gedruckt, mit denen man das Linienbild der ersten Schicht begutachten kann. Hierbei zeigte sich jedoch, dass die Druckdüse noch etwas zu hoch steht und wir mussten ein bisschen nachkorrigieren. Hierzu kann man praktischerweise während eines laufenden Drucks den Z-Offset manuell in 0,05-mm-Schritten anpassen.
Einen Nachteil hat diese manuelle Korrektur des Z-Offsets jedoch, sollte man eine neue Druckbettkalibrierung starten, wird der korrigierte Wert überschrieben und es ist eine erneute Kontrolle und mögliche manuelle Anpassung erforderlich. Vollständig automatisch läuft die Druckbettkalibrierung so noch nicht ab.
Die nachträgliche Korrektur des Offsets tratt beim ersten Durchlauf des Auto-Levelings auf. Nach einigen Stunden Druckzeit haben wir zum Ende des Tests noch einmal die Kalibrierung neu gestartet. Diesmal wurde der Z-Offset sehr passend automatisch eingestellt.