

Die MSLA-3D-Drucker von Anycubic stehen seit Jahren für kontinuierlichen Fortschritt und technische Innovation. Mit jeder Generation wurden Auflösung, Präzision und Prozesssicherheit weiter verbessert. Mit dem Anycubic Photon P1 folgt nun der nächste konsequente Entwicklungsschritt: Hochwertige Industriekomponenten wie eine Kugelumlaufspindel, das neue LighTurbo 4.0 System sowie der Wave-Release-Film setzen neue Maßstäbe im MSLA-3D-Druck und erweitern die Möglichkeiten für professionelle Anwendungen deutlich.
In diesem Test befassen wir uns zunächst mit dem Einsatz des Druckers in Kombination mit der Standard-Bauplattform und Resinwanne. In separaten Artikeln werden wir uns noch genauer mit hochviskosem Resin, der perforierten Druckplatte sowie der Dual-Druckplatte und Wanne befassen.
Vielen Dank an Anycubic* für die Bereitstellung des Druckers.
Technische Daten:
Der Anycubic Photon P1 unterstützt Resin mit einer Viskosität von bis zu 8.000 cPs und verarbeitet damit auch hochviskose Flex-Resins zuverlässig. Dadurch deckt er ein breites Materialspektrum ab, von Dentalmodellen und Schmuck-Gussvorlagen bis hin zu hochdetaillierten Figuren und flexiblen Bauteilen. Dank zwei Wanneneinsätzen und einer alternativen Bauplatte ist auch der parallele Einsatz unterschiedlicher Materialien möglich, wodurch sich bei kleinen Objekten der Resinverbrauch reduzieren lässt. Der Resintank fasst bis zu 1.000 ml und kann das Material auf bis zu 40 °C aufheizen. Alle notwendigen Anpassungen erfolgen automatisch.
Das 10,1″-Display ermöglicht eine XY-Genauigkeit von 40 μm für feine Details und glatte Oberflächen. Mit einer Schichttoleranz von ±0,05 mm lassen sich selbst kleinste Strukturen im Bereich von 0,15–0,3 mm präzise realisieren.
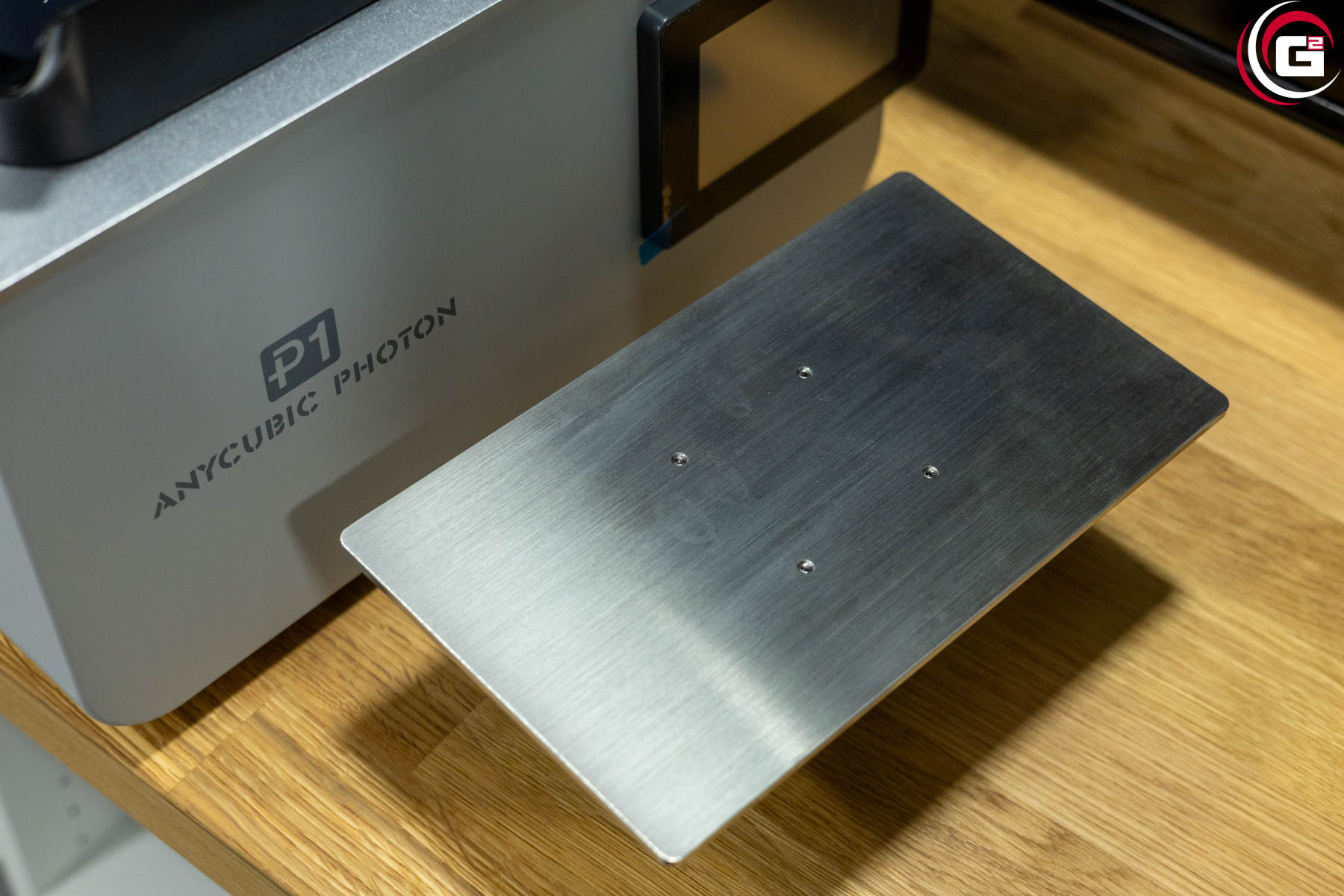
Die Kugelumlaufspindel sorgt für eine hohe Positioniergenauigkeit der Z-Achse mit einer Wiederholgenauigkeit von ±0,01 mm über 10.000 Zyklen. Das Display ist mit einer Toleranz von unter 70 μm montiert, was gleichmäßige Schichten sicherstellt. Die präzise gefräste Stahlbauplatte weist eine Toleranz von unter 80 μm auf; für hochviskose Materialien ist optional eine perforierte Stahlplatte erhältlich.
Die Resinwanne mit Wave-Release- und NFEP-Folie reduziert die Ablösekraft um 60 % und verbessert so Druckstabilität und Oberflächenqualität. Das LighTurbo-4.0-System mit asphärischer Fresnel-Linse erreicht eine Lichtgleichmäßigkeit von über 92 %, was schärfere Kanten und feinere Details ermöglicht.
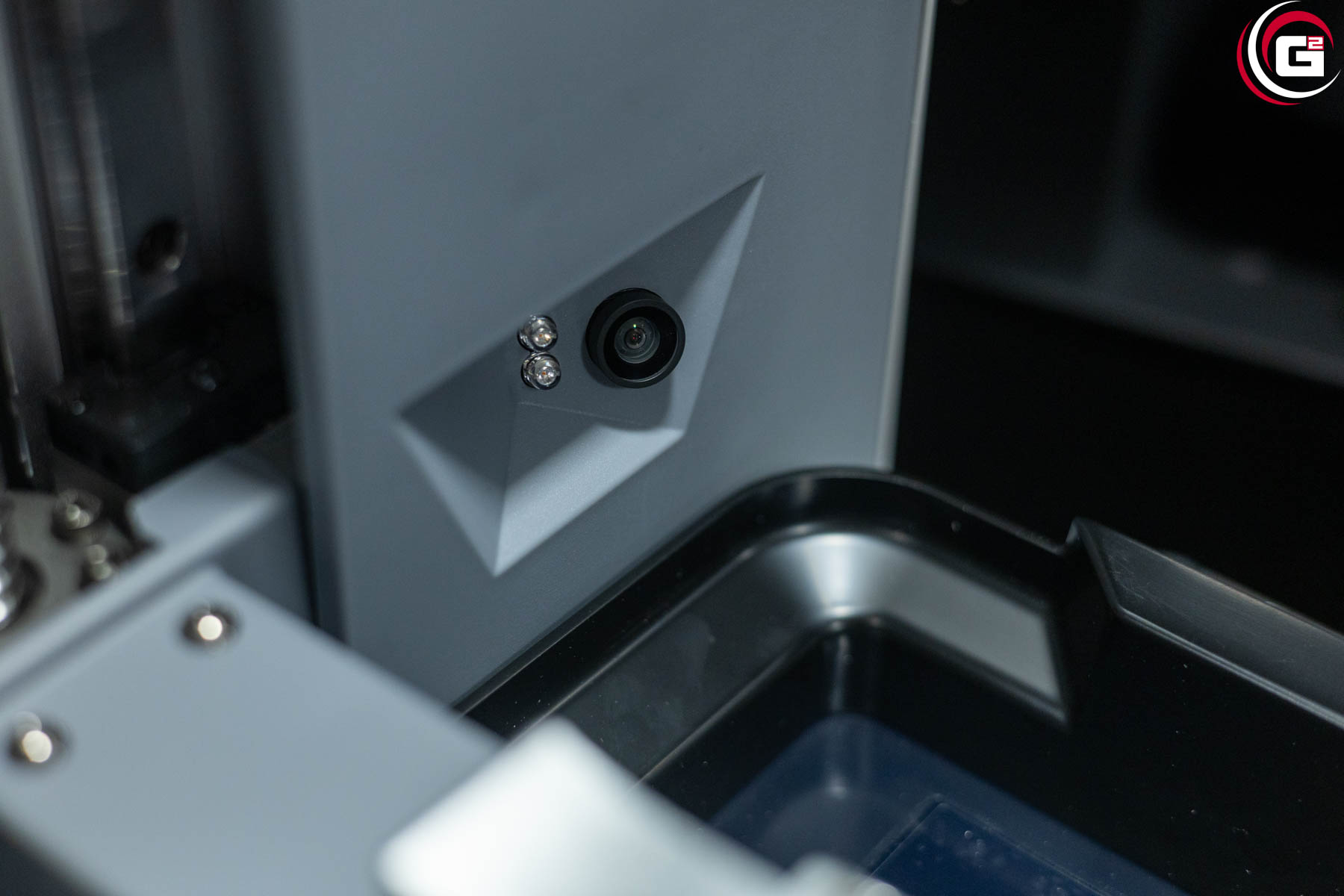
Bauplatte und Resintank lassen sich dank Schnellspannmechanismen zügig wechseln. Intelligent Levelling System 3.0, Dynamic Release 3.0 und Dynamic Light-Off Compensation 3.0 optimieren den Druckprozess kontinuierlich. Ein integriertes AI-System überwacht unter anderem Plattformausrichtung, Modellstabilität und Resinfüllstand mithilfe einer Kamera.
| Display | 10,1″ 14K Mono LCD |
| XY-Auflösung | 16,8 μm x 24,8 μm |
| Z-Auflösung | 20 μm |
| maximale Druckgröße | 223 x 126 x 230 mm |
| Lichtquelle | COB mit Reflektor und Fresnel-Linse |
| Lichtgleichmäßigkeit | > 92 % |
| Leistungsdichte | 5.000 μW/cm² |
| Bauplatte | Stahl, präzisionsgefräst |
| Z-Achse | Kugelumlaufspindel |
| Ausrichtung Bauplatte | Intelligent Levelling System 3.0 |
| Luftreinigung | Air Pure 2.0 optional |
| Bediendisplay | 4,5″ Touchscreen |
| Abmessungen Drucker | 366 x 338 x 539 mm |
| Gewicht Drucker | 13,5 kg |
| Leistungsaufnahme | 215 W |
Über Anycubic:
![]() Seit der Gründung im Jahre 2015 arbeitet Anycubic daran, den 3D-Druck allen zugänglich und für alle erschwinglich zu machen. Passend dazu lautet Anycubics Wahlspruch „For Freedom to Make“. Anycubic ist mittlerweile in mehr als 200 Ländern und Regionen vertreten. Innerhalb der letzten Jahre wurden so über 20 beliebte Produkte mit mehr als drei Millionen verkauften Einheiten veröffentlicht. Die wichtigsten Produkte sind 3D-Drucker im Bereich des FDM- und SLA-Drucks.
Seit der Gründung im Jahre 2015 arbeitet Anycubic daran, den 3D-Druck allen zugänglich und für alle erschwinglich zu machen. Passend dazu lautet Anycubics Wahlspruch „For Freedom to Make“. Anycubic ist mittlerweile in mehr als 200 Ländern und Regionen vertreten. Innerhalb der letzten Jahre wurden so über 20 beliebte Produkte mit mehr als drei Millionen verkauften Einheiten veröffentlicht. Die wichtigsten Produkte sind 3D-Drucker im Bereich des FDM- und SLA-Drucks.
Stereolithografie:
In der Regel nutzen SLA-3D-Drucker einen mittels Spiegeln ansteuerbaren Laser, der so punktweise eine Schicht des Objektes nach der anderen aushärtet. Das Druckobjekt hängt dabei kopfüber an einer Bauplatte und wird nach und nach angehoben. Damit sich das Resinharz gleichmäßig in der Wanne verteilen kann, wird das Objekt nach jeder Schicht angehoben. Teilweise kommen auch Schieber zum Einsatz.
Beim DLP-SLA-Druck werden die Schichten des Objektes direkt in einem Durchgang belichtet. Bei der DLP-Technologie wird eine Matrixanordnung von Mikrospiegeln genutzt, die jeweils einem Bildpunkt entsprechen. Um das Bild zu erzeugen, reflektieren die Spiegel das Licht der Lichtquelle. Die einzelnen Helligkeitsstufen entstehen dadurch, dass die Spiegel unterschiedlich angesteuert werden und so unterschiedliche Lichtmengen reflektieren. Ein solcher Drucker ist im Vergleich zum laserbasierten SLA-Druck günstiger und der Druckvorgang schneller.
Der Anycubic Photon P1 ist ein MSLA-3D-Drucker (Stereolithografie mit Display). Diese preisgünstige Version eines Stereolithografie-Druckers arbeitet mit einem Durchlichtdisplay und einer UV-Lichtquelle. So werden die einzelnen Schichten des Objekts immer in einem Durchgang belichtet. Durch den so deutlich simpleren Aufbau können Geräte für deutlich unter 1000 € angeboten werden. Gedruckt wird aber auch hier kopfüber. Auf dem Display befindet sich eine Wanne mit Resin und die Druckplatte wird mit jeder Schicht ein Stück weiter angehoben. Zum Schutz vor der schädlichen UV-Strahlung verfügt der Drucker über eine abnehmbare Abdeckung.
Verpackung und Lieferumfang:
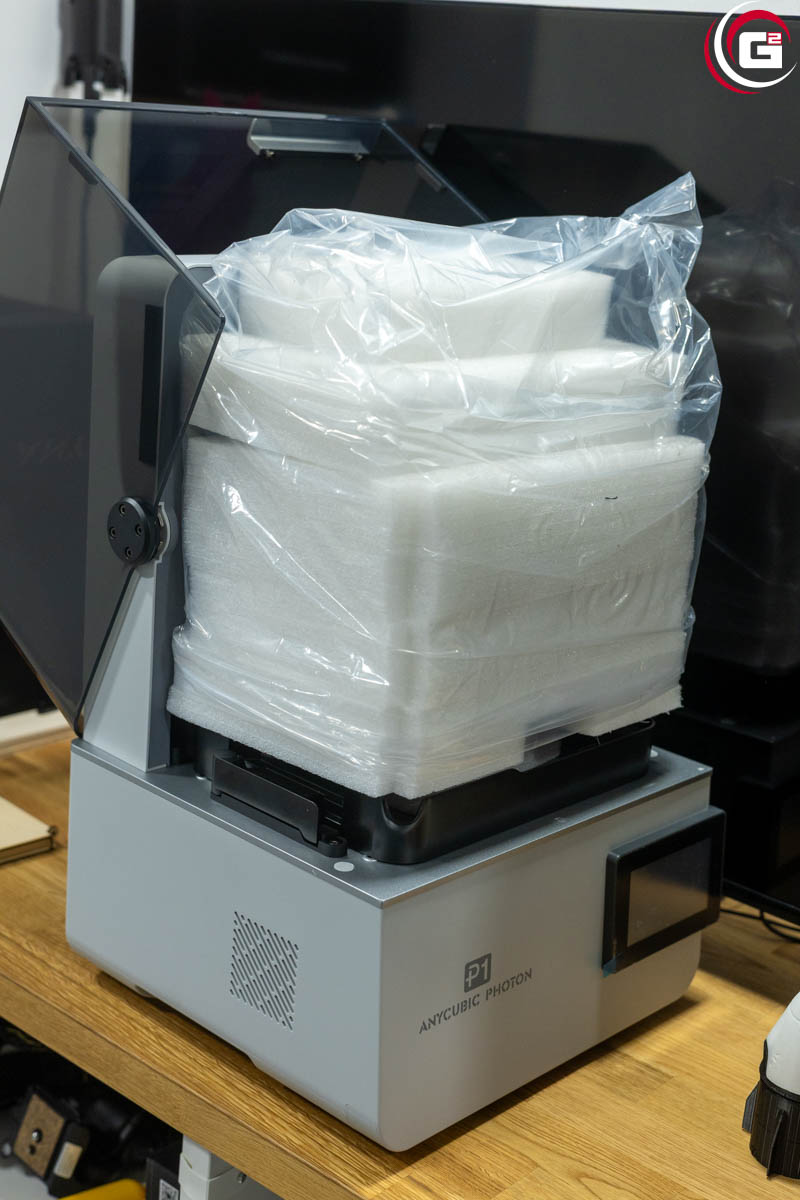
Geliefert wird der Anycubic Photon P1 in einem sehr großen, aber gewohnt recht schlicht gestalteten Karton, der nur mit einer Namensbedruckung Rückschlüsse auf den Inhalt zulässt. Im Inneren wird der 3D-Drucker durch passgenau zugeschnittene Schaumstoffelemente geschützt. Die einzelnen Komponenten sind dabei geschickt ineinander verschachtelt untergebracht.
Der Lieferumfang besteht aus dem Drucker an sich, der Standard-Bauplattform, der Resinwanne mit integriertem Heizelement, dem Netzkabel, einem USB-Stick, Werkzeugen, zwei verschiedenen Spachteln, einer OP-Maske, Schutzhandschuhen und einfachen Resinfiltern.





Design und Verarbeitung:
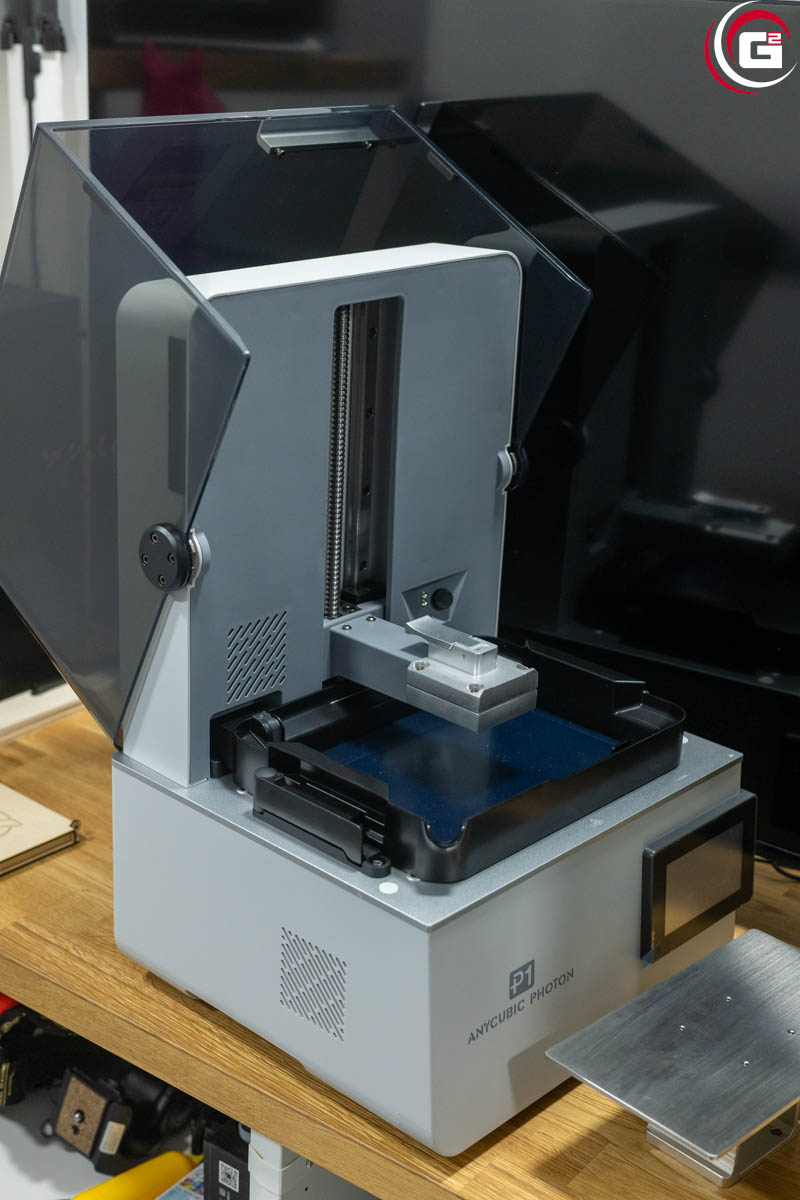
Der Anycubic Photon P1 reiht sich sehr gut in den hochwertigen und professionellen Look der vorherigen M7-Serie ein, besitzt jedoch eine etwas frischere Form- und Farbgebung. Die Abdeckung ist in einem dunklen Grau gehalten, was der Optik deutlich zugutekommt. Im Rahmen des Tests haben wir diese gegen eine etwas stärker getönte Version ausgetauscht, die Anycubic aufgrund erster Feedbacks angepasst hat.
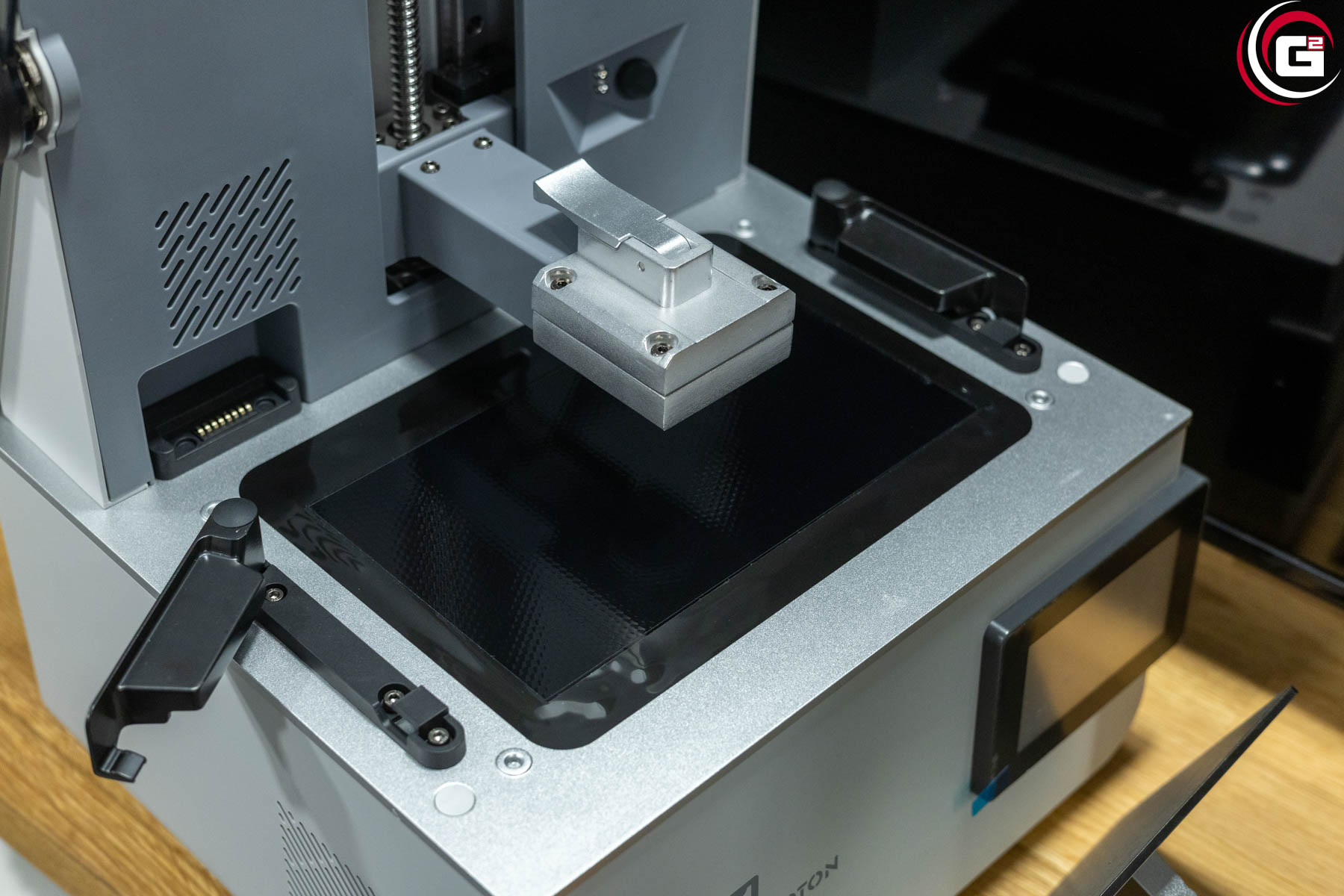
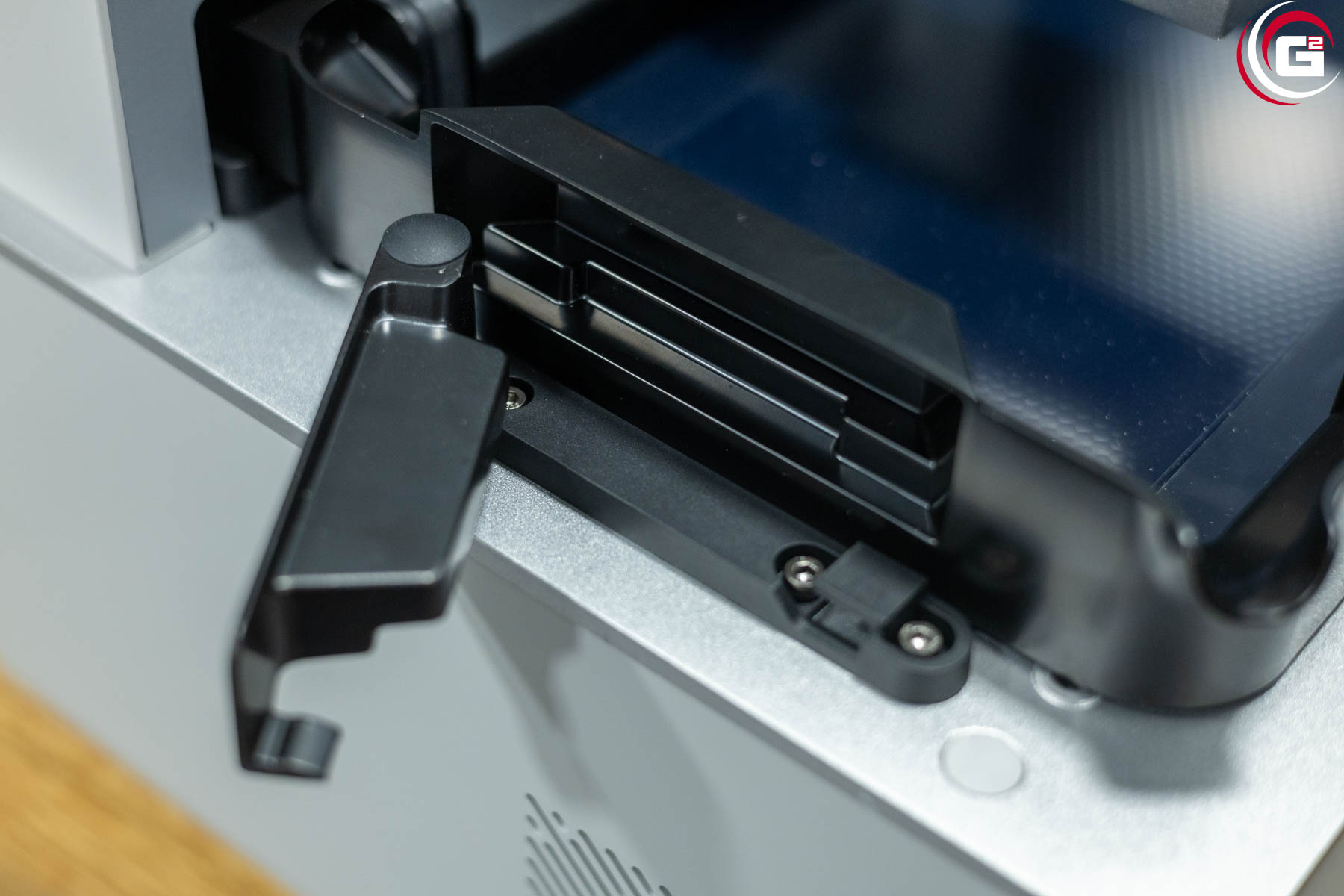
Der gesamte Aufbau wirkt direkt auf den ersten Blick grundsolide, was sich bei genauerer Betrachtung auch bestätigt. Für die Basis kommt viel Metall zum Einsatz, so besteht die Platte, in der das Display eingefasst ist, aus Aluminium. Hier finden sich rund um das Display Öffnungen, in die die kleinen Füßchen der Resinwanne passen, sodass eine saubere Ausrichtung sichergestellt ist. Rückseitig ist ein Metallrahmen aufgesetzt, der zusammen mit den großzügig dimensionierten Linearführungen die z-Achse bildet. Ein wichtiges Detail ist hier auch die Kugelumlaufspindel. Die Druckplatte wird mit einem Klemmhebel fixiert und kann so schnell ein- und ausgebaut werden. Hier finden sich leider keine Haken, an denen man die Druckplatte aufhängen kann, um Resinreste ablaufen zu lassen. Aber auch hier wurden schon Druckvorlagen nachgereicht, um Abhilfe zu schaffen.
Unterhalb der Grundplatte befindet sich rechts der Touchscreen, über den der Drucker bedient wird. Der USB-Anschluss für den USB-Stick mit den Druckdaten ist nun an der rechten Seite nach vorne gewandert. Wodurch die Zugänglichkeit etwas einfacher wird. Ebenso findet sich hier der Ein-/Ausschalter des Druckers.
Die Resinwanne ist aus Metall gefertigt und kann mit kleinen Füßchen in den Bohrungen der Grundplatte ausgerichtet werden. Eine feste Positionierung erfolgt dann über zwei seitliche Klemmhebel. Ein Vorteil der kleinen Füßchen ist, dass, wenn man die Wanne auf dem Tisch abstellt, die Folie nicht mit dem Untergrund in Kontakt kommt. Natürlich kann man die Folie auch austauschen. Die Wanne fasst insgesamt 1.000 ml Resin. In einer Ecke befindet sich auch eine Ausgießöffnung. Eine interne Skalierung hilft dabei, die Wanne nicht zu überfüllen. Unsere Wanne stellt noch das Vorserienmodell dar, bei der finalen Wanne ist die Maximalmarkierung etwas tiefer positioniert. Das Heizelement ist direkt in die Wand der Wanne integriert. Zusätzlich befindet sich im Innenraum eine integrierte Kamera mit Beleuchtung.




Sicherheitshinweise für die Arbeit mit Resin:
Bei aller Begeisterung für die Arbeit mit SLA-Druckern sollte man jedoch einige Dinge beherzigen, Resin ist ein Epoxidharz und enthält häufig Bisphenol A. Resindämpfe gelten als allergen, schleimhautreizend und je nach Inhaltsstoffen möglicherweise sogar als kanzerogen. Daher sollte man mit dem Drucker nur in einem sehr gut belüfteten Raum arbeiten, idealerweise außerhalb von Wohnräumen. Alternativ stellt man ihn in einem Abzug auf. Hautkontakt mit dem flüssigen Resin gilt es zu vermeiden, daher sind Schutzhandschuhe (hochwertige Nitril-Handschuhe, Kompatibilität prüfen) unerlässlich. Zudem sollte bei der manuellen Arbeit mit flüssigem Resin eine Atemschutzmaske getragen werden, die über einen Filter für organische Stoffe verfügt. OP-Masken (wie mitgeliefert) und FFP2-/FFP3-Masken sind nicht ausreichend. Ebenso empfiehlt es sich, eine Schutzbrille zu tragen. Darüber hinaus empfiehlt die DGuV auch noch das Tragen von langärmliger Kleidung.

Inbetriebnahme und Druckbettkalibrierung:
Der Anycubic Photon P1 ist so gut wie direkt nach dem Auspacken startbereit. Man muss lediglich Schutzfolien abziehen und die Montage ist nicht nennenswert, denn man muss nur die Wanne und die Bauplattform fixieren. Einen Schritt gibt es dann aber noch, das Nivellieren der Druckplatte. Hier zeigt einem die Firmware auf dem Display alle notwendigen Schritte an. Mittels einer integrierten Kraftmessung kann der Drucker automatisch erfassen, ob ein Nachstellen der Druckplatte erforderlich ist. Sollten keine größeren Abweichungen bestehen, entfällt somit das übliche manuelle Einstellen des unteren Punkts. Sind die Abweichungen zu groß, ist ein manuelles korrigieren jedoch stets möglich.
Bedienung des Druckers:
Die Bedienung des Anycubic Photon P1 erfolgt über den 4,5″ großen Touchscreen an der Vorderseite. Das GUI entspricht dem üblichen Aufbau eines MSLA-Druckers. Es ist sehr übersichtlich gestaltet und setzt auf eine klare Struktur. Typisch für Anycubic finden wir hier einen dunkelblauen Hintergrund vor. Die Menüstruktur ist erfahrenen Anycubic-Nutenden bekannt und für Neueinsteiger leicht zu überblicken.






Auf der Startseite zeigt der Drucker den aktuellen Modus: Single oder Dual an, die installierte Plattform und die aktuelle Resintemperatur. Auf der linken Seite lässt sich zwischen der Startseite, den Menüpunkten „Print“, „Tools“ und „Settings“ wechseln.
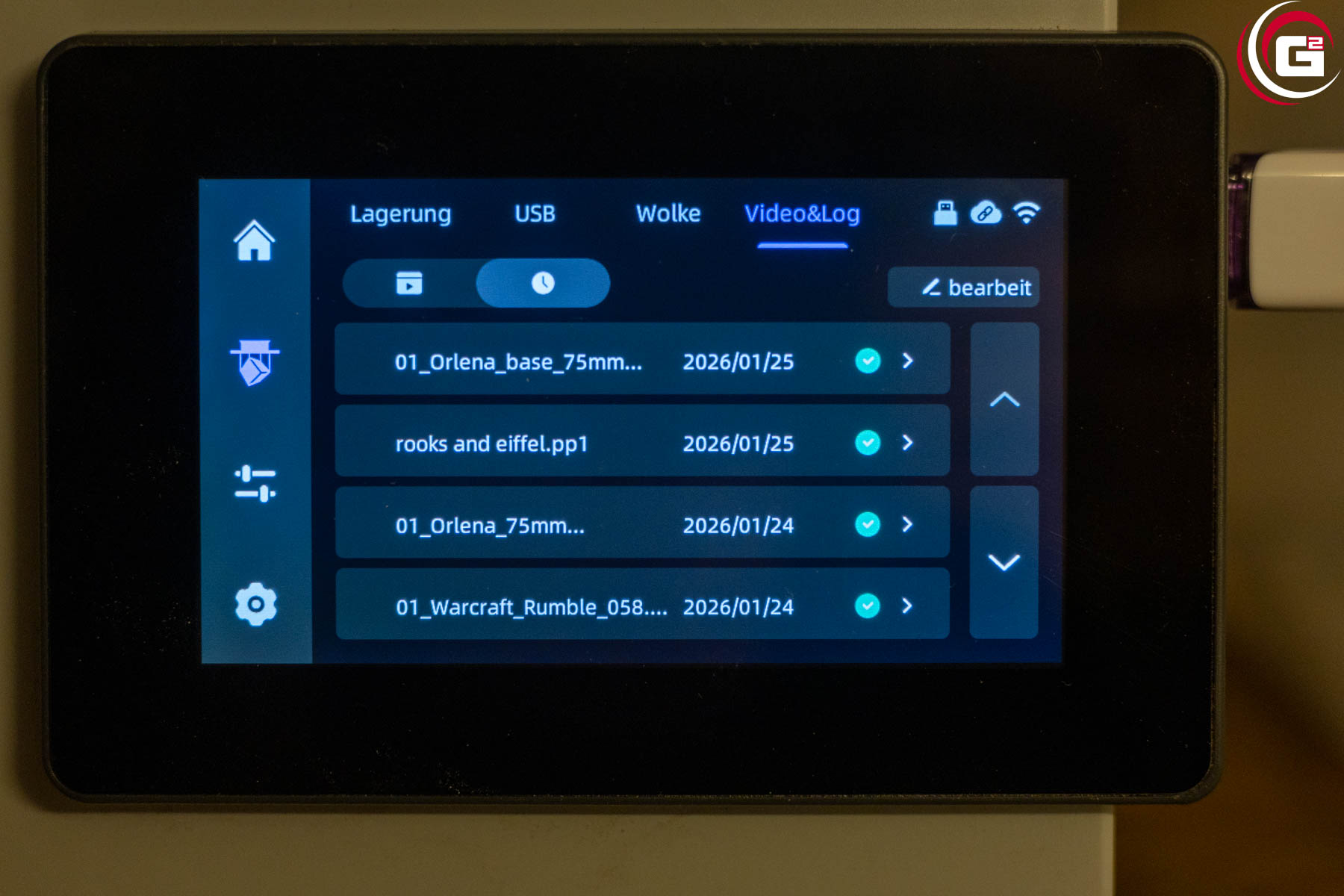
Über den Menüpunkt „Print“ gelangen wir auf ein Fenster, das rechts alle verfügbaren Dateien in Form von Kacheln anzeigt. Jede Kachel zeigt den Dateinamen, eine Miniaturansicht, die Druckdauer und den Resinbedarf. Es werden immer vier Vorlagen gleichzeitig angezeigt. Aufgeteilt auf drei separate Seiten kann man einmal die Dateien auf dem internen Speicher (Local), auf dem angeschlossenen USB-Stick und in der Cloud sehen.
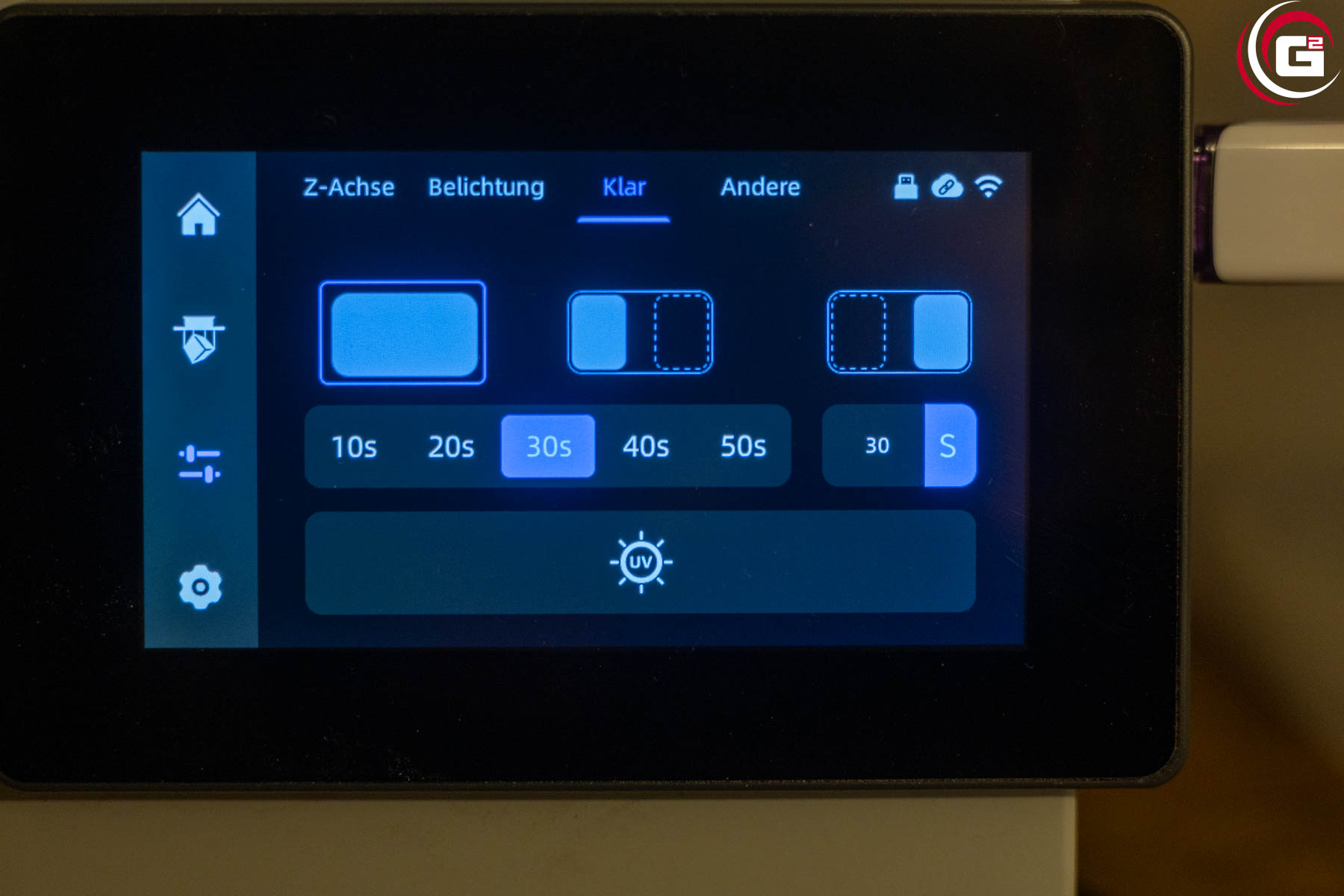
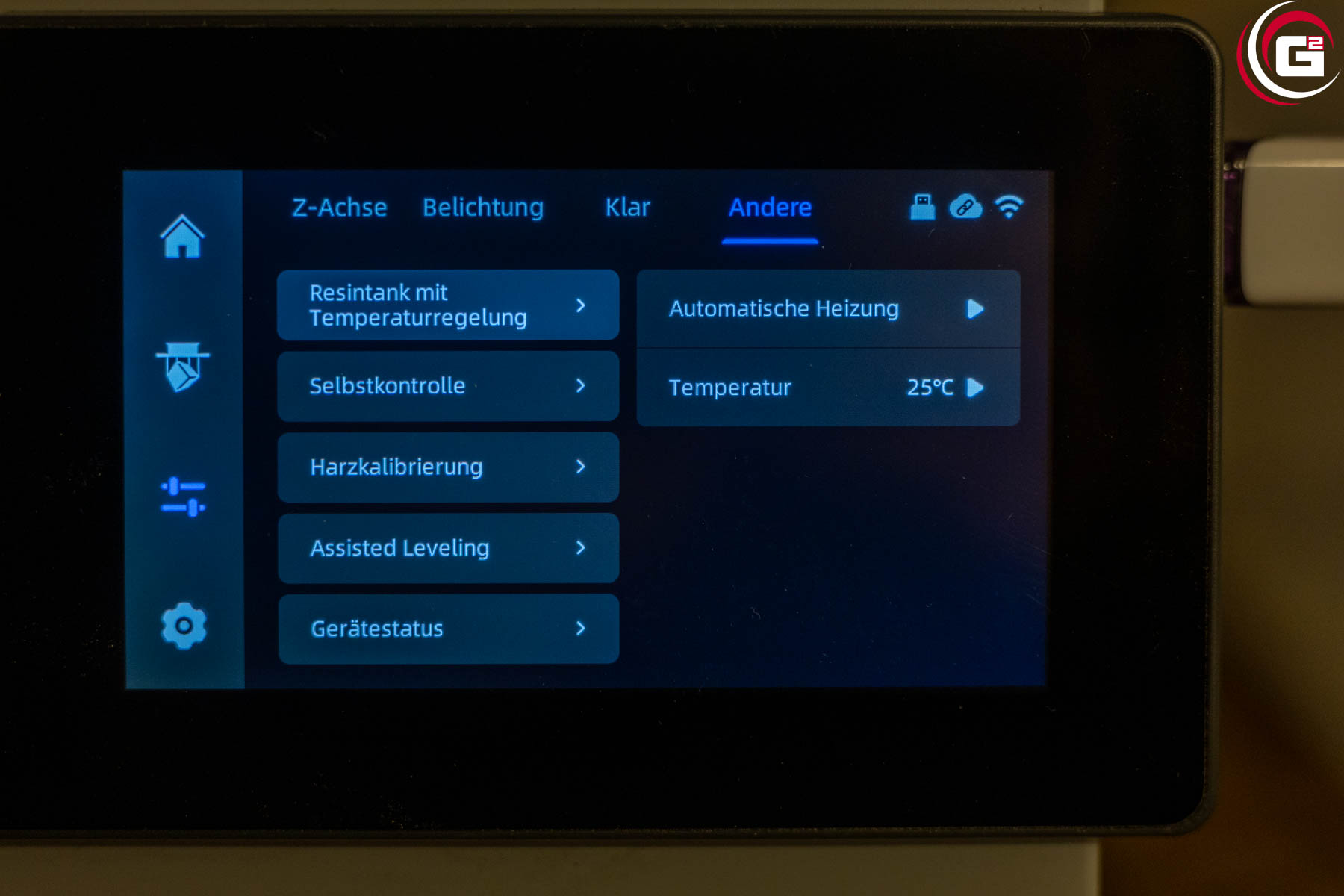
Der Menüpunkt „Tools“ führt uns direkt auf die Unterseite „Move Z/Z-Achse“. Hier können wir die Z-Achse verfahren, den Nullpunkt setzen und einen Leveling Test durchführen. Die Unterseite „Exposure/Belichtung“ ist besonders dann interessant, wenn man das Display überprüfen möchte. Mit „Cleaning/Klar“ können wir bei Verunreinigungen eine geschlossen ausgehärtete Schicht auf dem Druckbett erzeugen. Die letzte Seite trägt den Titel „Advanced/Andere“. Hier können wir manuell die Beheizung der Druckwanne einstellen, einen Selbsttest durchführen, Einstellungen zum Harz usw. vornehmen.
Der letzte Menüpunkt widmet sich den Einstellungen. Hier können wir die Netzwerkverbindung einstellen, die Cloudverbindung konfigurieren und weitere Systemeinstellungen vornehmen.
Ablauf eines Drucks:
Prinzipiell kann man einen Druck in drei Abschnitte einteilen: Vorbereitung, Durchführung und Nachbearbeitung.
Vorbereitung:
Zur Vorbereitung muss man zunächst mittels eines geeigneten Slicer, wie dem AnycubicPhotonWorkshop, das gewünschte 3D-Modell für den Drucker vorbereiten. Dabei wird das 3D-Modell in einzelne Schichtbilder aufgeteilt. Die so erstellten Druckdaten speichert man nun auf einem USB-Stick und schließt diesen am Drucker an. Jetzt muss man nur noch die Resinwanne des Druckers (nach-)füllen, dabei bitte immer an die Schutzausrüstung denken. Eine Markierung zeigt die maximale Füllhöhe der Wanne an, denn man darf nicht vergessen, dass, wenn die Druckplatte nach unten gefahren wird, diese Resin verdrängt und der Pegel in der Wanne ansteigt. Ein Überlaufen wäre nicht gut für den Drucker.
Durchführung:
Für die eigentliche Druckdurchführung müssen wir selber nicht sehr aktiv werden, denn hierzu müssen wir lediglich einmal den Drucker starten. Man sollte natürlich zwischendurch den Fortschritt kontrollieren, um ggf. eingreifen zu können.

Nachbearbeitung:
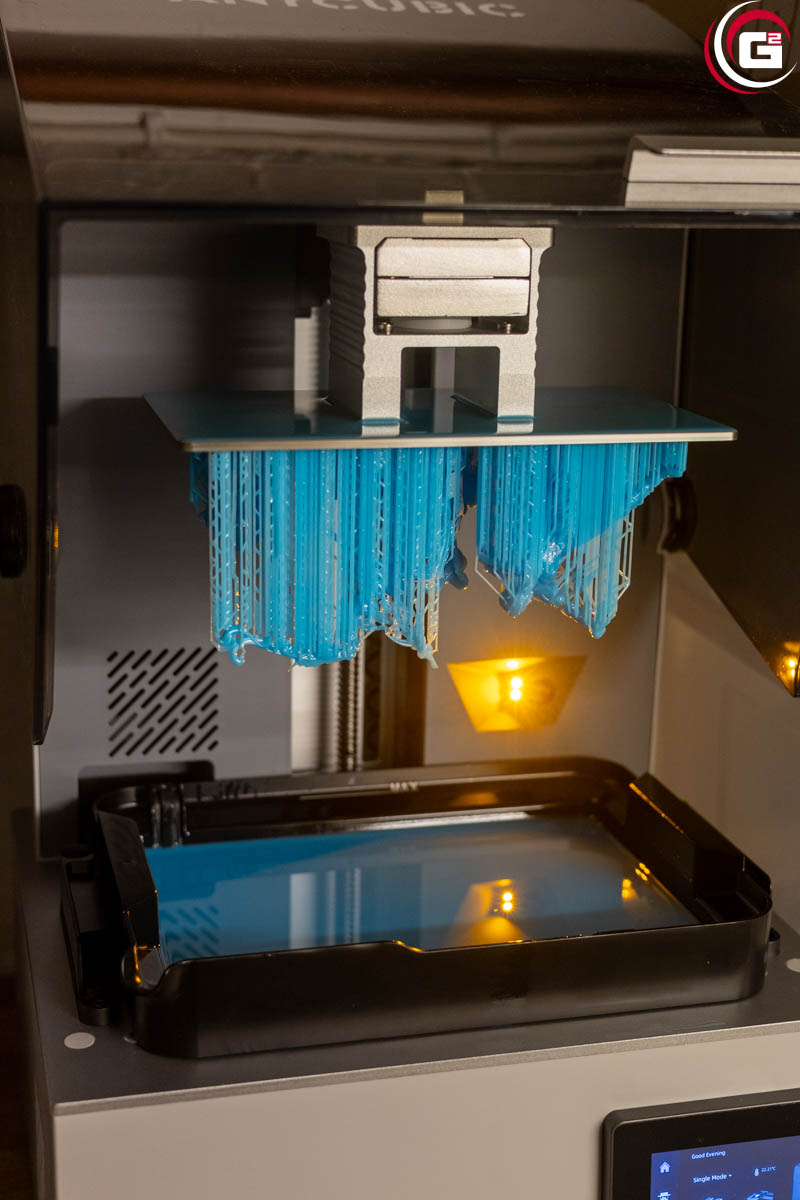
Der aufwändigste Abschnitt ist nun die Nachbearbeitung, hier müssen wir wieder unsere Schutzausrüstung (PSA) anlegen. Zunächst lösen wir die Bauplatte im Drucker und lassen Resinreste in die Wanne ablaufen, dazu halten wir die Platte leicht schräg. Mit einem scharfen Spachtel müssen wir danach das Druckobjekt nun von der Bauplatte lösen. Hier gilt es, den richtigen Mittelweg zwischen Kraft und Feingefühl zu finden. Als Unterlage hierzu bietet sich eine Silikonmatte und Reinigungspapier an.
Für die Reinigung unserer Druckobjekte können wir beispielsweise den klassischen Weg gehen und das Objekt in ein Bad aus Isopropanol-Alkohol (Sicherheitshinweise beachten) geben, zum Beispiel mit der Anycubic Wash & Cure 3 oder Plus. In der Waschstation wird Isopropanol über einen kleinen Propeller in Bewegung versetzt, sodass die Strömung die Resinreste vollständig ablöst. Man kann auch die Druckplatte samt noch haftendem Modell in die Waschstation setzen, allerdings gelangen so deutlich größere Mengen an Resin in die Station und wir müssen den Alkohol häufiger tauschen.
Nach diesem Reinigungsdurchlauf sollte man zunächst einmal den Alkohol komplett verdunsten lassen, bevor man mit dem Härten startet. Ansonsten kommt es zu weißlichen Verfärbungen im Druckobjekt. Sollte unser Druckobjekt Stützstrukturen aufweisen, ist nun ein guter Zeitpunkt, diese zu entfernen. Der letzte Schritt ist dann der Härtevorgang. Dazu setzt man das Druckobjekt einige Minuten UV-Strahlung aus, die für ein weiteres Durchhärten sorgt. Auch das ist mit der Anycubic Wash & Cure 3 bzw. Plus möglich. Prinzipiell härten die Objekte mit der Zeit auch von selber aus (durch natürliche UV-Strahlung), aber so lässt sich dieser Prozess in wenigen Minuten abschließen.
Ein anderer Weg besteht in der Nutzung der Anycubic Wash & Cure Max (zum Test), mittlerweile ist hier auch die Version 3 verfügbar. Mit dieser Reinigungsstation ist das Entfernen von Resin-Resten und das Aushärten mittels UV-Licht in einem Arbeitsschritt möglich. Diese besonders große Station eignet sich vor allem sehr gut für große Modelle oder wenn man viele Modelle gleichzeitig aushärten will.
Nach dem Druck ist vor dem Druck:
Haben wir, wie oben beschrieben, einen Druckvorgang durchgeführt und abgeschlossen, können wir die Resinreste durchaus in der Wanne lassen. Allerdings nur dann, wenn in ein paar Tagen der nächste Druck ansteht. Bei längerem Stillstand (länger als 48 Stunden) sollte man die Resinreste über einen Filter (um möglicherweise gehärtete Reste zu entfernen) wieder in eine Flasche füllen und die Wanne mit Isopropanol reinigen. Um Druckproblemen vorzubeugen, bietet es sich an, alle paar Drucke die Vat-Clean-Funktion zu nutzen. Hierbei werden Anhaftungen an der FEP-Folie und etwaige Reste gehärteten Resins aus der Wanne entfernt. Dazu wird eine vollflächige Belichtung durchgeführt, sodass sich eine ausgehärtete Schicht über die gesamte Wanne ergibt. Diese kann man nun sehr vorsichtig mit einem Kunststoffspachtel entfernen. Allerdings besteht hier auch durchaus eine erhöhte Gefahr, dass wir uns ein Loch in die Folie piksen. Dieser Reinigungsschritt hilft auch bei vielen Druckproblemen.
Der empfohlene Slicer:
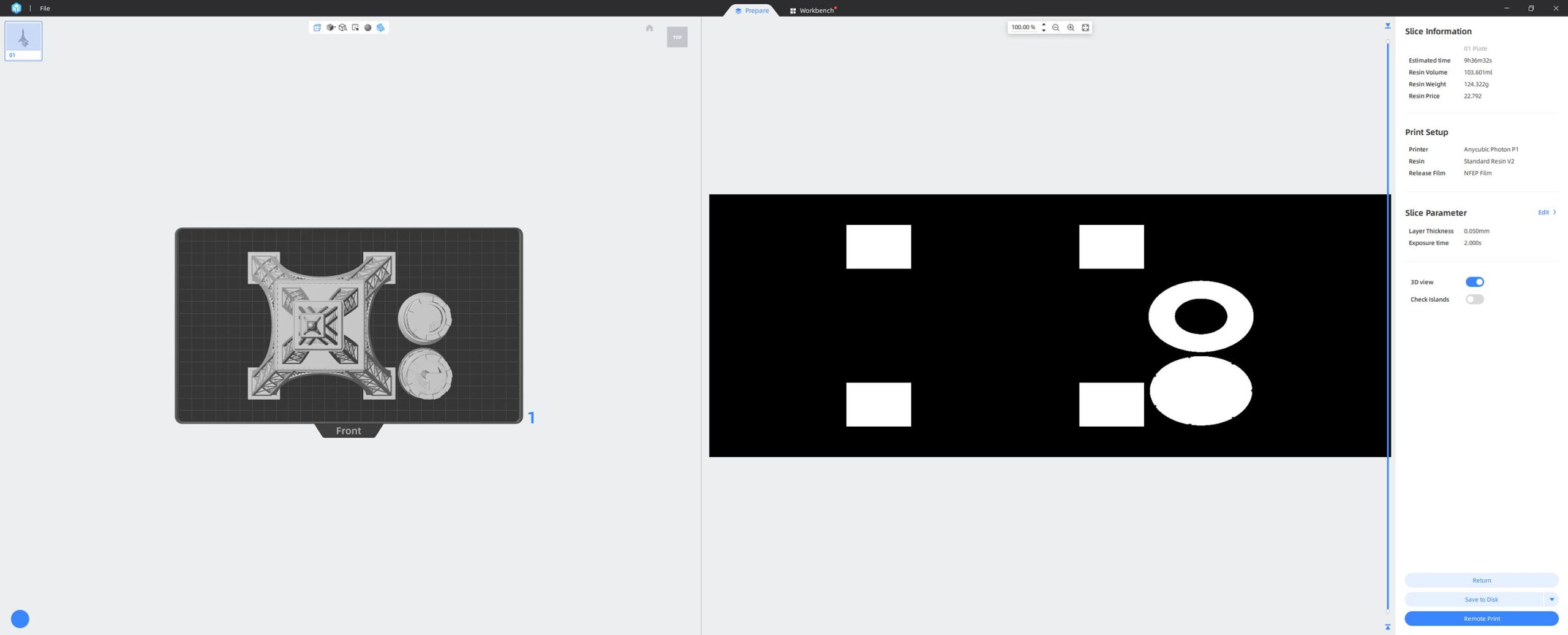
Für die SLA-Drucker von Anycubic bietet sich die Verwendung des hauseigenen Slicers AnycubicPhotonWorkshop an. Dieser ist sowohl auf dem mitgelieferten USB-Stick als auch in der neuesten Version auf der Anycubic-Website verfügbar. Für unseren Test haben wir Version 4.1.1 genutzt. Der Slicer überprüft beim Start automatisch, ob eine neue Version verfügbar ist, und ermöglicht ein direktes Update. Da auf der Anycubic-Website oft nicht die aktuellste Version zu finden ist, ist nach dem ersten Start in der Regel ein Update erforderlich.
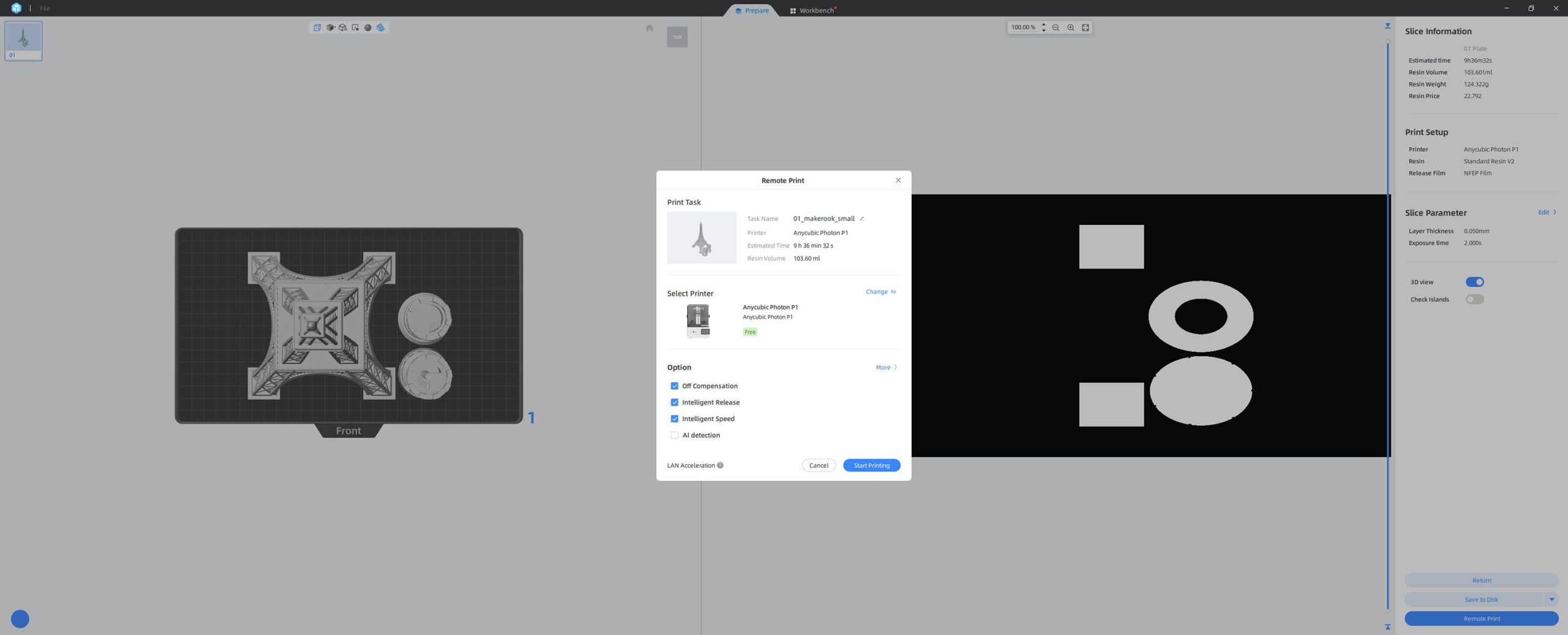
Nach dem ersten Start muss zunächst der Drucker ausgewählt werden. Dabei stehen alle SLA-Druckermodelle von Anycubic zur Verfügung. Es besteht auch die Möglichkeit, ein benutzerdefiniertes Profil für einen anderen Drucker anzulegen. Über die Optionen können im Nachhinein verschiedene Details des Druckers angepasst und angepasste Profile für Resin hinterlegt werden. Die Kommunikation mit dem Photon P1 erfolgt entweder über den mitgelieferten USB-Stick, WLAN oder über die Anycubic Cloud. Bei bestehender WLAN-Verbindung kann man den Druckauftrag direct an den P1 senden, man kann die Vorlage aber auch in der Cloud zwischenspeichern.
Bedienung:
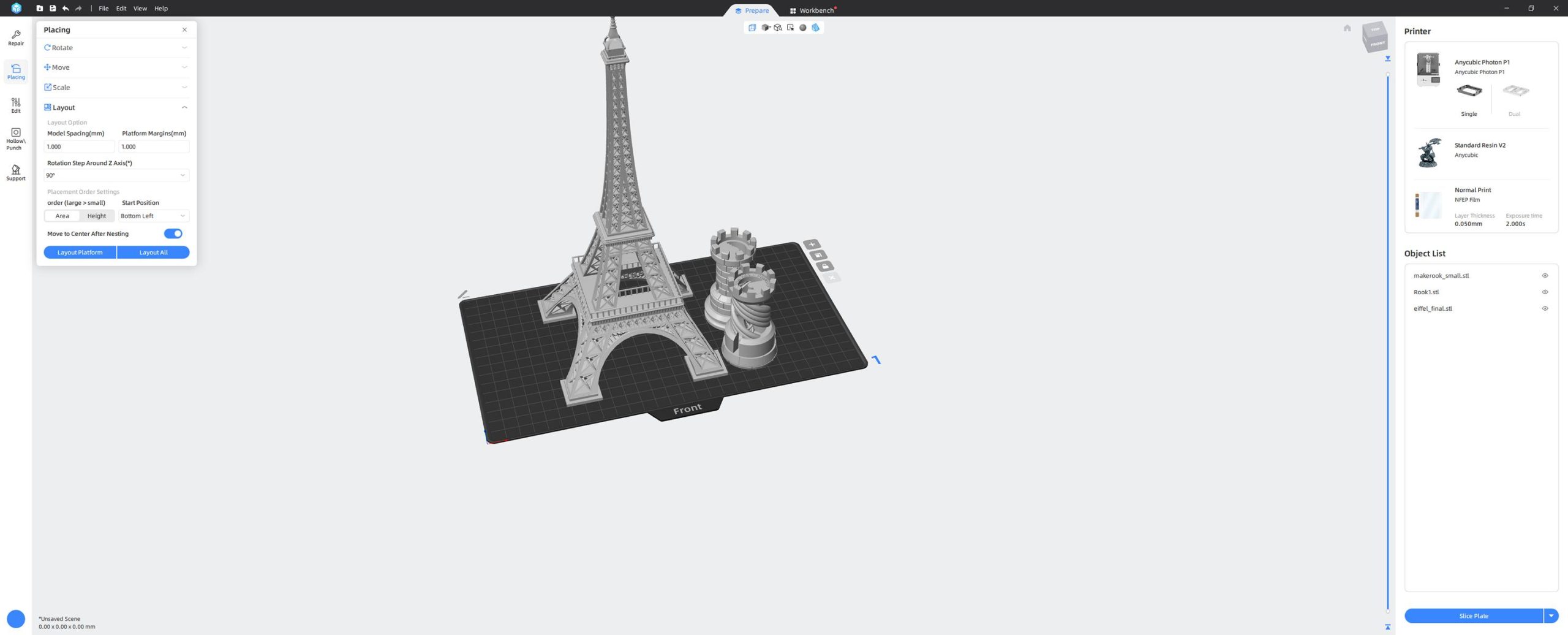
Die Bedienung von AnycubicPhotonWorkshop ist benutzerfreundlich und ähnelt stark anderen Slicern. Importierte Objekte können auf der Bauplatte verschoben, gedreht, skaliert, gespiegelt und automatisch angeordnet werden. Es sind auch einige grundlegende Bearbeitungen der Objekte möglich, wie das Reparieren von Dateien, das Umwandeln in Hohlkörper, das Hinzufügen von Löchern, das Vornehmen von Schnitten und das Prägen von Text. Zusätzlich gibt es ein Tool, um aus Fotos von Köpfen 3D-Modelle zu erstellen.
Eine besonders wichtige Funktion ist das Erstellen von Stützstrukturen. Da Objekte im SLA-Druck häufig gekippt ausgerichtet werden, ist diese Option besonders relevant. Man kann zwischen leichten, mittleren und starken Support-Skripten wählen und anpassen, bis zu welchem Winkel gestützt werden soll, wie weit die Ankerpunkte des Supports voneinander entfernt sein sollen und wie weit das Objekt in z-Richtung angehoben werden soll. Abschließend kann man entscheiden, ob der automatische Support überall oder nur von der Baufläche aus erstellt werden soll. Bei manchen Objekten ist es wichtig, sie nicht vollflächig auf die Bauplatte zu setzen, um Saugglocken zu vermeiden. Die Grundfläche des Supports hat daher regelmäßige Löcher. Durch manuelles Editieren können einzelne Ankerpunkte entfernt oder hinzugefügt werden, was für die Detailoptimierung von Drucken sehr wichtig ist.
Drucken über die Anycubic App:
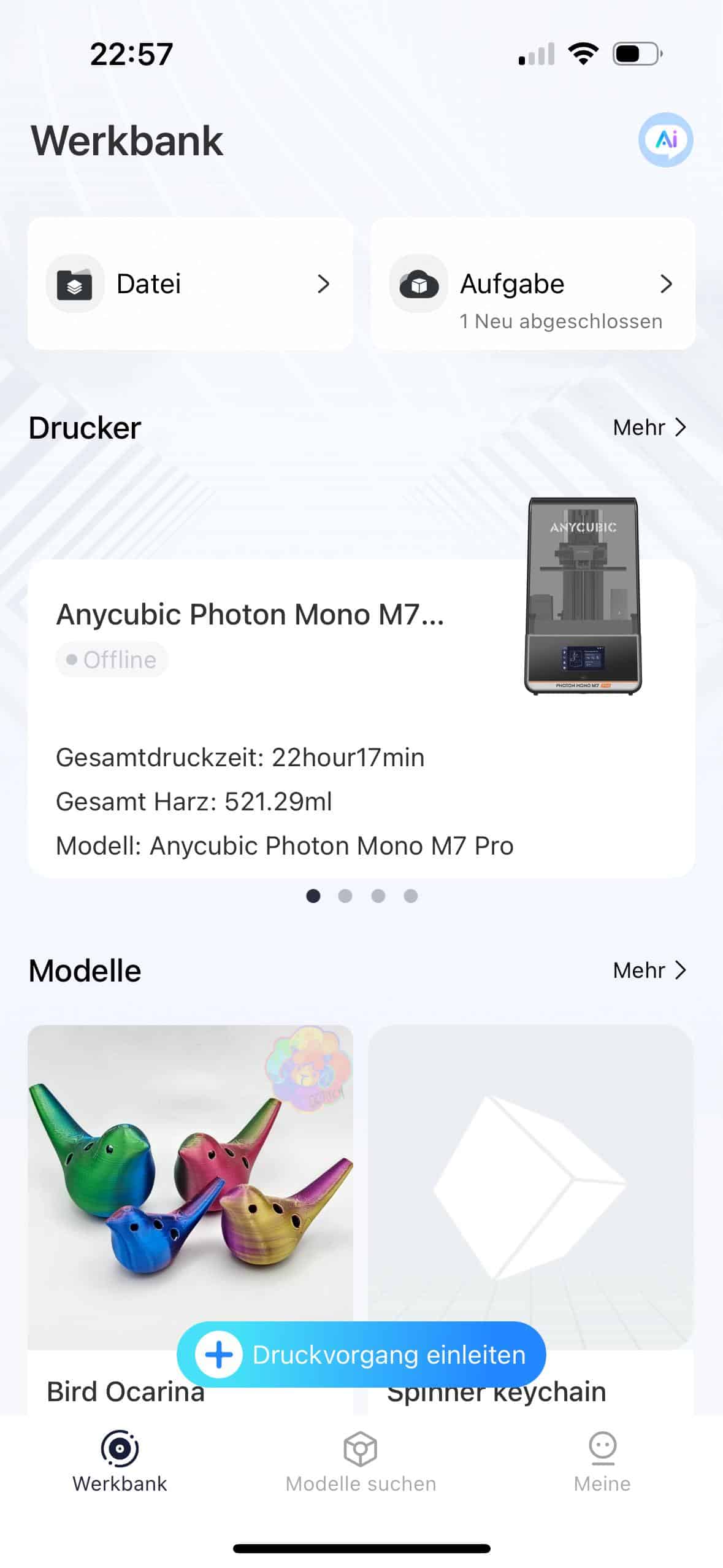
Mit der Anycubic App können wir nicht nur den Drucker steuern, sondern auch Druckdateien suchen, herunterladen und importieren. Wir haben Zugriff auf eine Datenbank von Anycubic sowie auf Plattformen wie Thingiverse, Printables und viele mehr. Die Druckvorlagen können in unseren Workspace importiert, dort geslicet und an den Drucker gesendet werden. Zusätzlich ermöglicht die App den Einkauf im Webshop. Wenn wir im PhotonWorkspace Druckdateien erstellt und in die Cloud hochgeladen haben, können wir über die App auf diese zugreifen und den Druck starten.
Der integrierte Cloud-Slicer ist auf die wesentlichen Funktionen reduziert. Objekte können gedreht und verschoben werden, um die Ausrichtung zu optimieren, beispielsweise durch das Neigen von Figuren für eine bessere Unterstützung. Beim Slicen wird das Stützmaterial automatisch ergänzt, wobei nur wenige Anpassungsoptionen zur Verfügung stehen. Für die Resin-Parameter können wir auf ein fertiges Profil für Standard- und Fast-Resin zurückgreifen oder ein eigenes Profil erstellen.

Druckqualität:
Zur Beurteilung der Druckqualität des Anycubic Photon P1 haben wir verschiedene Testdrucke durchgeführt. Hierfür haben wir das Standard Resin V2 von Anycubic in der Farbe Hellblau genutzt. Die Profile hierfür sind im AnycubicPhotonWorkspace natürlich direkt hinterlegt. Wie bereits erwähnt, erfolgt der Test mit hochviskosem Resin in einem separaten Artikel.

Auch beim MSLA-Druck kann es zu einigen Problemen kommen, nachfolgend wollen wir einige kurz vorstellen:
- Haftungsfehler auf der Bauplatte:
Das Objekt haftet gar nicht (klebt auf der Folie) oder löst sich während des Druckes teilweise oder vollständig ab. Zur Fehlerbehebung sollte man, je nach Art der Ablösung, entweder die Bauplatte neu ausrichten, Vat-Cleaning starten oder die Bauplatte reinigen. Das Vat-Cleaning härtet eine dünne geschlossene Schicht Resin aus und hilft so kleinere Resinreste von der Folie zu entfernen. Ist das Problem so noch nicht gelöst, kann man noch die Belichtungszeit der unteren Schicht erhöhen, die Anzahl der unteren Schichten erhöhen, die Wartezeit vor dem Anheben erhöhen oder die Verfahrgeschwindigkeiten absenken. - Ablösen der Objektschichten von den unteren Schichten:
Teilweise kann es zu Haftungsproblemen an den länger belichteten unteren Schichten kommen, auch hier gibt es wieder mehrere Hebel, um den Fehler zu beheben. So kann man die Belichtungszeit der unteren Schichten senken (aufpassen, dass es zu keinen Haftungsproblemen kommt), die Belichtungszeit der regulären Schichten erhöhen, die Wartezeit vor dem Anheben erhöhen oder die Hubgeschwindigkeit senken. - Teile des Objektes fehlen:
Bei filigranen Objekten kann es vorkommen, dass Teile des Objektes fehlen. In der Regel bedeutet dies, dass diese nicht richtig am Hauptobjekt haften konnten und nun in der Resinwanne zu finden sind. Ursache ist hier meist eine fehlende oder zu grobe Stützung. Man kann also die Anzahl der Stützen erhöhen oder auch deren Durchmesser und Kontakt. Auch hier kann ansonsten helfen die Wartezeit zu erhöhen und die Verfahrgeschwindigkeit zu reduzieren. - Raue Oberfläche:
Sollte die Oberfläche nicht wie üblich glatt, sondern rau sein, liegt das oft an unterschiedlich guten Aushärtungen. Man kann hier also die Belichtungszeiten anpassen, oder die Wartezeiten erhöhen und die Verfahrgeschwindigkeiten reduzieren. - Löcher im Objekt:
Löcher im gedruckten Objekt können auftreten, wenn Teile unterbelichtet oder Wandstärken zu gering sind. Hohle Bereiche, in denen sich Harz sammelt, können auch zu diesem Fehler führen. Um ihn zu beheben, kann man Ablauflöcher hinzufügen oder das Objekt auf Support setzen. Auch ein Senken der Druckgeschwindigkeit kann hier helfen. - Ragging-Defekte:
Es finden sich Reste von ausgehärtetem Harz an den Oberflächen des Objektes. Ursächlich können Haftungsfehler oder eine Bewegung der Bauplatte während der Belichtung sein. Hier kann man die Belichtungszeit erhöhen, die Wartezeit vor dem Anheben senken, die Verfahrgeschwindigkeit senken oder die Stützdicke erhöhen. - Starke Linien-Muster im Modell:
Zeigen sich auf dem Druck deutliche Linienmuster, kann dies an einer wackelnden Z-Achse liegen, die man wieder richtig befestigen oder austauschen muss. Auch hier kann man die Belichtungszeit reduzieren, die Wartezeit vor dem Anheben senken, die Verfahrgeschwindigkeit senken oder die Stützdicke erhöhen.
Benchmarks:
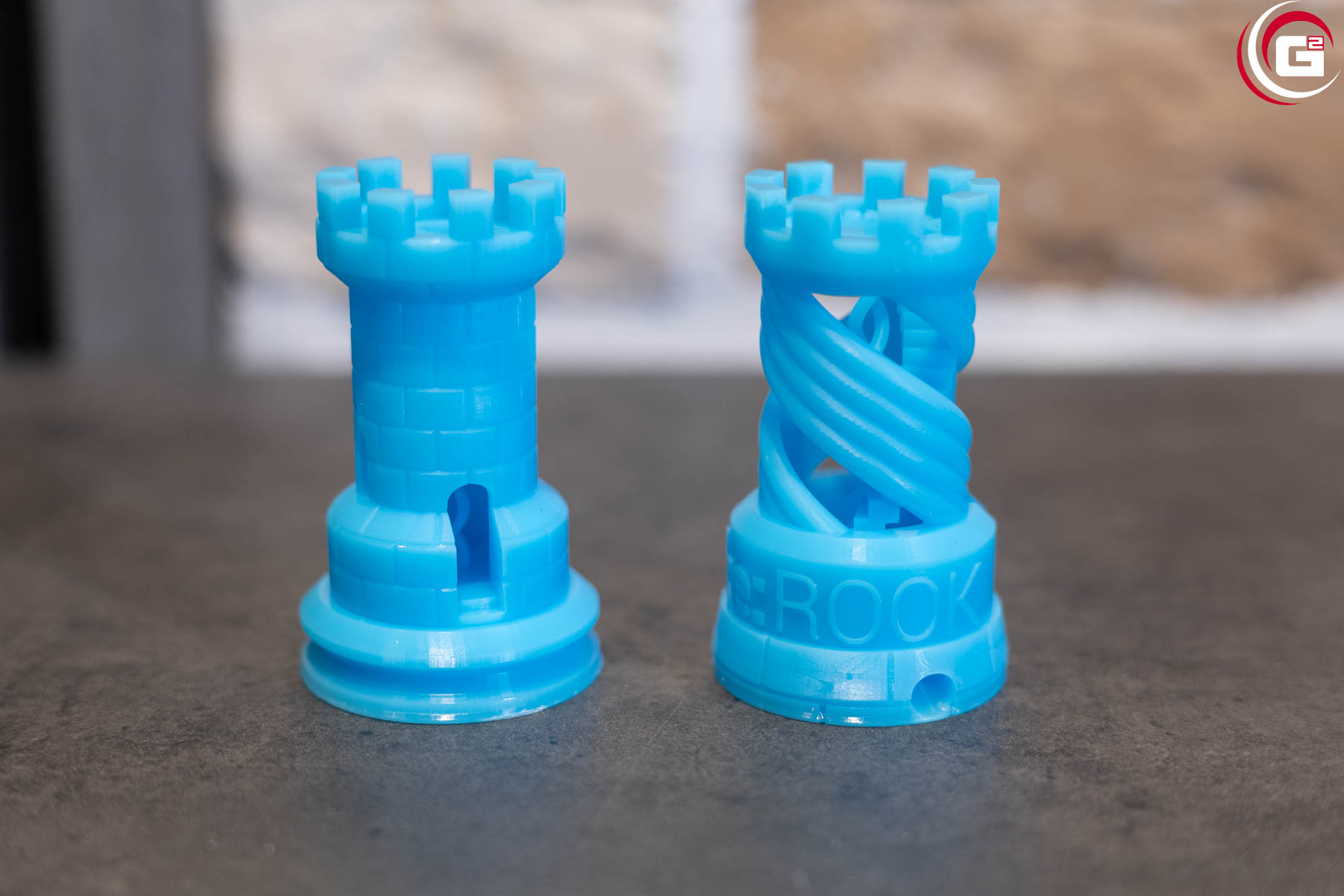
Ein bekanntes Benchmark-Objekt ist der Rook (Link zu Thingiverse). Ein kleiner Burgturm, der über Tür- und Fensteröffnungen verfügt. In seinem Inneren findet sich eine Wendeltreppe und eine Doppelhelix. Mit diesem Objekt lassen sich feine Oberflächendetails und auch der saubere Druck sehr kleiner Elemente prüfen. So demonstriert er einmal die Leistungsfähigkeit des MSLA-Drucks und wir können die korrekte Funktion des Druckers testen. Die Oberfläche ist frei von Unebenheiten und so vollständig glatt. Die frei stehende Treppe und Helix im Inneren des Turms sind sauber, gleichmäßig und fehlerfrei gedruckt. Ebenso sind auch die Zinnen scharfkantig umgesetzt.


Test der maximalen Höhe:
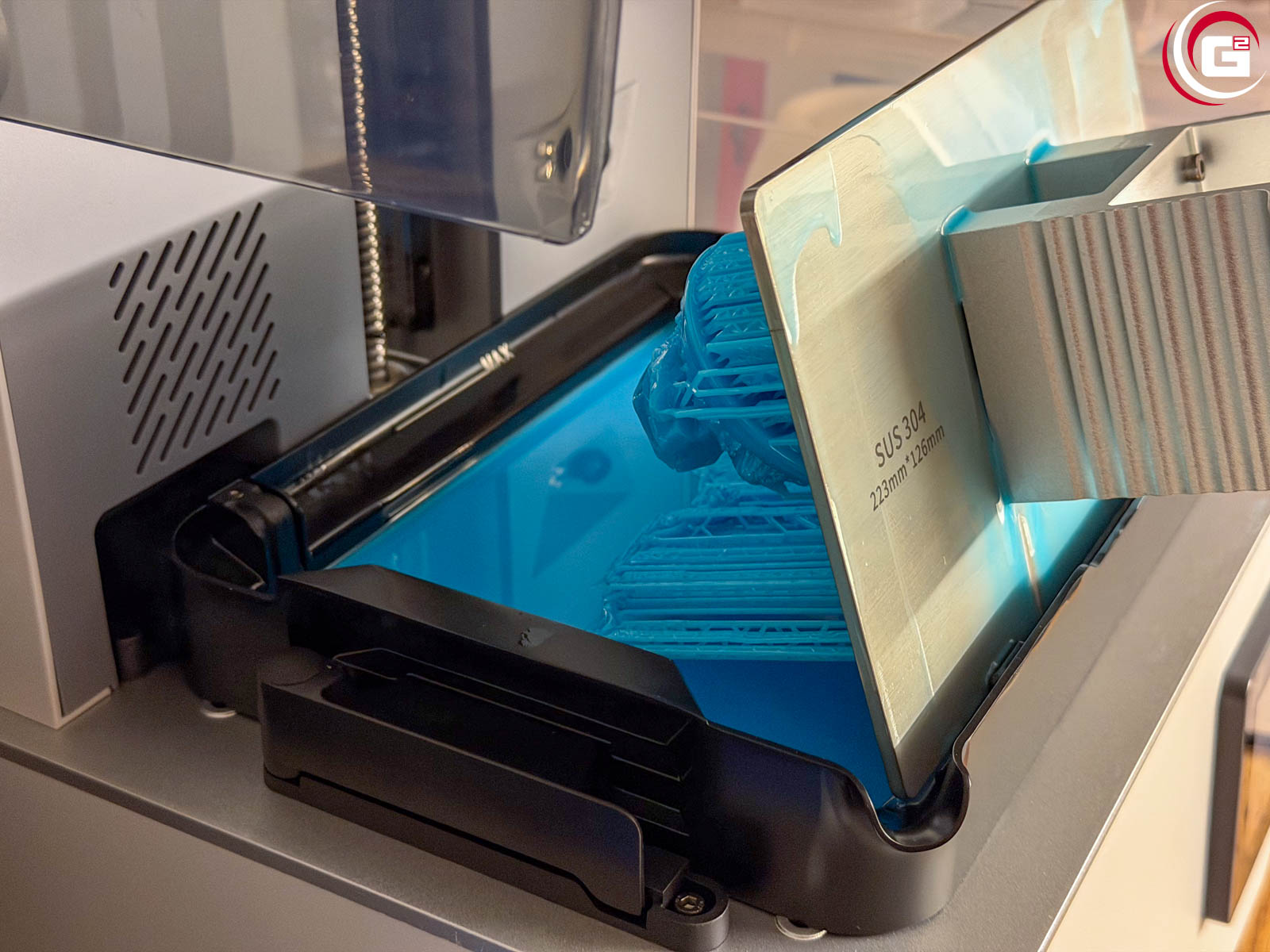
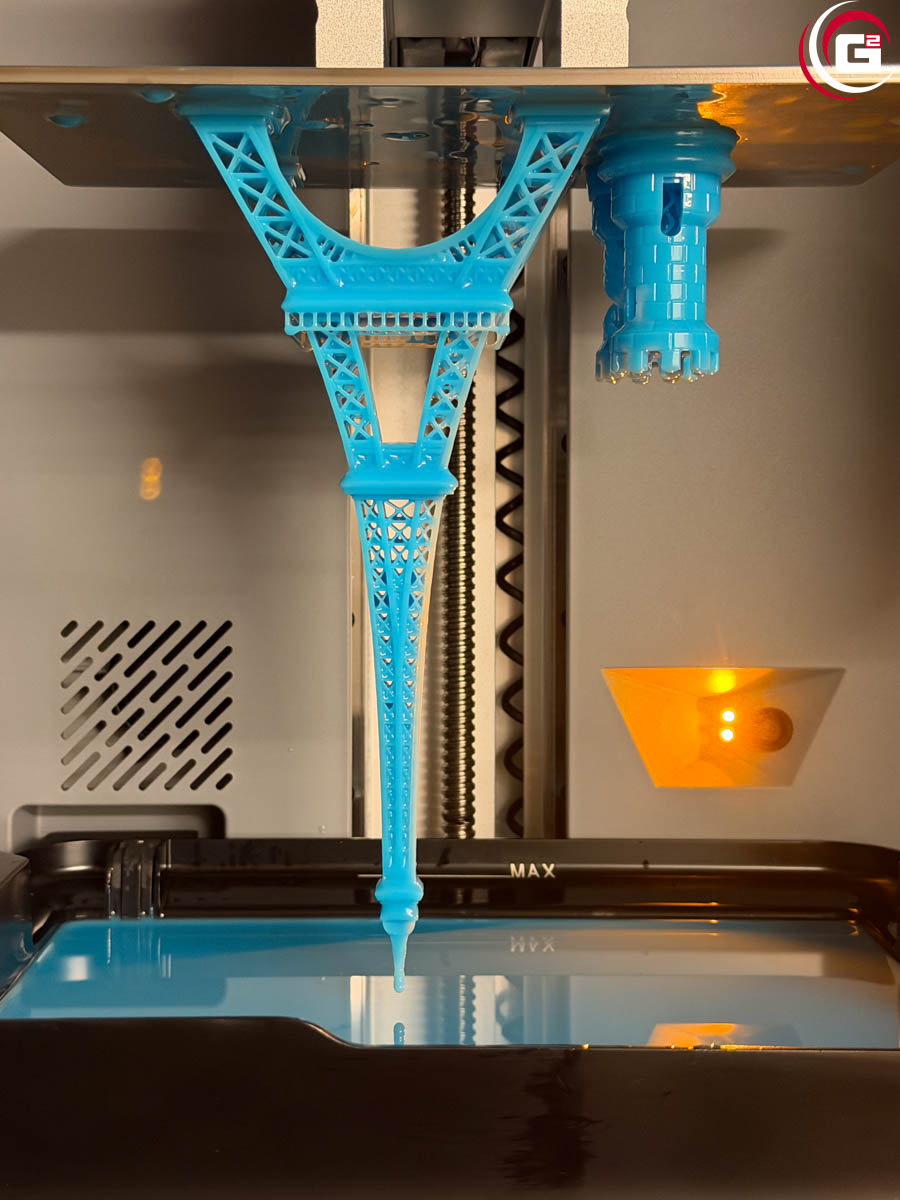
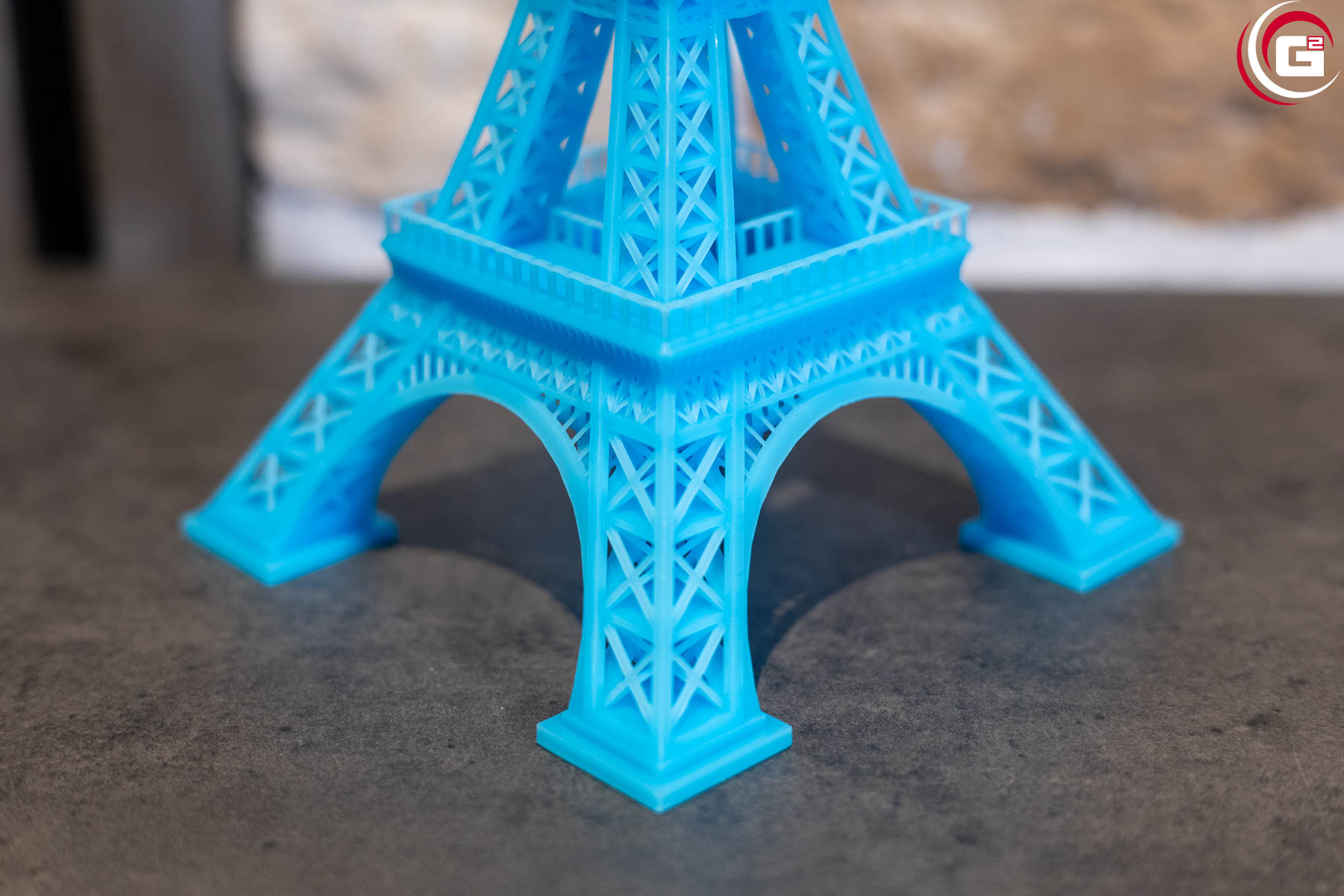
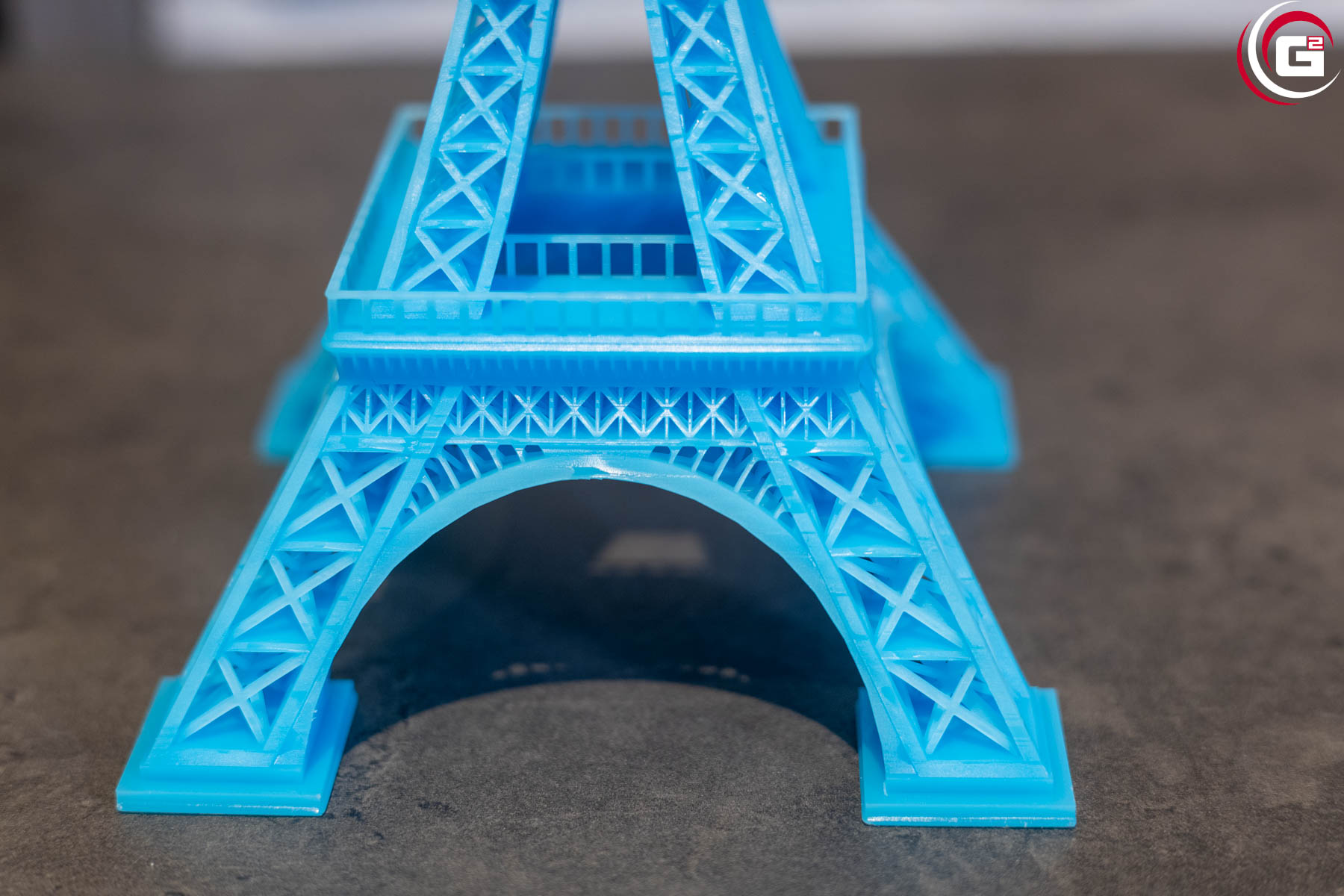
Als weitere Testdrucke haben wir wieder ein vom Eiffelturm inspiriertes Modell genutzt (Link zu Printables). Denn dieser verfügt über eine sehr feine Struktur mit vielen Überhängen und feinen Streben. Ideal, um die Leistungsfähigkeit des Druckers zu testen. Das Modell haben wir so skaliert, dass es den Bauraum mit 300 mm Höhe maximal ausfüllt. Genutzt haben wir auch hier das Bio Resin, das in seinem Druckverhalten dem Standard Resin entspricht. Dank der Optimierung seitens des Druckers dauerte der Druck keine vier Stunden.
Um den Drucker zu fordern, haben wir das Modell ohne Stützstrukturen gedruckt. Die Bögen und Streben sind fehlerfrei gedruckt worden, ebenso die ganzen feinen Gitterstrukturen und auch das Geländer. Auch größere, waagerechte Flächen wurden fehlerfrei umgesetzt. Die Oberfläche ist gleichmäßig und eben.

Figuren und Miniaturen:
Als weiteren Tests des Druckers mit Blick auf feine Strukturen haben wir diverse Tabletop-Miniaturen gedruckt, darunter eine von DM-Stash. Diese kann man über MyMiniFactory, Patreon und die Website von DM-Stash beziehen. Die Druckqualität zeigt sich hier auf einem hochdetaillierten Niveau. Alle Details sind sauber und scharfkantig umgesetzt, selbst extrem feine Strukturen stellen kein Problem dar.










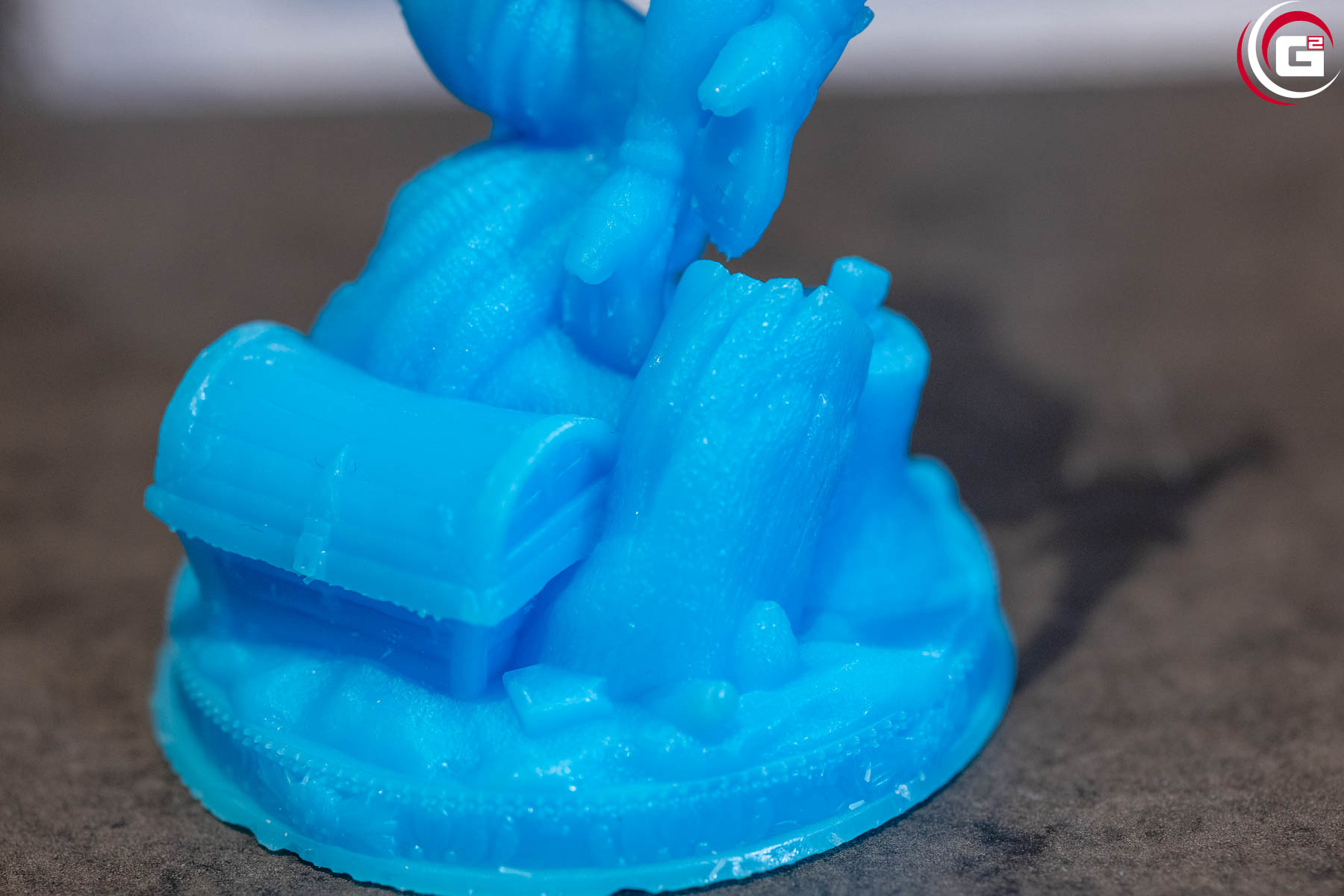

Blizzard bietet zum neuen Mobile Game Warcraft Rumble eine Vielzahl an STL-Dateien von diversen Figuren aus dem Warcraft-Universum. Wie schon in anderen Reviews haben wir auch dieses Mal die Miniatur von Sylvanas gedruckt. Dieses Modell ist an sich nicht so detaillierte wie die Miniaturen von DM Stash, dafür aber zeigt sich hier sehr schön die ebene und gleichmäßige Oberfläche des Modells.



Zuverlässigkeit der smarten Features:
Bei den smarten Features des Druckers merkt man die starken Weiterentwicklungen von Generation zu Generation. Die Füllstandserkennung funktioniert sehr gut. Darüber hinaus kann der Drucker sich lösende Drucke oder ausgehärtete Rückstände in der Wanne erkennen. Da unsere Drucke jedoch alle problemlos liefen, brauchten wir diese Features bislang nicht.
Dank der guten Heizleistung der Resinwanne ist der Aufheizvorgang zügig abgeschlossen. Während des Aufheizens fährt die Druckplatte rauf und runter, sodass das Resin gut und gleichmäßig durchmischt wird.
Das Handling im Single-Modus:
Kurz gesagt, das Handling des Druckers im bisher getesteten Single-Modus war bereits sehr überzeugend. Die Resinwanne lässt sich dank der beiden Klemmhebel leicht ein- und ausbauen. Bei einer Füllmenge von etwa 1.000 ml Resin muss man sich hier auch keine Sorgen bezüglich eines Überlaufens der Wanne machen. Besonders angenehm ist das Einsetzen bzw. Herausnehmen der Druckplatte, denn auch diese wird über einen Klemmhebel fixiert. Das Kalibrieren der Druckhöhe ist ebenfalls schnell durchgeführt. Denn aufgrund der integrierten Kraftsensoren ist der Drucker in der Lage eine mögliche Schiefstellung selbstständig zu erkennen. Sollte dies Mal der Fall sein, kann man mit den integrierten Schrauben für Abhilfe sorgen, im Lieferzustand sollte das jedoch nicht erforderlich werden.
Eine gute Erweiterung ist die integrierte Kamera samt Beleuchtung. Dieses Feature kommt nun seit gut 1,5 Jahren vermehrt in MSLA-Druckern zum Einsatz und ermöglicht neben erweiterten KI-Überwachungen auch ein einfaches Monitoring aus der Ferne. Ein großer Vorteil der Kamera besteht darin, dass diese dem Drucker die Möglichkeit gibt zu erkennen ob sich ein Druck von der Bauplatte gelöst hat. Auch die Beleuchtung ist hier sehr sinnvoll, denn durch die stark getönte Haube gelangt wenig Umgebungslicht in den Drucker und man möchte ja schließlich auch nicht die ganze Nacht das Licht im Raum eingeschaltet lassen.
Upgrademöglichkeiten:
Wie bereits eingangs erwähnt bietet der Anycubic Photon P1 noch einige weitere Möglichkeiten im Hinblick auf die Materialauswahl und Erweiterungen. So ist im Zubehör eine Dual-Bauplatte mit zugehöriger, geteilter Resinwanne erhältlich. Damit ist es möglich gleichzeitig zwei unterschiedliche Resine zu verarbeiten. Am einfachsten ist dies natürlich mit zwei unterschiedlichen Farben machbar. Dieses Feature werden wir in einem separaten Folgeartikel präsentieren.
Für die Arbeit mit hochviskosen Materialien gibt es eine perforierte Bauplatte, die den Widerstand beim Verfahren der Bauplatte reduziert. Auch diese werden wir in Kombination mit dem neuen hochviskosen TPU-Resin von Anycubic separat vorstellen.
Verbesserungen im Rahmen der Testzeit:
Seitens Anycubic gab es im Rahmen der bisherigen Reviews, die die Kickstarter-Kampagne begleitet haben schon verschiedene Verbesserungen und Optimierungen des Druckers. So wurde die Abdeckung gegen eine stärker getönte Variante mit erhöhtem UV-Schutz getauscht. Auch bei der Resinwanne gab es Anpassungen, denn die Maximalmarkierung erwies sich als zu hoch platziert. Diese ist nun etwas tiefer angebracht um ein ungewolltes Überlaufen der Wanne zu vermeiden. So wurde Feedback seitens der Reviewer schnell und direkt in die Produktentwicklung aufgenommen.
Fazit:
Mit dem Photon P1 liefert Anycubic einen technisch sehr ausgereiften MSLA-3D-Drucker ab, der klar auf professionelle Anwender und ambitionierte Maker abzielt. Hochwertige Industriekomponenten wie die Kugelumlaufspindel, das LighTurbo-4.0-System sowie die beheizte Resinwanne mit Wave-Release-Folie sorgen für eine außergewöhnlich hohe Prozessstabilität, exzellente Druckqualität und eine bemerkenswerte Zuverlässigkeit, selbst bei großen oder filigranen Modellen.
Besonders überzeugend ist das durchdachte Gesamtpaket: das Smart Intelligent Leveling System 3.0, intelligente KI-Überwachung, schnelle Wechselmechanismen für Bauplatte und Wanne sowie die sehr gute Integration in das Anycubic-Ökosystem aus Slicer, Cloud und App machen den Arbeitsalltag deutlich komfortabler. Auch die konsequente Unterstützung hochviskoser Resine hebt den Photon P1 klar von vielen Konkurrenzmodellen ab.
Die im Test erzielte Druckqualität bewegt sich auf sehr hohem Niveau: feine Details, glatte Oberflächen und eine zuverlässige Reproduktion selbst kleinster Strukturen bestätigen die technischen Daten auch in der Praxis. Unterm Strich positioniert sich der Anycubic Photon P1 als leistungsstarker, moderner MSLA-Drucker, der sowohl für professionelle Anwendungen als auch für anspruchsvolle Hobbyisten eine äußerst interessante Option darstellt. Wer Wert auf Präzision, Komfort und Zukunftssicherheit legt, erhält hier ein sehr überzeugendes Gesamtpaket.
Aktuell (Stand: 25.01.2026) ist der Drucker im Rahmen der Kickstarter-Kampagne noch bis zum 9. Februar für umgerechnet 456 € vorbestellbar, wodurch sich ein wirklich gutes Preis-Leistung-Verhältnis ergibt.

Der 3D-Drucker Photon P1 wurde Game2Gether von Anycubic für den Test zur Verfügung gestellt. Eine Einflussnahme des Herstellers oder Händlers auf den Testbericht hat nicht stattgefunden.
Quelle: Produktseite Anycubic