

Nachdem die Integration des Input-Shapers den 3D-Druck deutlich beschleunigt hatte, brachte der automatische Mehrfarbdruck noch mehr Schwung in den Markt. Im letzten Jahr ist auch Creality mit dem Creality Filament System (CFS) in diesem Bereich gestartet. Mittlerweile umfasst die K2-Serie drei Modelle, von denen wir uns in diesem Test mit dem Creality K2 Combo das Einstiegsmodell anschauen.
Vielen Dank an Creality für die Bereitstellung des Druckers und des Filaments.
Technische Daten:
Grundlegend ist die K2-Serie eine konsequente Weiterentwicklung der erfolgreichen K1-Serie. Der Creality K2 Combo ist zwar das Einstiegsmodell dieser Generation, bietet aber dennoch eine hochwertige Ausstattung. Mit einem Bauraum von 260 x 260 x 260 mm ist er in der Klasse der normal großen Desktop-3D-Drucker sehr gut aufgestellt. Er bietet eine maximale Druckgeschwindigkeit von 600 mm/s mit einer maximalen Beschleunigung von 20.000 mm/s². Der Drucker setzt dabei auf den stabilen und präzisen CoreXY-Aufbau. Hierbei wird der Druckkopf über die x- und y-Achse an der Druckeroberseite in der Ebene bewegt und die Bauplatte über die z-Achse nach unten hin abgesenkt. Gelagert werden hier die x- und y-Achse mittels Rundführungen, die auf Linearwellen aus Stahl laufen. Das Druckbett wird über zwei Trapezgewindespindeln gehoben und gesenkt sowie mittels vier Linearwellen gelagert. Der Rahmen besteht aus Aluminium-Druckguss-Teilen und vereint so ein elegantes Design mit einem stabilen Rahmen. Die Abluft des Druckers wird über einen Aktivkohlefilter von Schadstoffen befreit. Für den Antrieb der x-/y-Achse sowie des Extruders kommen FOC-Schritt-Servo-Motoren zum Einsatz, die eine noch höhere Genauigkeit ermöglichen.
Auch der Druckkopf wurde weiterentwickelt und erreicht nun einen Durchsatz von bis zu 40 mm³/s. Für ein präzises Einführen des Filaments ist ein Filament-Sensor integriert und ein automatischer, magnetischer Schneider sorgt für saubere Abschnitte beim Filamentwechsel. Durch die maximale Düsentemperatur von 300 °C sind nahezu alle üblichen Filamente nutzbar. Der integrierte Heizer besitzt eine Heizleistung von 70 W und ermöglicht so ein besonders schnelles Aufheizen. Der Druckkopf verfügt über einen leistungsstarken Lüfter, dessen Luftstrom so geführt wird, dass er eine möglichst gleichmäßige Objektkühlung erreicht. Zusätzlich ist im Bauraum an der rechten Seite noch ein Lüfter installiert, der einen zusätzlichen Luftstrom bietet. Eine automatische Druckbettnivellierung stellt sicher, dass die erste Schicht immer einwandfrei ausgeführt wird. Standardmäßig kommt eine Federstahlplatte mit PEI-Beschichtung und glatter Oberfläche zum Einsatz.
Mehrere AI-Features bieten einen komfortableren und zuverlässigeren Druck. Im Bauraum ist eine AI-Kamera mit 720p-Auflösung installiert. Diese kann Druckfehler erkennen (Spaghetti-Detection), aber auch Fremdobjekte im Druckraum werden erkannt und der Druckvorgang automatisch pausiert. Zudem kann man die Kamera für eine Live-Überwachung nutzen und es werden auch automatisch Zeitraffervideos aufgezeichnet. Über einen integrierten G-Sensor kann das Schwindungsverhalten der Achsen vermessen werden, damit der Input Shaper den Druckvorgang entsprechend optimieren kann.
Bedient wird der Drucker über ein 4″ messendes Farbdisplay mit Touch-Oberfläche. Das Creality OS bietet eine reaktionsschnelle Benutzeroberfläche und kann Daten und Befehle in Echtzeit mit Computer, Smartphone und der Creality Cloud synchronisieren. Eine Netzwerkeinbindung ist via WLAN möglich.
Das Creality Filament System (CFS)
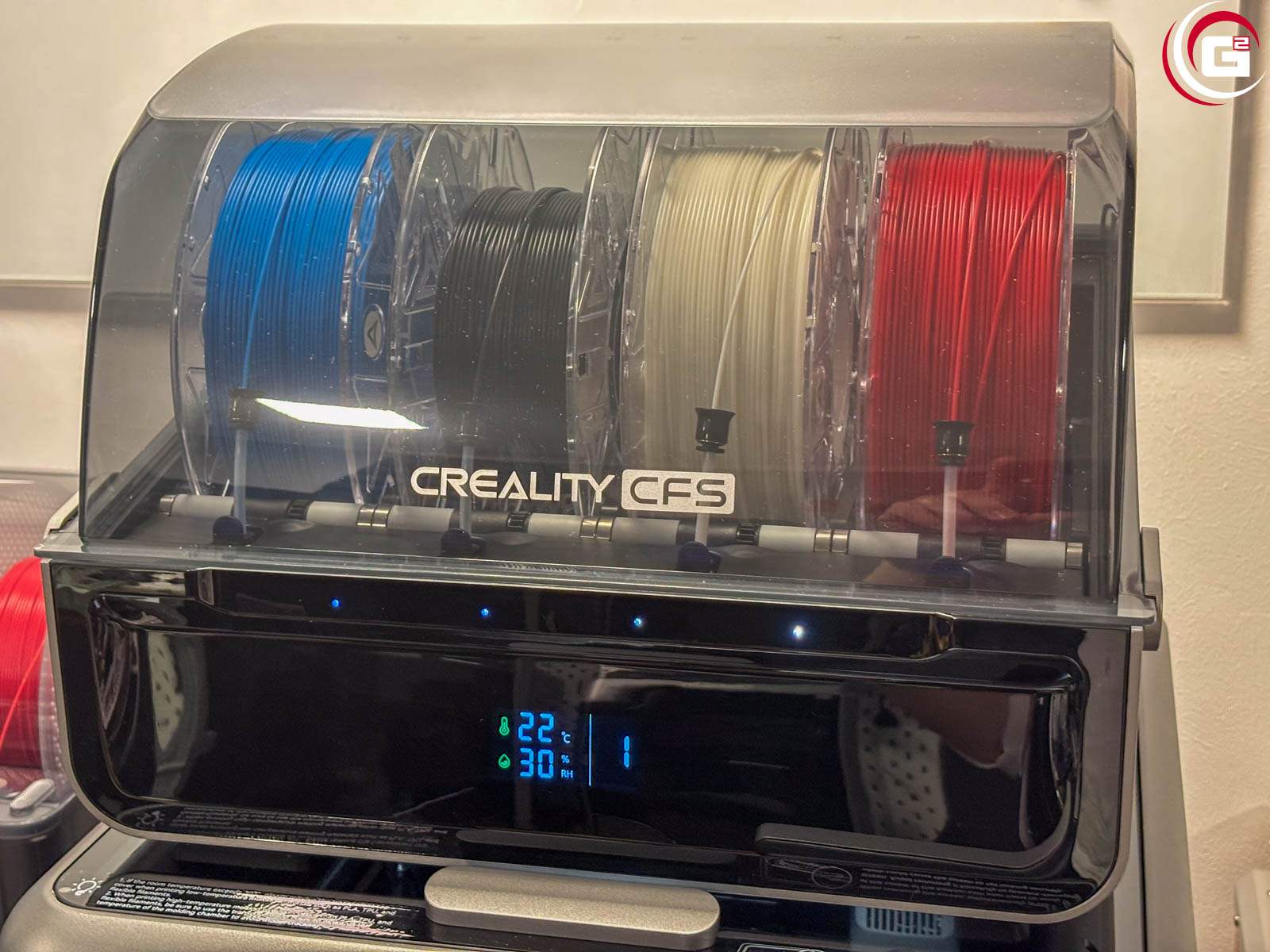
Das Creality Filament System (CFS) ist ein intelligentes Mehrfarben- und Material-Managementsystem, das speziell für den Einsatz mit modernen Creality-3D-Druckern wie der K2-Serie entwickelt wurde. Es bietet Platz für bis zu vier Filamente pro Modul und lässt sich durch zusätzliche Einheiten auf bis zu 16 Farben erweitern. Dank automatischem Filamentwechsel ermöglicht das CFS nahtlose Multicolor-Drucke, ohne dass der Nutzer manuell eingreifen muss. Eingebaute Sensoren erkennen Filamentende oder -bruch und sorgen dafür, dass der Druckprozess zuverlässig fortgesetzt wird. Über RFID-Chips identifiziert das System die eingesetzten Spulen und stellt die passenden Parameter automatisch ein. Zusätzlich schützt ein integrierter Trockenraum mit Trockenmittel die Materialien vor Feuchtigkeit, was die Druckqualität langfristig verbessert. Über ein Display werden sowohl Temperatur als auch Feuchtigkeit angezeigt. Mit klaren Statusanzeigen für jeden Slot und einer kompakten Bauweise macht das CFS den 3D-Druck komfortabler, vielseitiger und sicherer, ideal für kreative Projekte, die mehrere Farben oder lange Druckzeiten erfordern.
| Filamentdurchmesser: | 1,75 mm |
| Druckbetttemperatur: | ≤ 100 °C |
| Hotend-Temperatur: | ≤ 300 °C |
| Druckraum: | 260 x 260 x 260 mm (TBH) |
| Druckdüse: | 0,4 mm (austauschbar) |
| Druckgeschwindigkeit: | maximal: 600 mm/s |
| Beschleunigung: | maximal: 20.000 mm/s² |
| Druckbett: | magnetisch mit PEI-Federstahlplatte (glatt) |
| Bedienfeld: | 4″ LCD-Touch-Control-Display |
| Datenübertragung: | USB-Stick, WiFi, Creality Cloud |
| Anschlüsse: | WiFi, USB |
| Features: |
|
| Abmessungen: | 404 x 436 x 545 mm (TBH) |
| Gewicht: | 18,3 kg |
Über Creality:
![]() Seit der Gründung im Jahr 2014 hat sich Shenzhen Creality 3D Technology Co. Ltd. zu einem der weltweit führenden Herstellern von 3D-Druckern entwickelt. Die zentrale Business-Strategie von Creality trägt den Namen „One Core with Two Wings“. Somit bilden die 3D-Drucker den Kern und werden auf der einen Seite von einem Ecosystem aus 3D-Scannern, Laser-Gravierern, Filament und weiterem Zubehör sowie auf der anderen Seite von der Creality Cloud, als zentrale 3D-Druck-Plattform, unterstützt. Die einzelnen Druckerserien Ender, HALOT und Shermoon werden dabei selbst als erfolgreiche Marken geführt. Über die eigene In-House-Entwicklung hält Creality zudem mittlerweile über 560 verschiedene Patente. Verfügbar sind die Drucker von Creality mittlerweile in 100 Ländern und Regionen. Zudem ist Creality auch in den sozialen Medien sehr aktiv, neben dem Hauptunternehmensprofil gibt es separate Profile und Gruppen für die einzelnen Unternehmenssparten und -marken.
Seit der Gründung im Jahr 2014 hat sich Shenzhen Creality 3D Technology Co. Ltd. zu einem der weltweit führenden Herstellern von 3D-Druckern entwickelt. Die zentrale Business-Strategie von Creality trägt den Namen „One Core with Two Wings“. Somit bilden die 3D-Drucker den Kern und werden auf der einen Seite von einem Ecosystem aus 3D-Scannern, Laser-Gravierern, Filament und weiterem Zubehör sowie auf der anderen Seite von der Creality Cloud, als zentrale 3D-Druck-Plattform, unterstützt. Die einzelnen Druckerserien Ender, HALOT und Shermoon werden dabei selbst als erfolgreiche Marken geführt. Über die eigene In-House-Entwicklung hält Creality zudem mittlerweile über 560 verschiedene Patente. Verfügbar sind die Drucker von Creality mittlerweile in 100 Ländern und Regionen. Zudem ist Creality auch in den sozialen Medien sehr aktiv, neben dem Hauptunternehmensprofil gibt es separate Profile und Gruppen für die einzelnen Unternehmenssparten und -marken.
Verpackung und Lieferumfang:
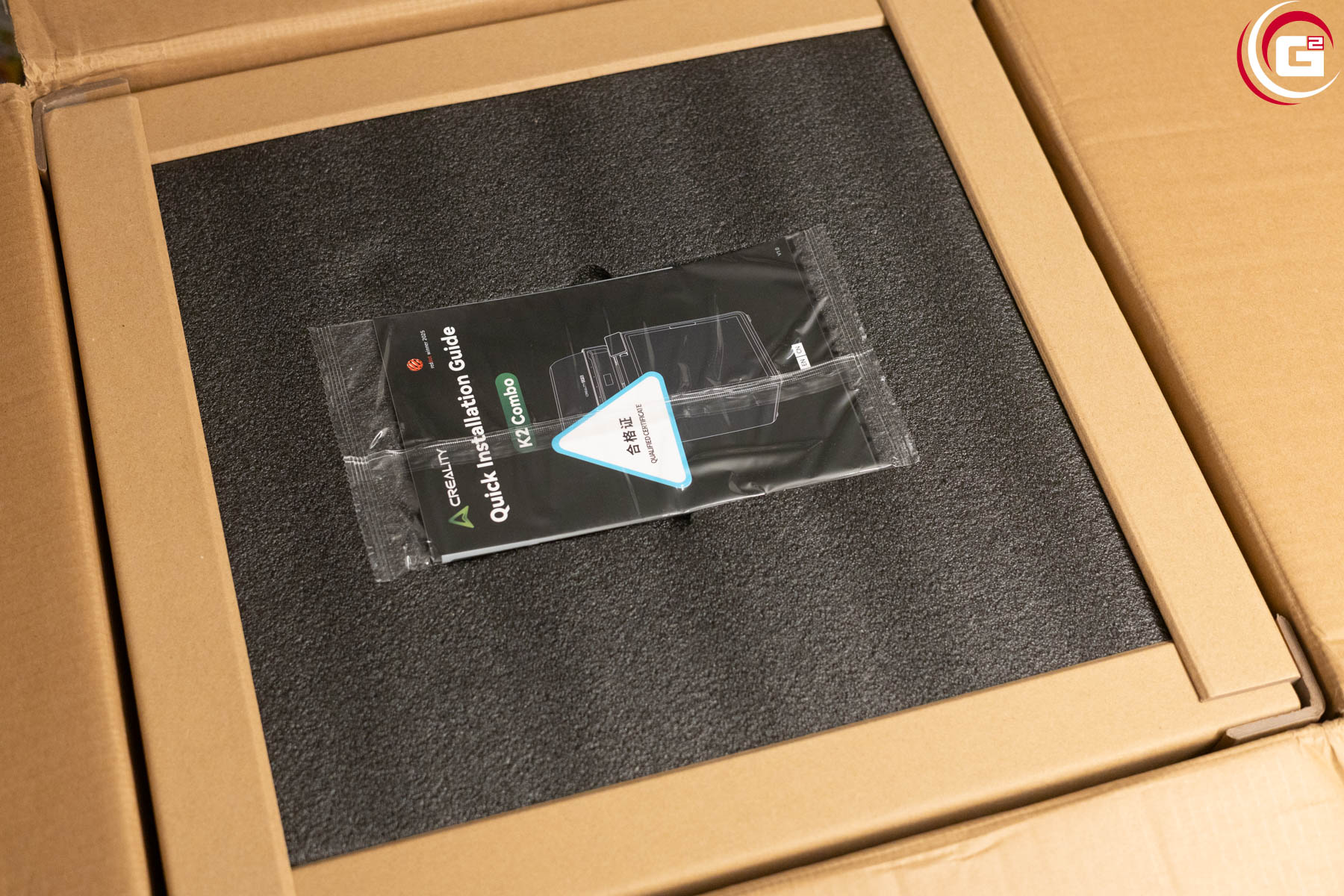
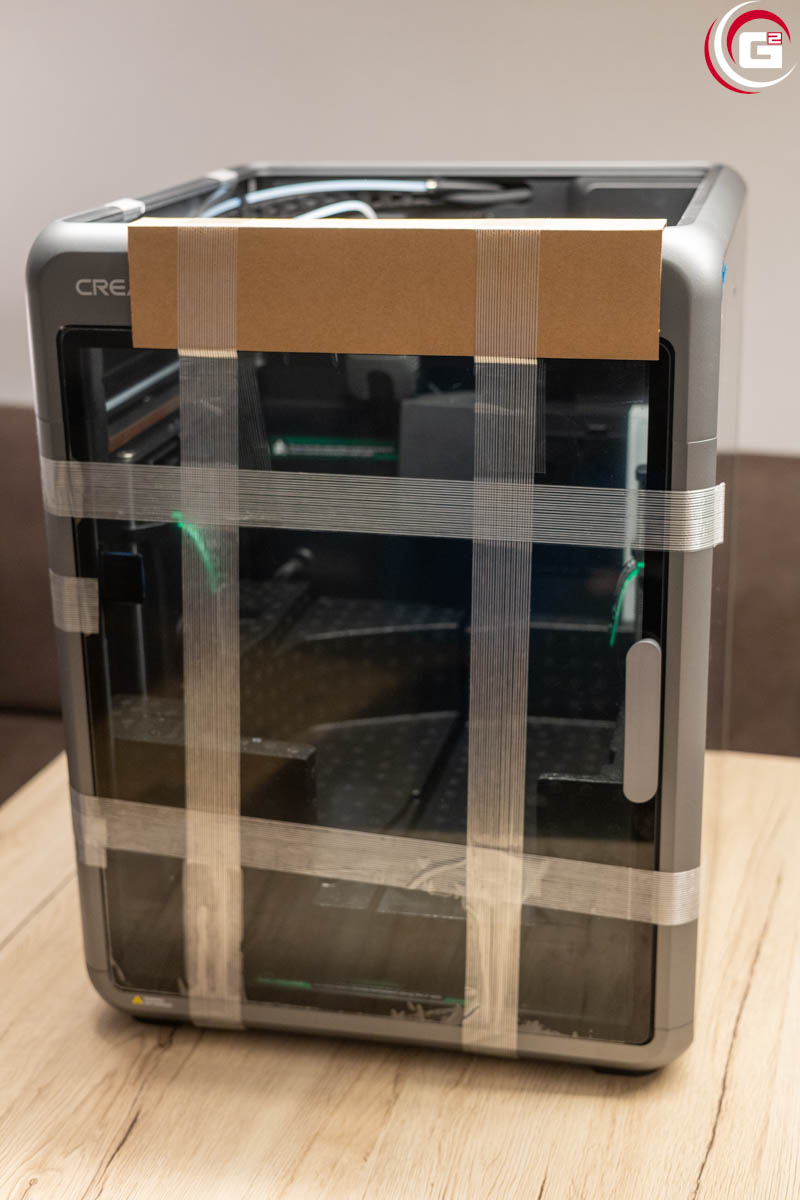
Geliefert wird der Creality K2 Combo in einem Karton im typischen Creality-Design. Dieser zeigt eine zeichnerische Darstellung des Druckers und einige Transporthinweise. Im Inneren wird der vormontierte Drucker durch passgenau zugeschnittene Schaumstoffelemente geschützt. Darüber hinaus befindet sich der Drucker in einem Folienbeutel und empfindliche Oberflächen sind mit Schutzfolien versehen. Auf dem Karton findet sich eine ausführliche Anleitung zum Auspacken, da hier keine spezifische Reihenfolge einzuhalten ist. Die CFS-Einheit ist elegant im Innenraum des Druckers gelagert. Für einen sicheren Transport ist die Glasabdeckung in einem Pappumschlag seitlich an den Drucker geklebt.
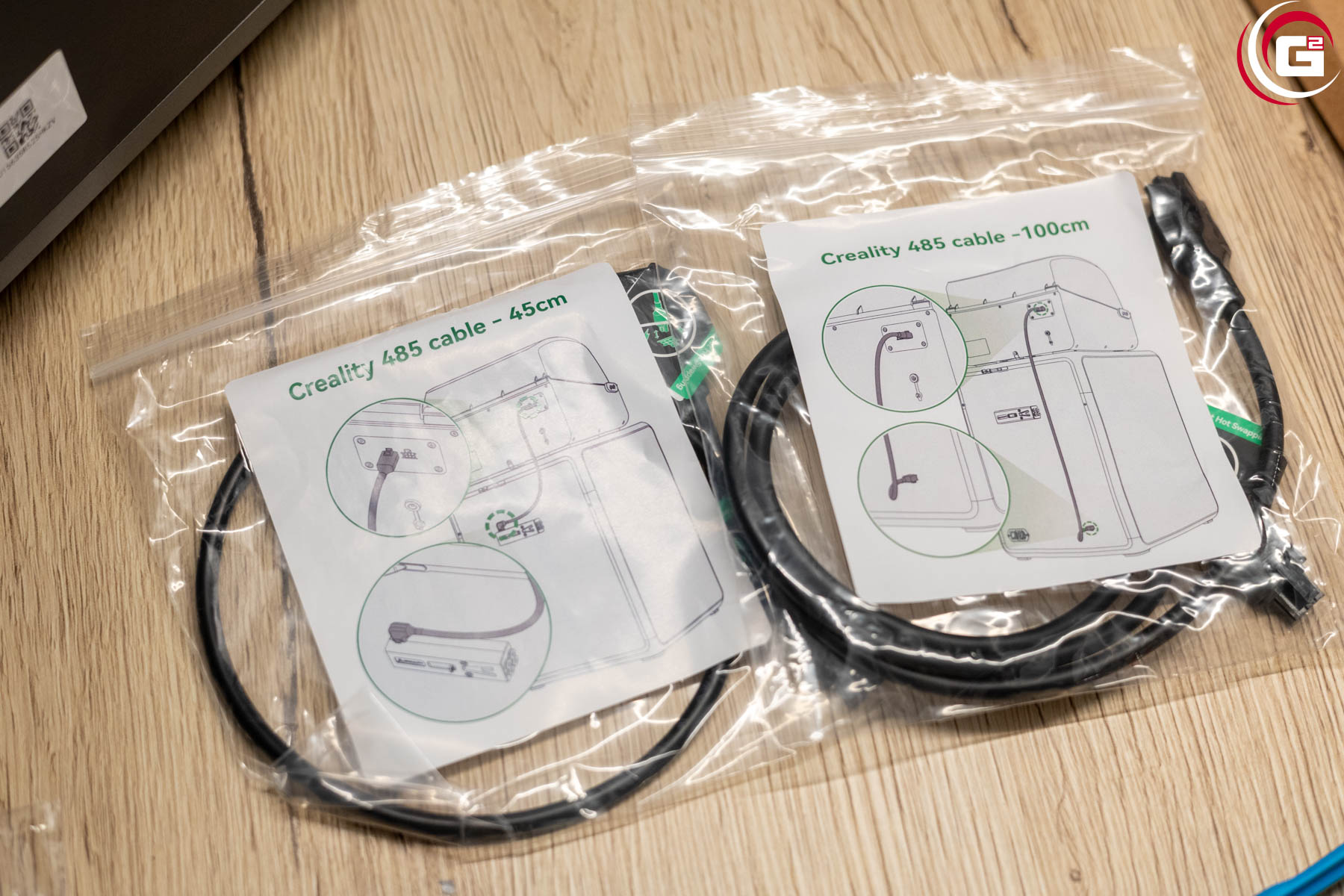
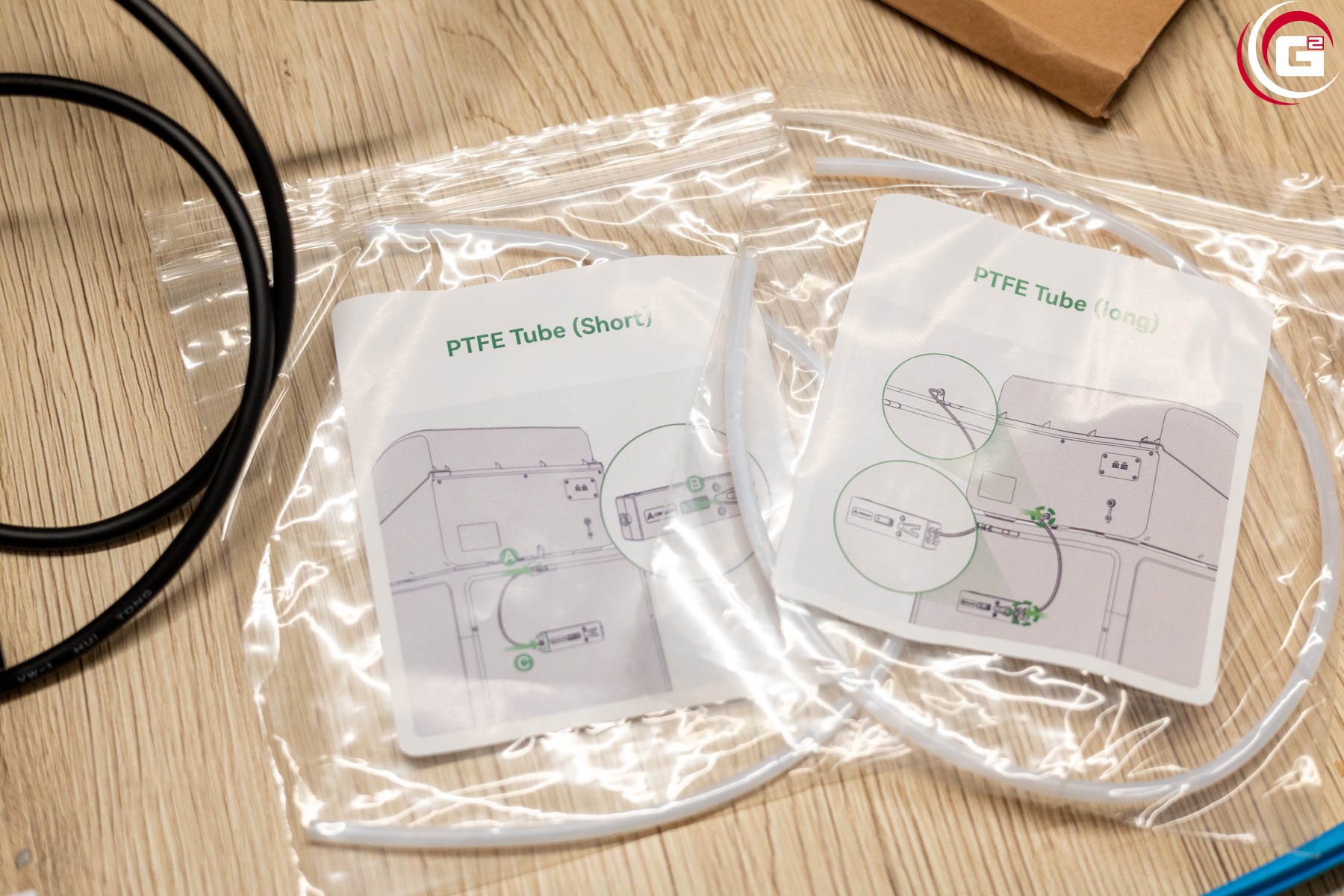
Der Lieferumfang besteht neben dem zu 99 % vormontierten Drucker, aus der CFS-Einheit, dem separat verpackten Display, der Glasabdeckung, dem Spulenhalter, den Kabeln für das CFS, Bowden-Tubes, dem Anschlusskabel, einem USB-Stick, der Bedienungsanleitung, einer 200 g Rolle Hyper PLA in Weiß und einem Werkzeugset inklusive Schmierfett.






Design und Verarbeitung:
Nachfolgend werfen wir einen Blick auf die einzelnen Elemente des Creality K2 Combo.
Der Drucker von außen:
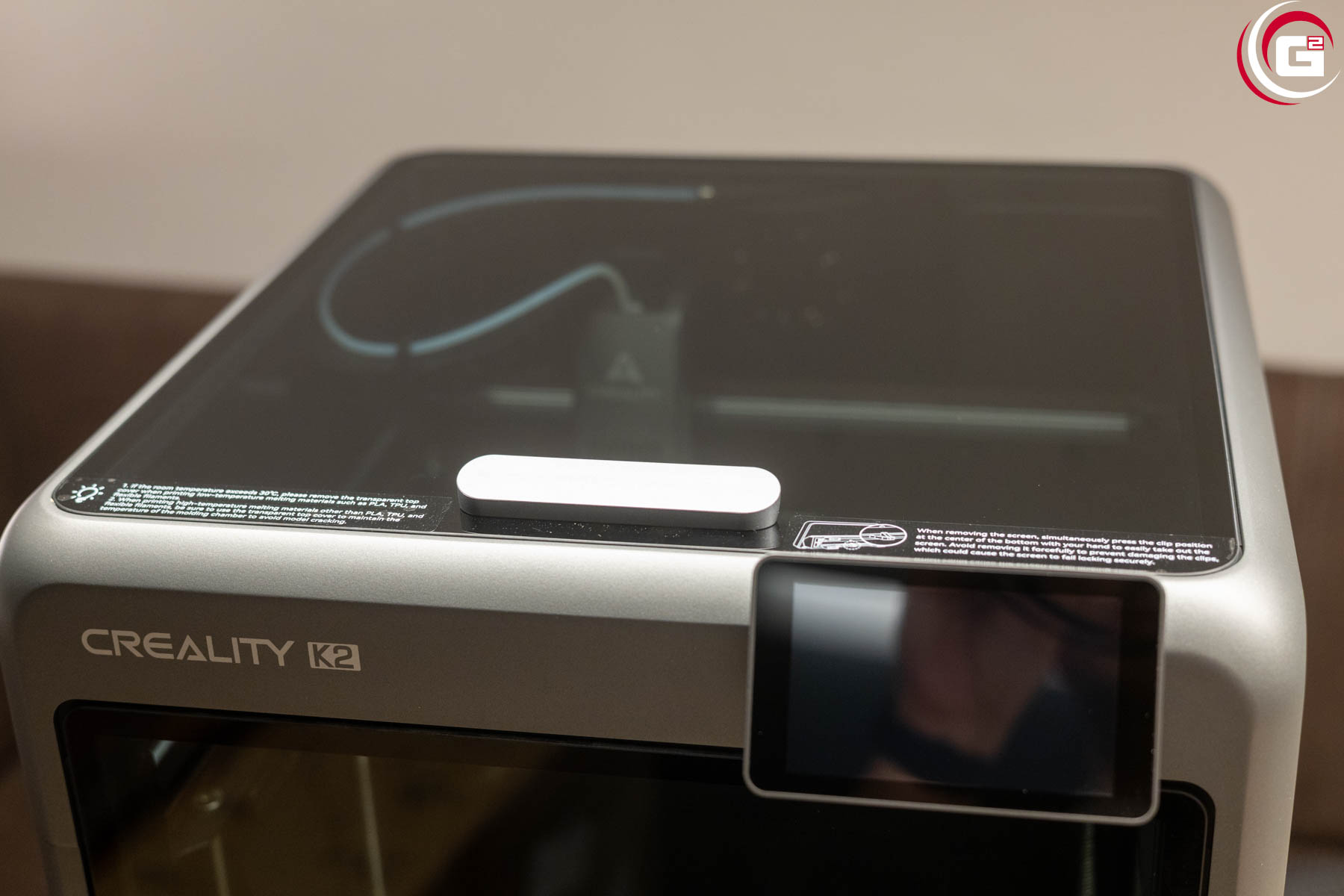
Von außen tritt der Drucker sehr edel und elegant auf. Der Rahmen aus Druckguss-Aluminium-Profilen ist sauber verarbeitet und in einem dunkelgrau-metallic Ton beschichtet. Die Rückseite des Druckers besteht aus einer Kunststoffplatte und die linke und rechte Seite aus einem stark getönten Acrylglas. Als obere Abdeckung kommt Temperglas zum Einsatz. Die Fronttür besteht aus ebenfalls getöntem Echtglas und lässt sich etwa um 110° öffnen. Innen finden sich Gummierungen, für eine bessere Entkopplung, zudem fixieren die Scharniere besser in den Endpositionen.
An der Rückseite es Druckers findet der Spulenhalter Platz. Das Filament kann von dort über einen Bowden-Tube in den Drucker eingeführt werden. Zudem sind hier der Auswurfschacht für die Druckkopfreinigung sowie der Montagepunkt für die Weiche des CFS-System zu finden. Darüber hinaus befindet sich an der Rückseite die Abluft für den Druckraum. Die Abluft wird über einen Aktivkohlefilter nach außen geführt. Von vorne gesehen unten rechts befindet sich der Anschluss für das Kaltgerätekabel und hier ist auch der Ein-/Ausschalter untergebracht.
Neben der großzügigen Tür für den Druckraum befindet sich an der Druckerfront oben rechts die Montageposition für das Bediendisplay im Querformat, mit einer Diagonale von 4″. An der oberen rechten Seite des Druckers ist der Anschluss für den USB-Stick positioniert.
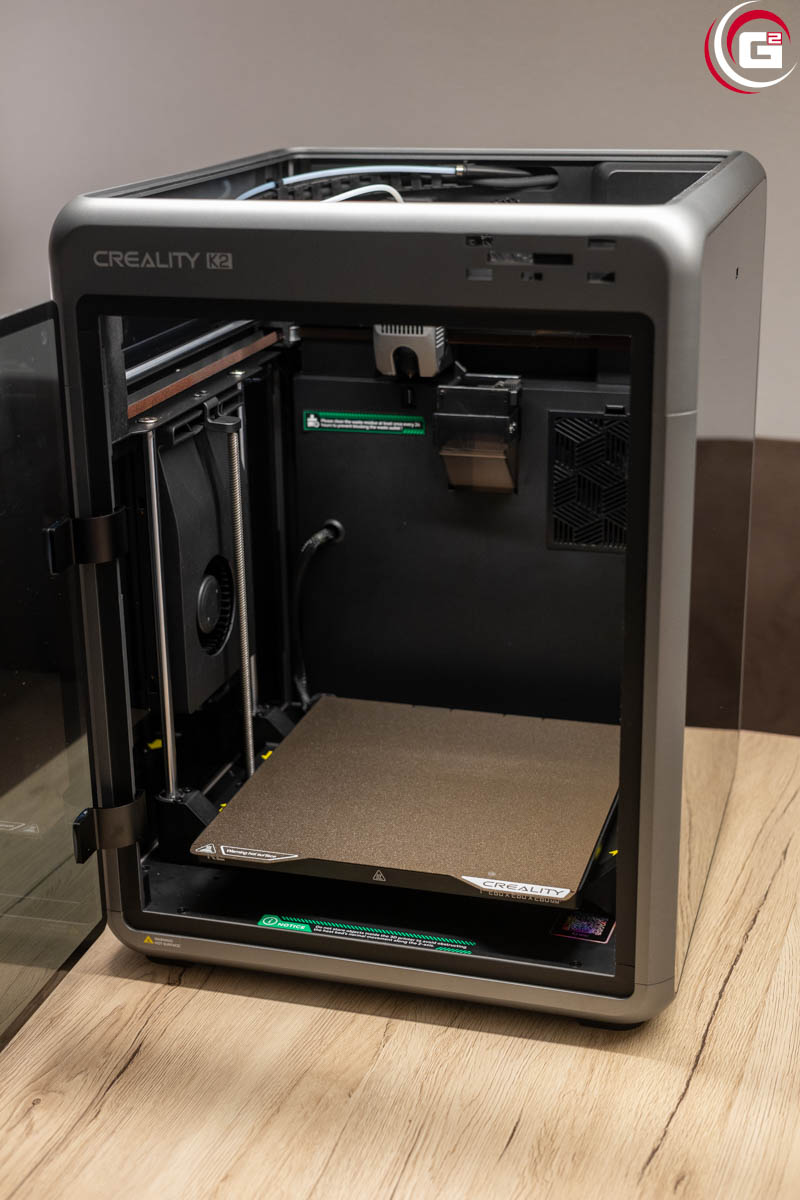


Der Drucker von innen:
Auch der Innenraum des Creality K2 Combo ist wie bei den früheren Modellen der Serie sehr aufgeräumt. Die Antriebsmechanik der z-Achse mit ihren zwei angetriebenen Trapezgewindespindeln befindet sich unter einer durchgängigen Bodenplatte, die quasi nahtlos an der Front endet. So können Filamentreste sehr einfach aus dem Bauraum entfernt werden. Am oberen Ende des Bauraums findet sich der CoreXY-Antrieb mit seinen Linearwellen und Rundführungen. Bewegt werden die x- und y-Achse, wie üblich, über Zahnriemen. Die Filamentführung erfolgt von der Rückseite des Druckers her. Vorne rechts ist in der oberen Ecke die AI-Kamera zur Überwachung des Druckraums platziert. Auf der linken Seitenwand befindet sich zudem ein Zusatzlüfter, der für einen zusätzlichen Kühlluftstrom an der Druckdüse sorgt. Mittig an der Rückseite befindet sich die Reinigungsposition des Druckkopfs mit dem Schacht für die Filamentreste.


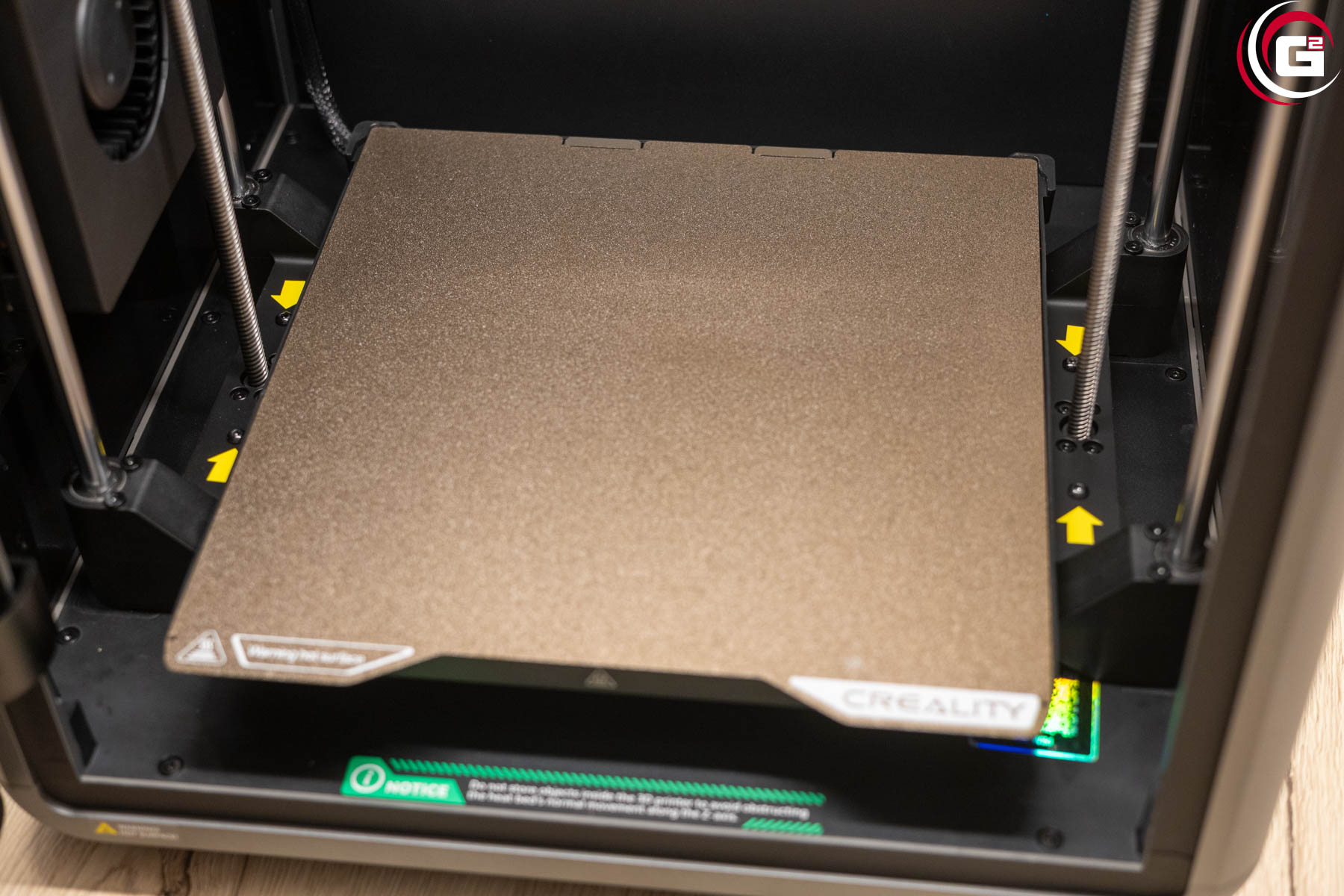
Die Bauplattform:
Dem allgemeinen Standard folgend verfügt der Drucker über eine Dauerdruckplatte aus Federstahl mit beidseitige rauer PEI-Beschichtung. Sie wird magnetisch auf dem Heizbett gehalten. Eine Kontur am Ende stellt eine saubere Ausrichtung der Platte sicher.
Der Druckkopf:
Sehr kompakt fällt die Einheit aus Direct-Drive-Extruder und Hotend mit integriertem Filamentabschneider aus. Der Extruder nutzt zwei angetriebene, profilierte Förderräder aus Metall. Die Druckdüse lässt sich besonders leicht mit wenigen Handgriffen austauschen. Das Hotend kann mit dem Keramikheizelement in kurzer Zeit von Umgebungstemperatur auf 200 °C erhitzt werden und erreicht eine maximale Temperatur von 300 °C. Die Luft zur Kühlung wird von der Vorderseite her angesaugt und gleichmäßig um die Düse verteilt.
Das CFS:
Das Creality Filament System besitzt ein sehr elegantes Gehäuse aus anthrazit-metallic-farbenem Kunststoff mit einer Acryl-Rauchglasabdeckung. Die Filamentspulen sitzen im Inneren auf angetriebenen Rollen und werden im geschlossenen Zustand von Federhaltern an Ort und Stelle gehalten. Das Filament wird über Bowdentubes eingeführt. Ein sehr schönes Detail ist die in die Front integrierte Temperatur- und Luftfeuchtigkeitsanzeige.





Montage:
Da der Creality K2 Combo zu 99 % aufgebaut geliefert wird, kann von einer Montage hier kaum die Rede sein. Zunächst haben wir die Schutzfolien von den Echtglas- und Acrylglas-Scheiben abgezogen und auch die Klebebänder entfernt. Dann müssen zwei Sicherungen an den Wellen und Führungen der z-Achse sowie vier Schrauben am Druckbett entfernt werden. Diese sind sehr gut markiert.

Da die Füße vormontiert sind, braucht man nur die Abdeckung aufzulegen und das Display an der Vorderseite anschließen und aufstecken. Dann muss man sich entscheiden, ob man den Filamenthalter an der Rückseite oder das CFS nutzen möchte. Wir haben uns für Letzteres entschieden und daher auf die Montage des Spulenhalters verzichtet. Für den Anschluss des CFS muss man zunächst die Weiche an der Rückseite verschrauben. Dann verbindet man das CFS mittels RS-485-Kabel mit dem Drucker und der Weiche. Ein Bowdentube kommt zwischen CFS und Weiche, der andere zwischen Weiche und Drucker.




Bedienung und Steuerung:
Die Bedienung und Steuerung des Creality K2 Combo ist über das integrierte Touchscreen-Display, die Creality Cloud App und die Creality Print Software möglich. So stehen einem von der direkten Ansteuerung bis hin zur Fernsteuerung viele Möglichkeiten offen. Natürlich sind einige Funktionen nur in der direkten Bedienung möglich.
Direkte Bedienung:
Am Drucker selber erfolgt die Bedienung über eine neue Version des Creality OS am integrierten Touchscreen. Durch das große, gut aufgelöste Display können viele Informationen gleichzeitig übersichtlich angezeigt werden. Der Touchscreen erfasst die Bedienung zuverlässig.
Beim ersten Start des Druckers muss man zunächst die Bediensprache auswählen. Anschließend kann man die WLAN-Verbindung konfigurieren und die Verbindung zur Creality Cloud herstellen. Für letzteres braucht man nur mit der App einen vom Drucker angezeigten QR-Code zu scannen. Danach ist der Drucker bereits konfiguriert und er startet mit einem Selbsttest. Hierbei wird die Bewegung der Achsen erprobt, ein Aufheizvorgang vorgenommen und anschließend die Auto-Nivellierung durchgeführt. Abschließend werden noch über den integrierten G-Sensor die Schwindungswerte der Achsen ermittelt. Nun ist der Drucker einsatzbereit. Gegebenenfalls kann hier auch ein Firmware-Update durchgeführt werden. Dieses kann man OTA (on the air = über die Internetverbindung) oder manuell mittels USB-Stick durchführen. Auf der Support-Seite von Creality finden sich für die Drucker neben der aktuellen, auch immer einige vorherige Firmware-Versionen. So kann man auch gezielt die aktuellste Version auslassen oder einen Rollback durchführen.
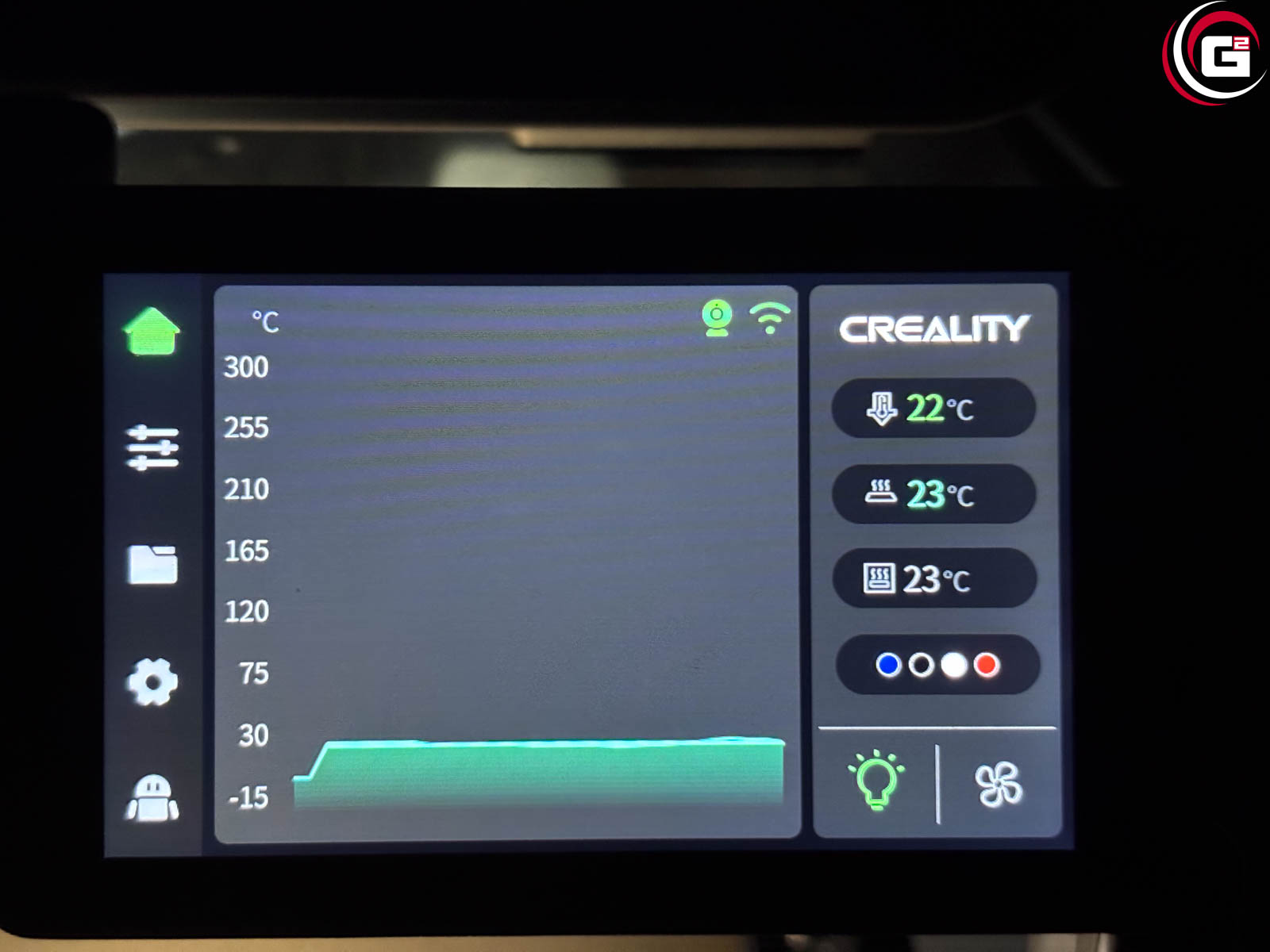



Das GUI ist in fünf verschiedene Reiter unterteilt und so strukturiert, wie wir es schon aus der K1-Serie kennen.
Der erste Reiter ist gewissermaßen die Startseite. Hier können wir die Temperatur von Hotend und Druckbett manuell vorgeben sowie die verschiedenen Lüfter ein- und ausschalten. Die aktuelle Temperatur von Hotend und Druckbett wird dabei in einem Verlaufsdiagramm visualisiert.
Im zweiten Reiter finden sich allerlei nützliche Tools, die auf vier Tabs aufgeteilt sind. So können wir hier die Achsen nullen und in 1-mm-, 10-mm- und 30-mm-Schritten bewegen. Hier kann man auch nochmal die Temperatur von Hotend und Druckbett sehen und einstellen sowie Lüfter ein-/ausschalten. Auch eine gezielte Materialförderung ist hier möglich. Der zweite Tab dient zur Kontrolle des CFS: Hier kann man die geladenen Filamente sehen und, falls man kein RFID-Filament nutzt, das Filament manuell einstellen. Über den dritten und vierten Reiter sind einige Einstellungen zugänglich.
Der dritte Reiter bietet eine Übersicht über alle Druckdaten, die sich auf dem internen Speicher und dem USB-Stick befinden (falls einer angeschlossen ist). Ebenfalls kann man hier einen Druckverlauf einsehen. Bei den jeweiligen Druckdateien werden neben einer Grafik des Modells auch die benötigte Menge und die zu erwartende Druckzeit angezeigt.
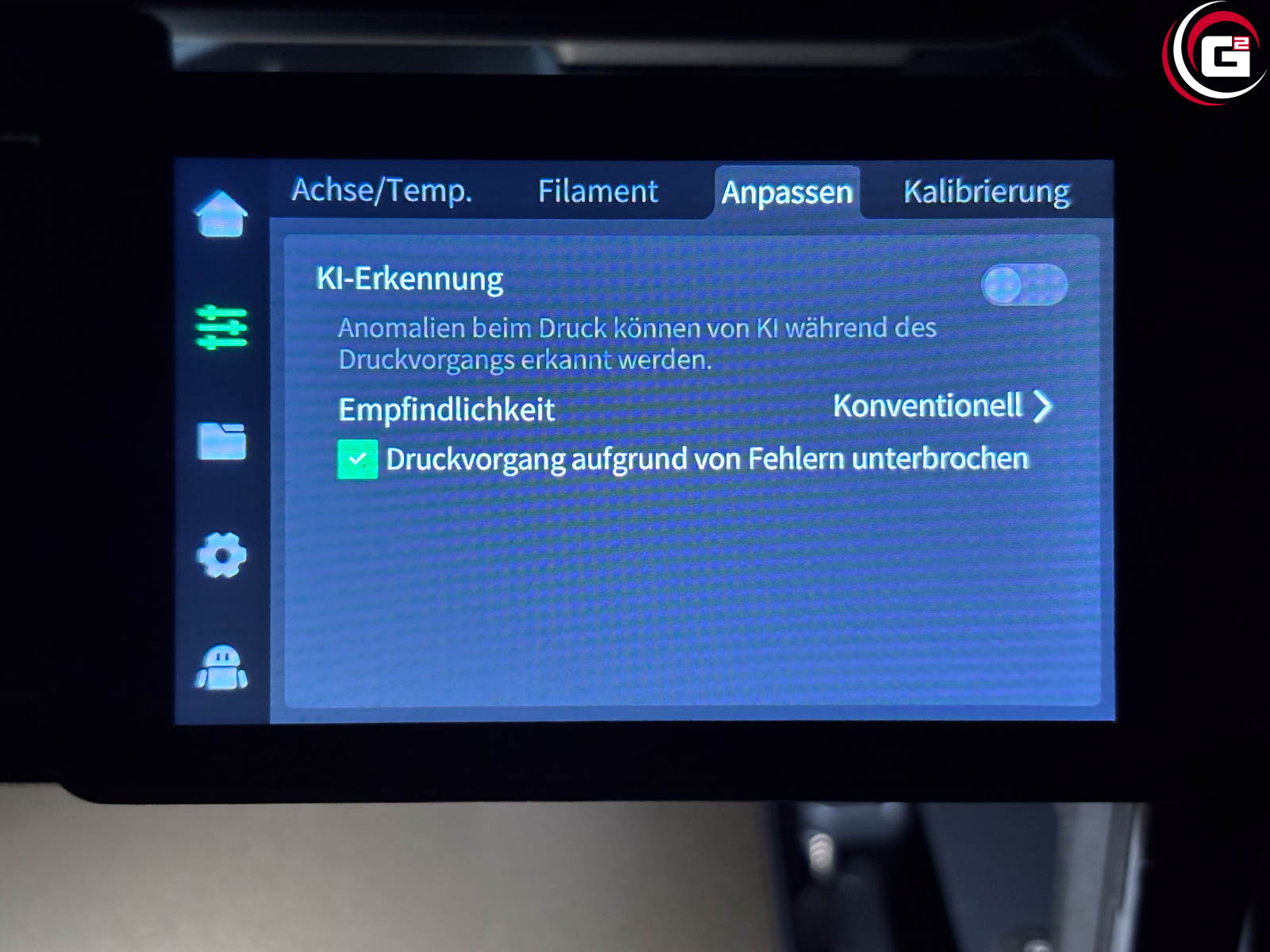
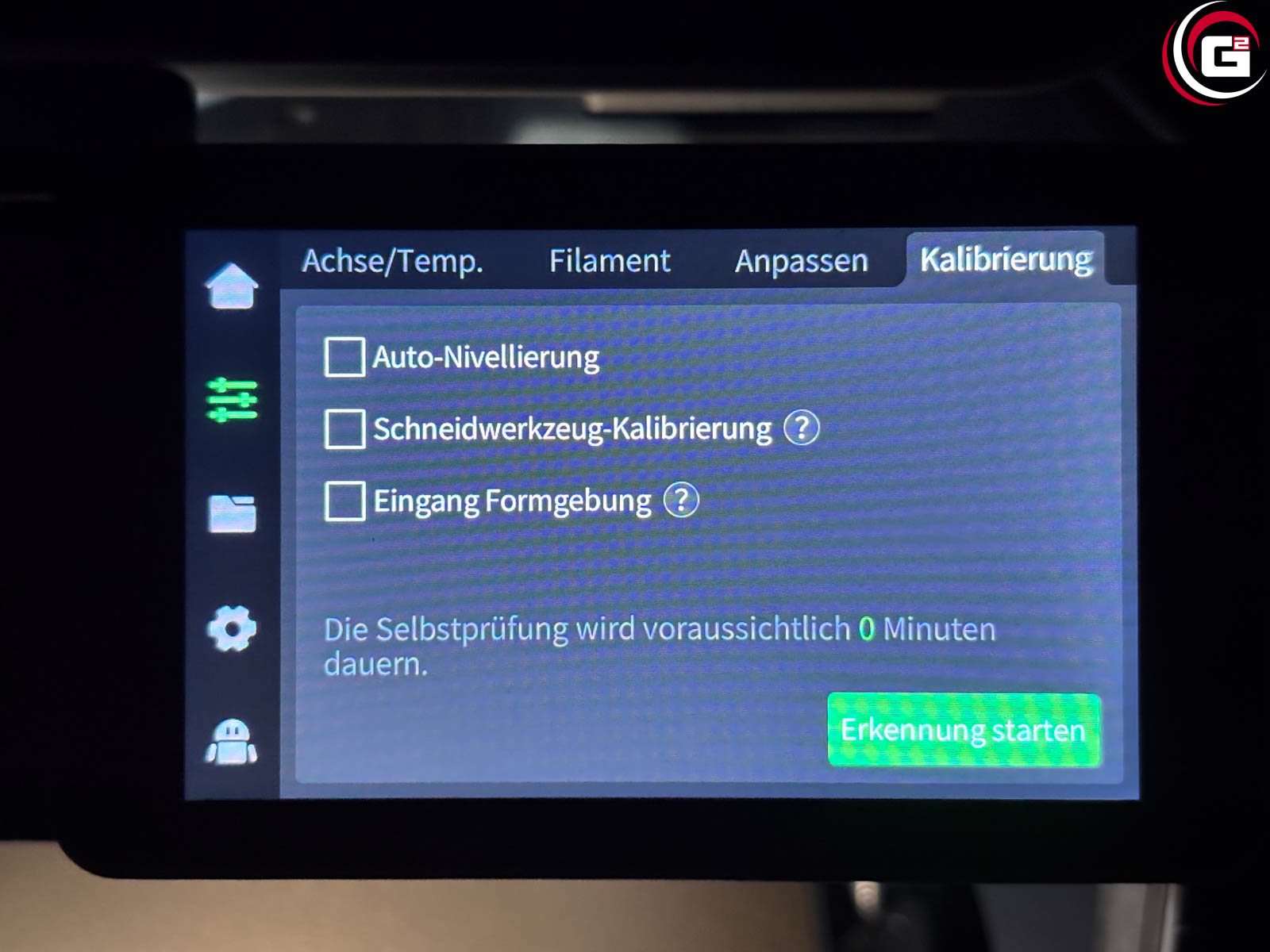
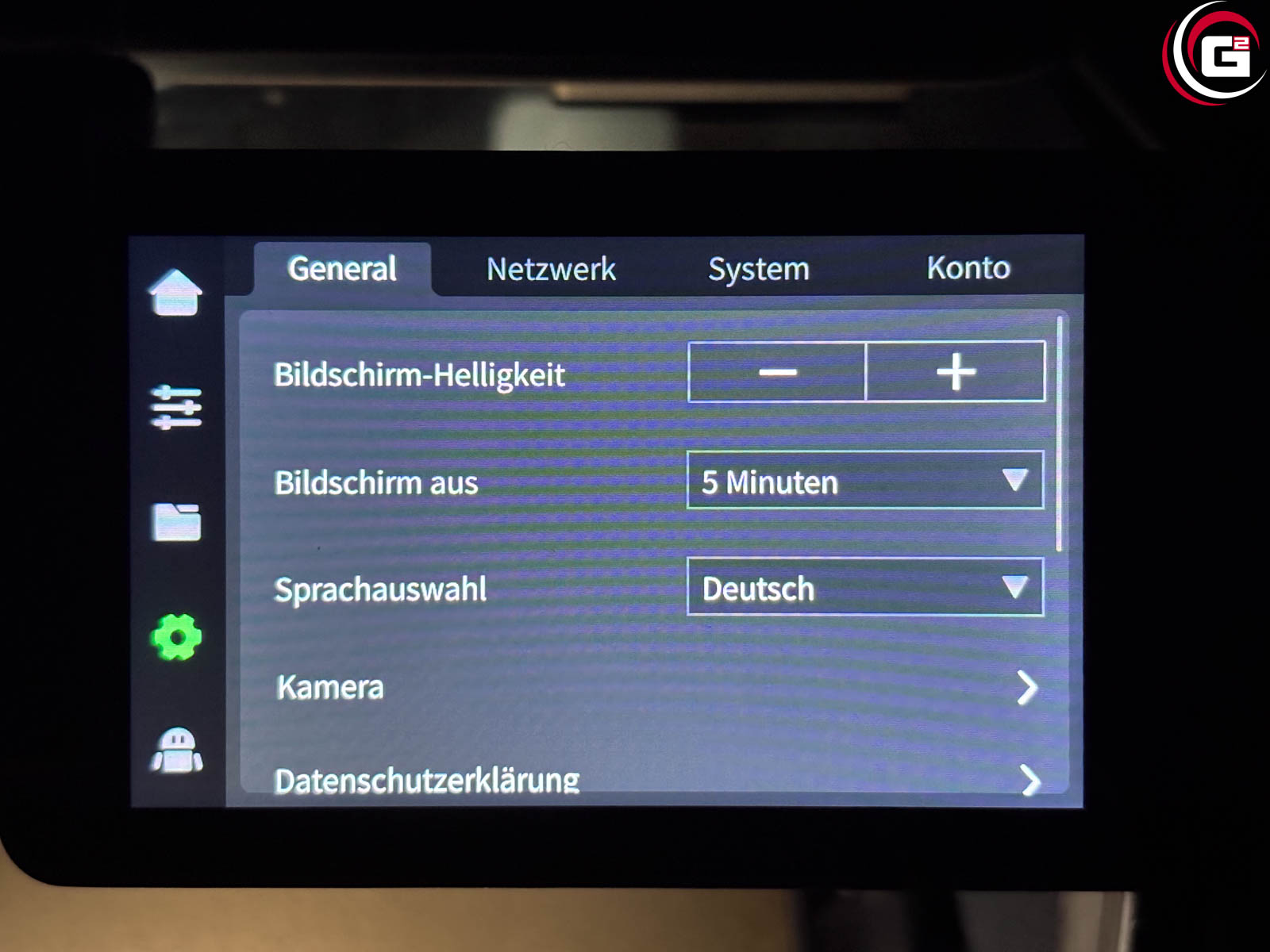
Die allgemeinen Einstellungen finden sich im vierten Reiter. Hier können wir Dinge, wie die Display-Helligkeit, die Menüsprache und viele weitere Dinge konfigurieren und anpassen. Hinter dem Menüpunkt „Self-check“ verbirgt sich die Vermessung der Achsvibrationen und die Druckbettnivellierung. Wie man sehen kann, haben wir uns für Englisch als Menüsprache entschieden. Ein deutsches Menü ist auch verfügbar, jedoch sind hier stellenweise manche Übersetzungen gewöhnungsbedürftig. Zudem hat man sich eigentlich auch zu sehr an die englischen Begriffe gewöhnt. In zwei weiteren Fenstern können wir hier zum einen noch die WLAN-Verbindung konfigurieren und zum anderen die Funktionen der AI-Kamera konfigurieren.
Der fünfte Reiter bietet Links zum FAQ, zur Online-Anleitung und Zugriff auf einige Log-Dateien. Hier werden zum Beispiel aufgetretene Fehler abgespeichert.
Die Creality Cloud App:
Die Creality Cloud App bietet weit mehr als eine reine Druckerfernsteuerung. Sie umfasst vor allem auch eine Datenbank mit kostenlosen sowie kostenpflichtigen Druckvorlagen. Dazu gibt es auch zwei interne Währungen. Die Cuvacoins sammelt man über Aktivität, die Credits kann man für Geld kaufen, aber auch in Geld umwandeln (besonders wichtig für aktive Designer). Credits dienen dabei auf dem Vorlagen-Markplatz zum Kauf von Druckdatein, die Cuvapoints können im Creality Store gegen Zubehör und weitere Dinge getauscht werden. Zudem gibt es auch eine Premium-Mitgliedschaft mit monatlicher oder jährlicher Zahlung. Mit dieser hat man Zugriff auf weitere Druckvorlagen und auch der In-App-Slicer bietet mehr Features.
Grundlegend ist die App in vier Hauptseiten unterteilt: „Entdecken“, „Workbench“, „Gemeinschaft“ und „Account“. Die erste Seite „Entdecken“ umfasst dabei vor allem die Druckvorlagen-Datenbank. Auf der zweiten Seite „Workbench“ finden wir unserer verbundenen Drucker und können so direkt auf diese zugreifen, um diese zu überwachen und zu bedienen. Zusätzlich können wir einen Druckverlauf einsehen und, sollte der Drucker eine Kamera besitzen, die Zeitraffer-Videos ansehen und speichern. Wie der Name schon verrät, ist die Seite „Gemeinschaft“ ähnlich einem sozialen Netzwerk aufgebaut. Auf der letzten Seite „Account“ können wir unser Profil bearbeiten, Credits aufladen und vieles weitere.
Damit wir eine Druckvorlage, die wir in der App ausgewählt haben, auch direkt an den Drucker senden können, gibt es einen integrierten Slicer. Die Berechnungen erfolgen dabei in der Cloud. Im Vergleich zu Creality Print oder anderen Slicern, wie Cura, ist dieser natürlich stark abgespeckt ausgeführt. Für den Druck von simplen Objekten mit Creality Filamenten reicht er aber völlig aus. Aktiviert man die Premium-Mitgliedschaft, kommen aber auch weitere Funktionen hinzu.
Creality Print:
Der hauseigene Slicer von Creality trägt den Namen Creality Print und bietet viele Ähnlichkeiten mit Cura. Möchte man den Drucker mit allen Netzwerkfunktionen komfortable nutzen ist Creality Print eine sehr gute Wahl, aber auch als Stand-Alone-Slicer sehr gut geeignet. Hat man bereits Erfahrungen mit Cura gesammelt, findet man sich auch hier sehr gut zurecht. Der Slicer ist an sich sehr übersichtlich und aufgeräumt gestaltet. Auch hier hat man Zugriff auf die Druckvorlagen der Creality Cloud. Natürlich sind auch Optionen für Mehrfarb-3D-Druck integriert. Man kann einzelnen Objekten Farben zuordnen, aber auch Objekte manuell einfärben in dem man beispielsweise mit einer Art Pinsel malt oder Flächen einfärbt.
Beim ersten Programmstart muss man zunächst einen Drucker wählen. Hier stehen alle aktuellen und auch ein paar ältere Modelle von Creality zur Auswahl. Der Slicer ist in drei Hauptansichten strukturiert: „Prepare“, „Preview“ und „Device“.
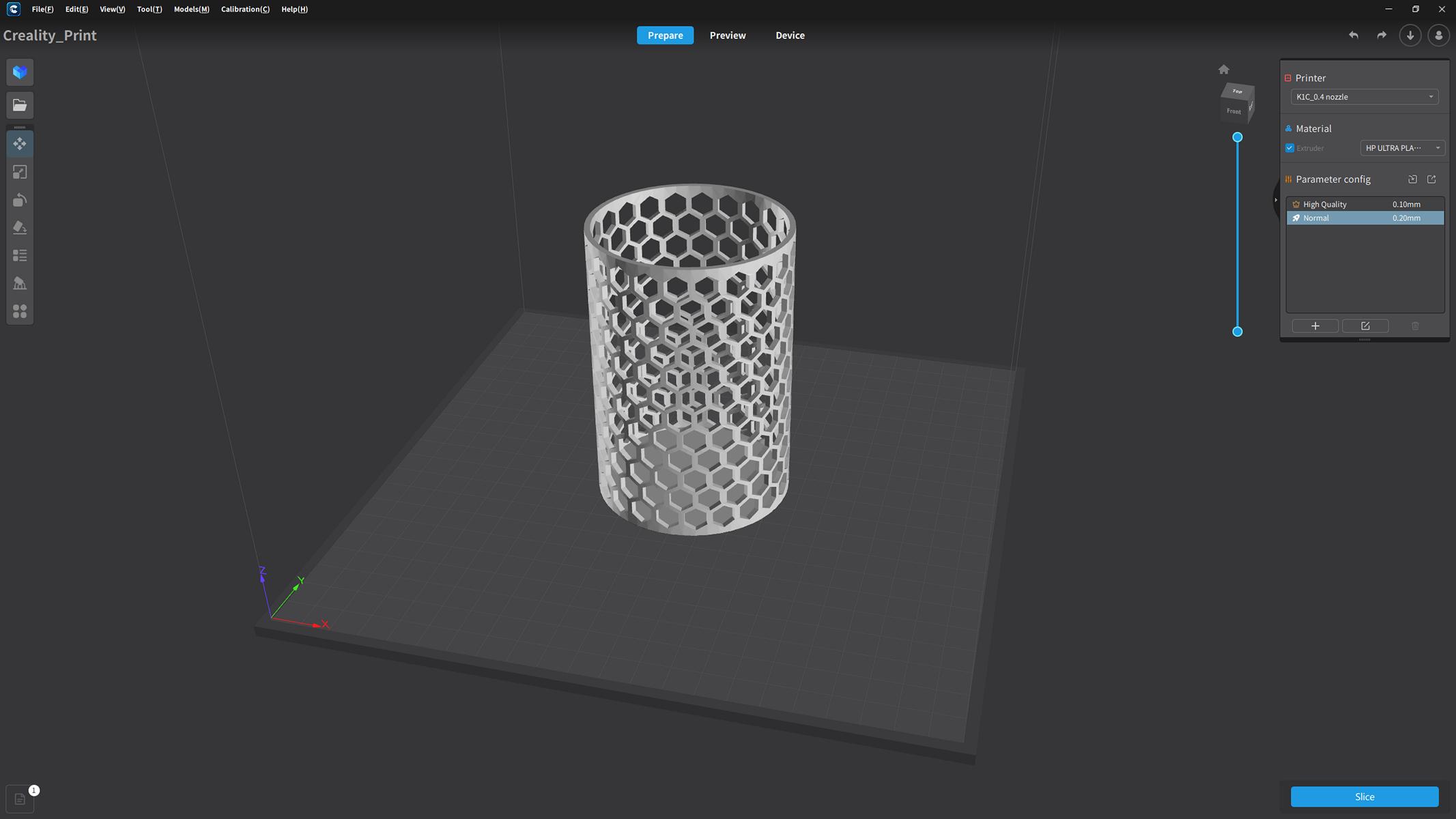
Die „Prepare“-Ansicht dient zum Laden der Druckvorlagen, diese können in den gängigsten Formaten geöffnet werden: .stl, .obj, .dae, .3mf, .wrl, .cxbin, .off und .ply. Danach stehen übliche Funktionen, wie Skalieren, Drehen, Ausrichten und Anordnen zur Verfügung. Zudem kann man hier selber konfigurieren, wie Support-Strukturen gesetzt werden sollen. Darüber hinaus stehen auch Bearbeitungsoptionen zur Verfügung, man kann Objekte vervielfältigen, Aufteilen, Spiegeln, Löcher einfügen, Objekte aushöhlen, Schriften platzieren und Geometrien vermessen. All diese Werkzeuge findet man auf der linken Seite des Fensters. Rechts kann man zum einen den gewünschten Drucker, das Material und das gewünschte Druckprofil auswählen. Die Material- und Druckprofile können natürlich eigenständig ergänzt und optimiert werden, zudem kann man auch eigene Profile erstellen. Der Slicer bietet hier viele Anpassungsoptionen, so wie man es auch aus Cura kennt. Die Drucker können ebenfalls angepasst werden, das ist zum Beispiel erforderlich, wenn man die Düse tauscht.
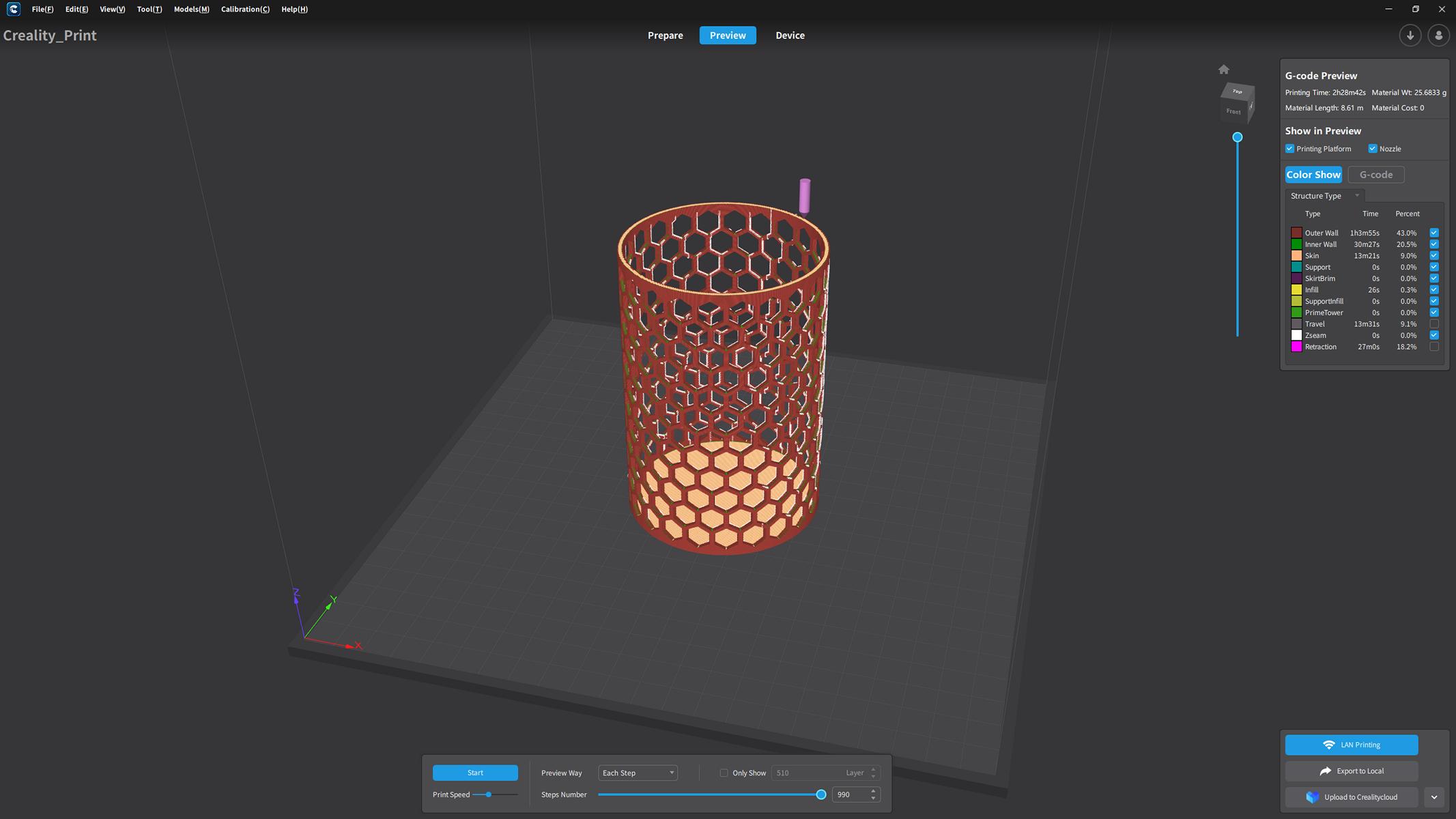
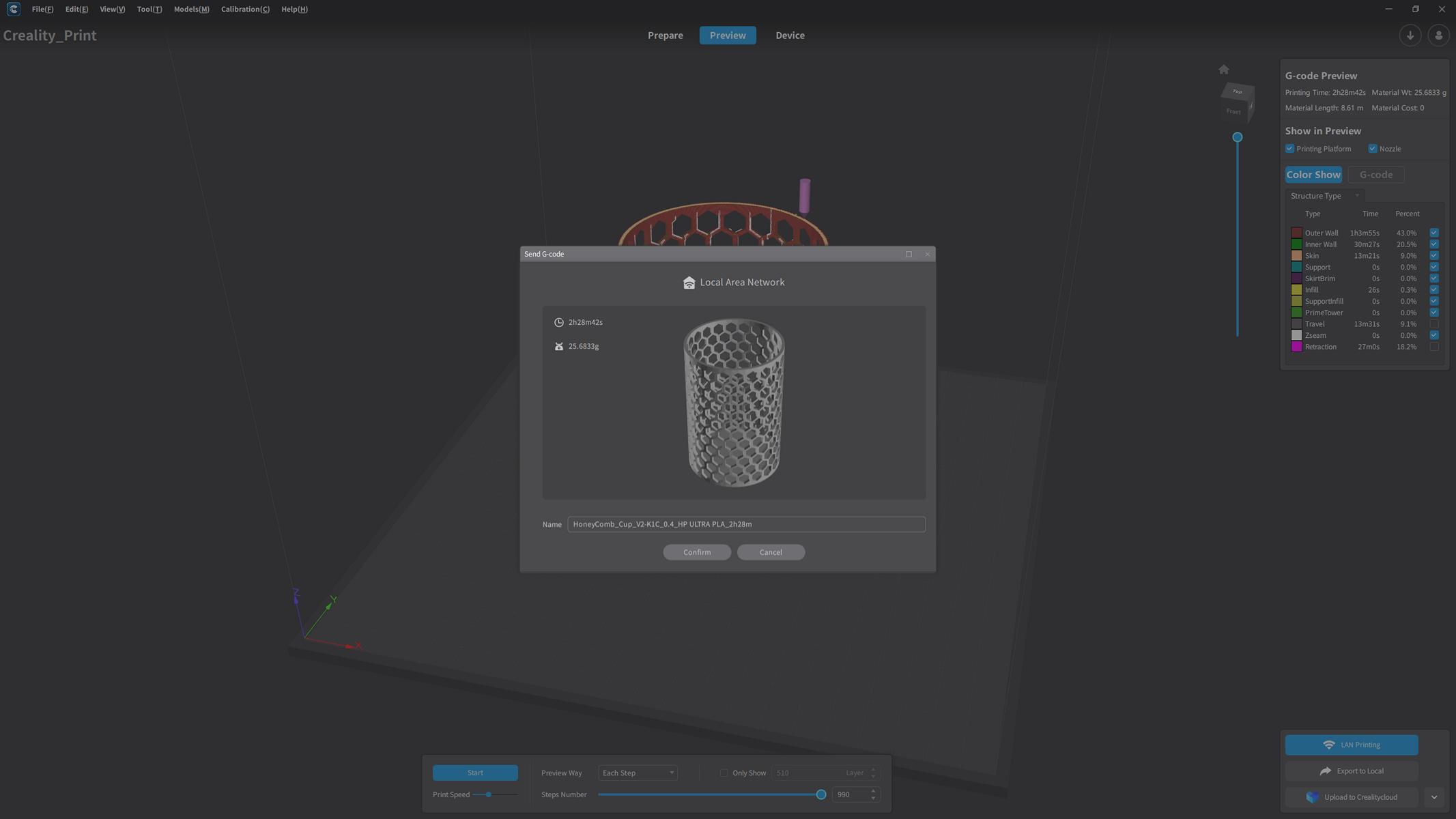
In der „Preview“-Ansicht können wir uns darüber Gewissheit verschaffen, ob unser Modell wie gewünscht vom Slicer erstellt wurde. Dabei können wir uns in verschiedenen Farben die unterschiedlichen Linienarten, Geschwindigkeiten und vieles mehr anzeigen lassen. Man kann hier auch den Druck simuliert durchlaufen lassen oder gezielt einzelne Layer betrachten. Fertig erstellte Daten können wir nun in die Cloud laden, lokal speichern oder via LAN-Verbindung an einen Drucker senden. Auf diesem Weg kann man auch direkt den Druck starten und entscheiden, ob zunächst eine Druckbettkalibrierung erfolgen soll.
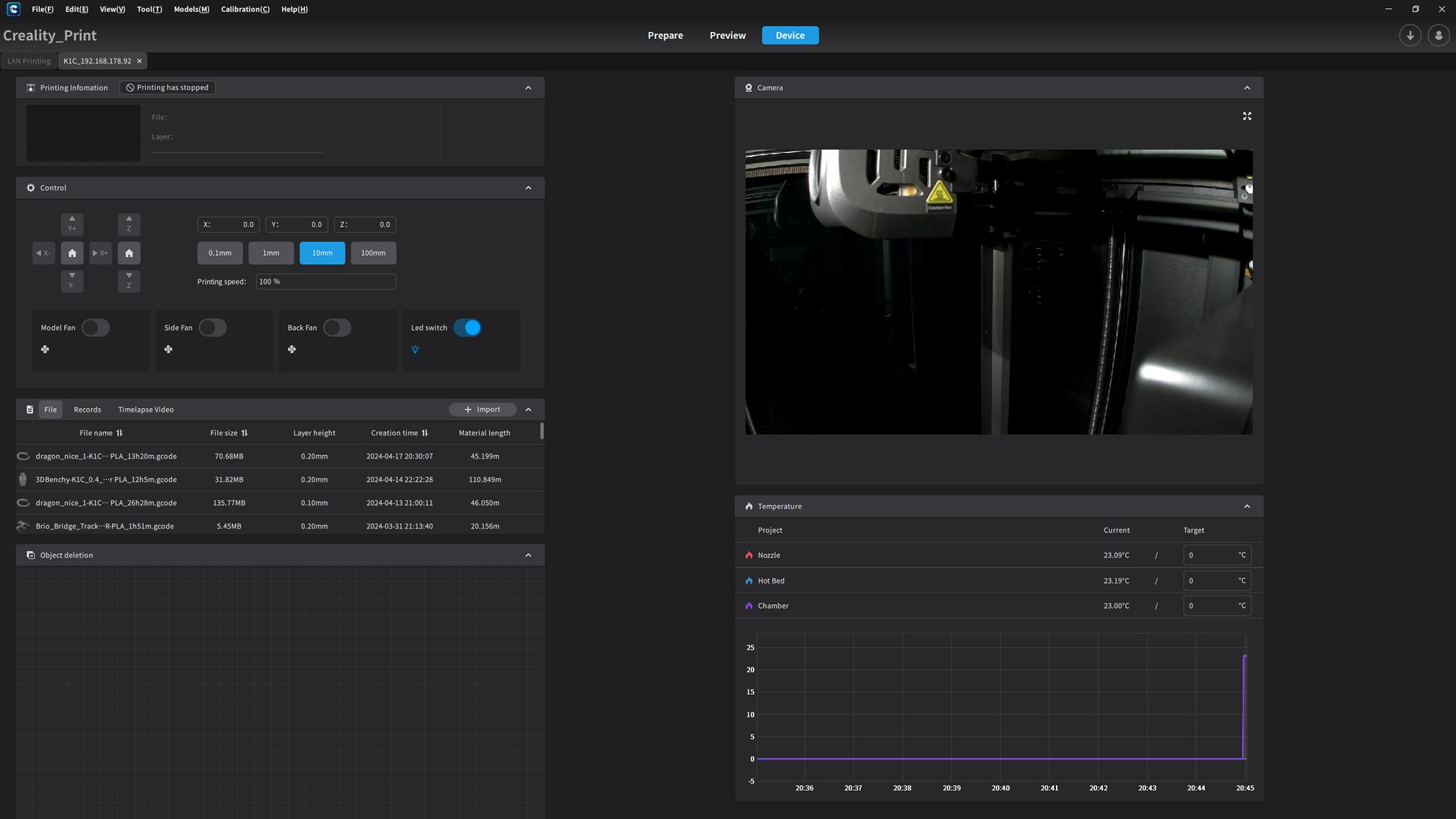
Über die „Device“-Ansicht können wir den Status unser über die Creality Cloud verbundenen Drucker einsehen, hier werden auch Parameter, wie der Druckfortschritt oder die Temperaturen visualisiert. Ist am Drucker eine Kamera angeschlossen, bzw. eine Kamera in den Drucker integriert, wird hier auch ein Live-Bild angezeigt. Weitere Bedienmöglichkeiten bestehen im Homing der Achsen und auch im manuellen Verfahren der Achsen.
Eine ebenfalls interessante Möglichkeit besteht in der Erstellung von Kalibrierungsobjekten. Wir können so über einen Klick Drucke erstellen, um die Temperatur, den Fluss, den Pressure-Advance-Wert, die Flussrate und die ideale Geschwindigkeit zu erproben und zu optimieren. Das wird insbesondere dann wichtig, wenn wir ein anderes Filament, als die Filamente von Creality verwenden wollen.
Druckbett-Kalibrierung:
Beim Creality K2 Combo erfolgt die Druckbett-Kalibrierung vollständig automatisiert. Bis auf den Klick auf Start ist hier kein manueller Eingriff notwendig. Verstellschrauben gibt es am Druckbett nicht. Es ist werksseitig ausgerichtet und die Detailnivellierung erfolgt mittels in das Druckbett integrierte Dehnungsmessstreifen. Während der Kalibrierung wird das Druckbett an mehreren Punkten abgefahren und die Abweichungen werden dabei vermessen. So wird zum einen der Z-Offset eingestellt und zum anderen werden Unebenheiten im Bett erfasst und später im Druck über die Firmware ausgeglichen. Ein sehr nutzerfreundliches Verfahren mit einer sehr guten Zuverlässigkeit. Besonders dann, wenn man den Drucker umgestellt oder länger nicht genutzt hat, sollte man diesen Schritt durchrühren.
Beleuchtung und weitere Features:
Der Druckraum des Creality K2 Combo verfügt natürlich auch über eine integrierte Beleuchtung, ideal für Zeitraffervideos mit der AI-Kamera. Die Beleuchtung wird automatisch aktiviert, wenn der Drucker eingeschaltet wird. Wie bereits erwähnt, sitzt die AI-Kamera rechts oben an der Vorderseite und blickt so diagonal über das Druckbett. Mit ihr kann man Zeitraffervideos erfassen, den Druckraum über die App einsehen und den Druckraum mit AI-Features auf Spaghetti-Bildung oder Fremdkörper automatisch überwachen lassen. Die KI-Druckdüsenkamera ist dem K2 Pro und Plus vorbehalten.
Die Druckqualität des Creality K2 Combo:
Um die Druckqualität des Creality K2 Combo zu bewerten, haben wir verschiedene Testdrucke durchgeführt. Denn die große Frage ist ja, wie die Geschwindigkeit die Qualität beeinflusst. Hierzu haben wir das RFID-PLA-Filament in den Farben Rot, Blau, Schwarz und Weiß genutzt. In einem separaten Artikel haben wir uns mit dem K1C einem Vergleich der Filamente von Creality gewidmet.
Beim FDM-3D-Druck im Allgemeinen gibt es einige Unsauberkeiten und Fehler, die die Druckqualität schmälern können. Über einige wichtige wollen wir einen kurzen Überblick geben:
- Deutliche Freiräume zwischen den Filamentbahnen bei der unteren Schicht:
Kann durch einen zu großen Abstand der z-Achse entstehen (Z-Offset nachstellen) oder wenn zu wenig Material extrudiert wird. - Deutlich sichtbare Filamentbahnen in der Seitenansicht der Objekte:
Ungenaue Positionierung, Vibrationen, ungleichmäßige Extrusion sind nur ein paar der möglichen Ursachen. - Ghosting – sich wiederholende Schatten von Konturen
Ringing – Wellen auf der Oberfläche:
Wird in der Regel von hohen Druckgeschwindigkeiten ausgelöst und hängt mit der Trägheit des Druckkopfes zusammen. Schnelle Richtungswechsel führen so zu Vibrationen, die zu einem sich wiederholenden Muster in der Oberfläche führen.
Ghosting kann auch dadurch verursacht werden, dass die inneren Stützstrukturen nach außen durchscheinen. Hier liegt die Ursache oft in zu hohen Geschwindigkeiten, zu dünnen Wandstärken oder zu großen Überlappungen. - Stringing – Filamentfäden:
Entsteht durch nachlaufendes Filament bei Positionswechseln. Zur Vermeidung muss das Filament zurückgezogen werden. Der erforderliche Rückzug ist nicht für alle Materialien gleich. - „Pickel“ an der Oberfläche des Objektes:
Eine Ursache kann eine zu hohe Drucktemperatur sein, dann wird das Filament zu flüssig und kann unkontrolliert austreten. Aber auch eine zu hoch eingestellte Extrusionsmenge kann zu solch unkontrollierten Austritten führen. Darüber hinaus kann es sich auch einfach um die Punkte handeln, an denen der Layerübergang stattfindet, der Druckkopf also auf das nächste Layer angehoben wird. - Elefantenfuß:
Die untere Schicht des Objektes drückt sich zu den Seiten hervor. Ursächlich ist hier in der Regel eine zu tief stehende Ausrichtung der z-Achse.
Good old Benchy:
Was wäre eine 3D-Drucker-Inbetriebnahme ohne das gute, alte Benchy. Wer schon etwas länger mit dem Thema zu tun hat, wird deswegen wahrscheinlich auch eine halbe Armada sein Eigen nennen können. Das Benchy ist ein Modell eines kleinen Bootes, das einige schwere Stellen, wie Überhänge, Brücken, feine runde Konturen und noch einiges mehr bietet. Hier lassen sich so einige Druckfehler erkennen und man kann die Parameter optimieren. Besonders bei den aktuell neuen Druckergenerationen und den höheren Druckgeschwindigkeiten wird viel mit den Druckzeiten eines Benchys geworben. Allerdings sollte man hierbei immer auf das Kleingedruckte achten, denn neben der reinen Druckgeschwindigkeit beeinflusst natürlich auch die Anzahl der Wandlinien, die Füllung und die Schichtdicke die Druckzeit. Am Ende ist ein Benchy immer noch ein recht einfaches, kleines Objekt und eine hohe Druckgeschwindigkeit hierbei, ist nicht immer auf alle anderen Objekte übertragbar.
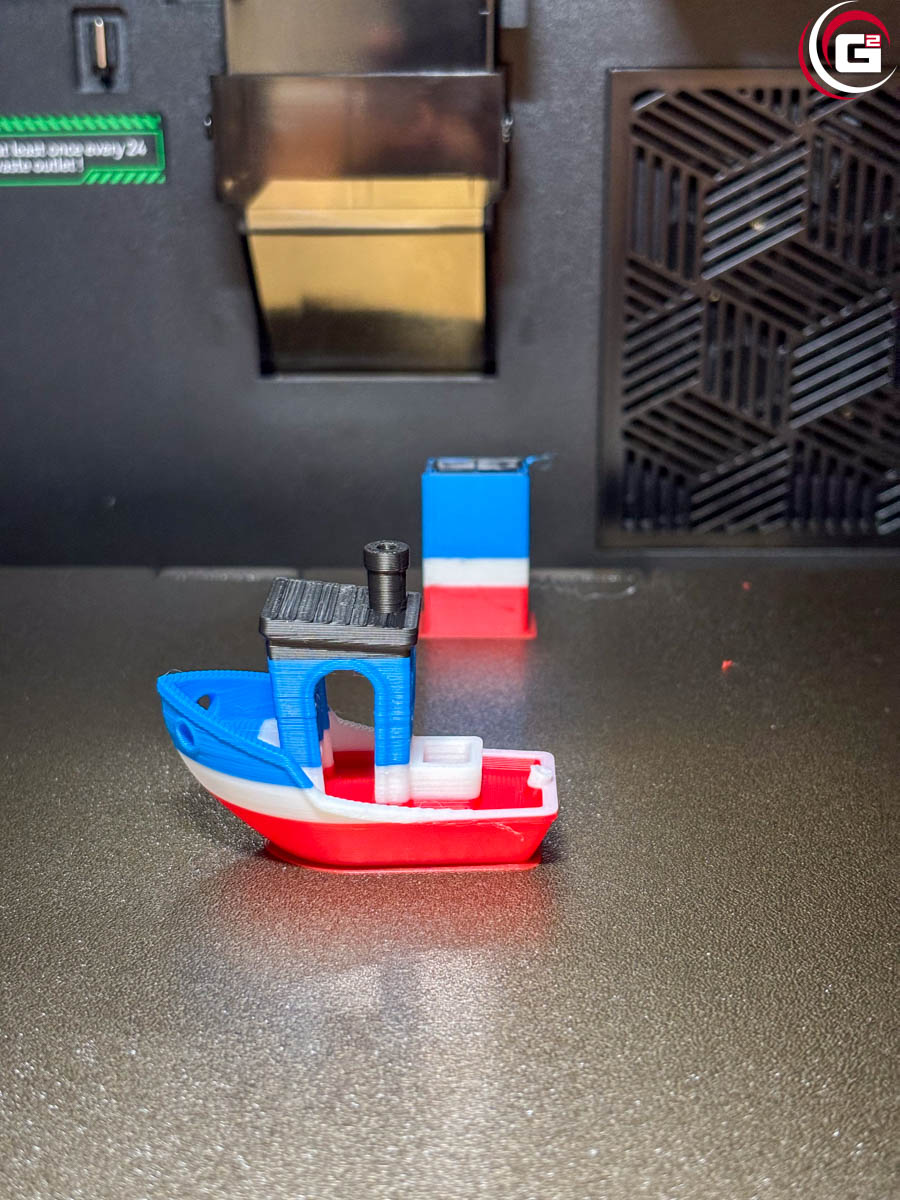
Im internen Speicher des Druckers sind zwei Varianten des Benchys hinterlegt. Ersteres ist eine High-Speed-Demo, die in etwa in fünfzehn Minuten durchgelaufen ist. Die zweite Datei nutzt vier verschiedene Farben, um die Funktionalität des CFS zu demonstrieren. Beide Modelle konnten wir mit dem Hyper PLA problemlos drucken.



Auswertung der Benchys:
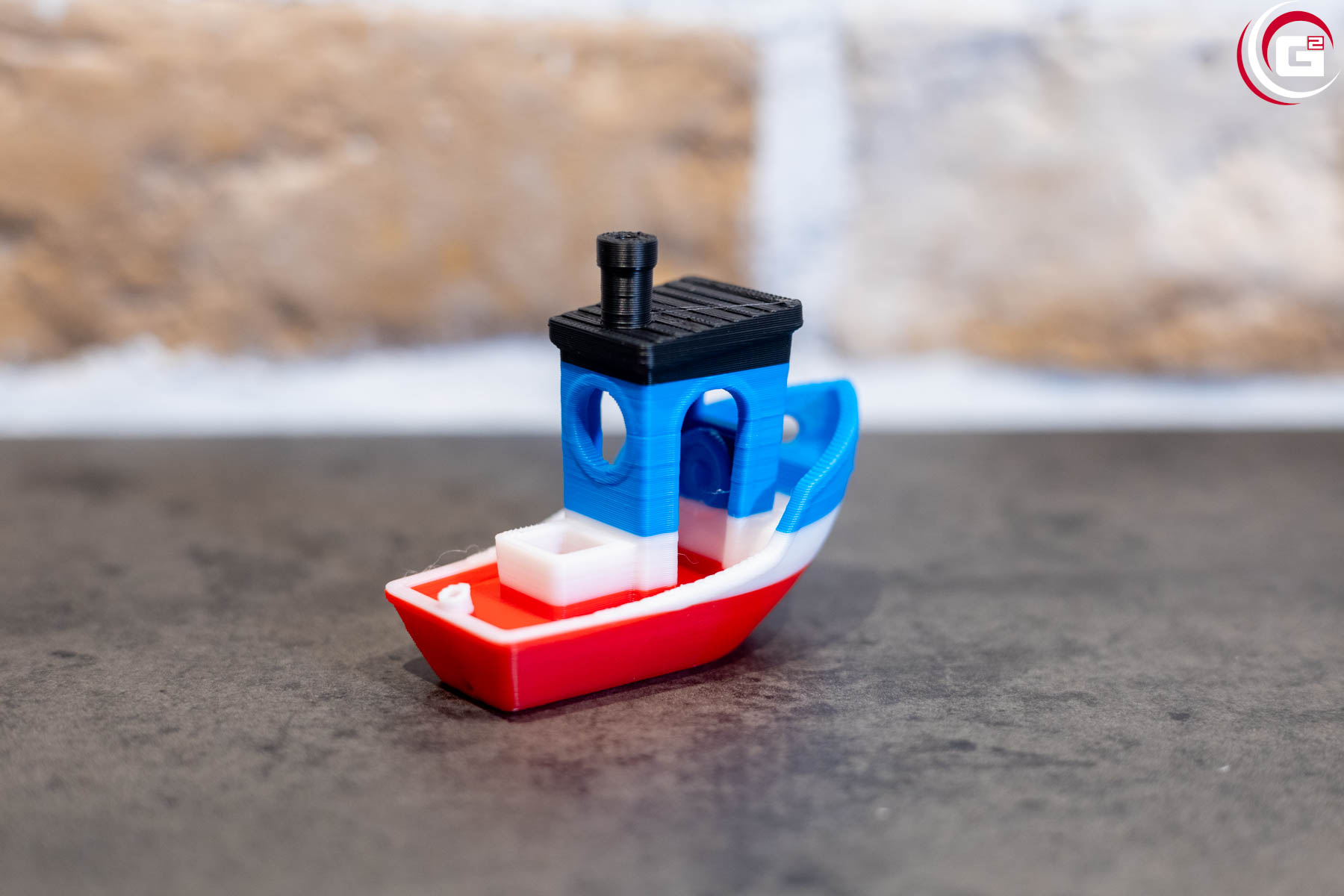
Die High-Speed-Demo ergibt natürlich kein perfektes Benchy, zeigt aber für die Kürze der Zeit dennoch eine gute Qualität. Das mehrfarbige Modell besitzt eine deutlich besser Qualität, da es mit angepassteren Geschwindigkeiten gedruckt wird. Die Oberfläche ist insgesamt sehr gleichmäßig und besonders die Überhänge an den Ankerklüsen, Fenstern und Türen sind sauber ausgeführt. Die Grundfläche ist homogen, die enthaltene Schrift dennoch sauber lesbar. Nicht lesbar, aber zu erahnen, ist die Schrift am Heck des Benchys. Was jedoch besonders sauber ausgeführt wurde, ist der Überhang am Bug des Benchys. Eine Folge der effizienten Kühlung des Drucks. An den kritischen Stellen, wie den Ankerklüsen, zeigen sich keine Ringing- und Ghosting-Effekte.
Testobjekt Überhänge, Brücken und weiteres:
Ein weiterer beliebter Benchmark-Druck ist eine Platte, auf der sich Schriften, Überhänge, Brücken, schmale Zylinder und weitere Geometrien finden. Hier kann man in einem Durchgang herausfinden, ab welchem Überhangswinkel man zum Beispiel eine Stütze benötigt oder welche Spannweiten bei Brücken problemlos möglich sind (zur Datei bei Thingiverse).
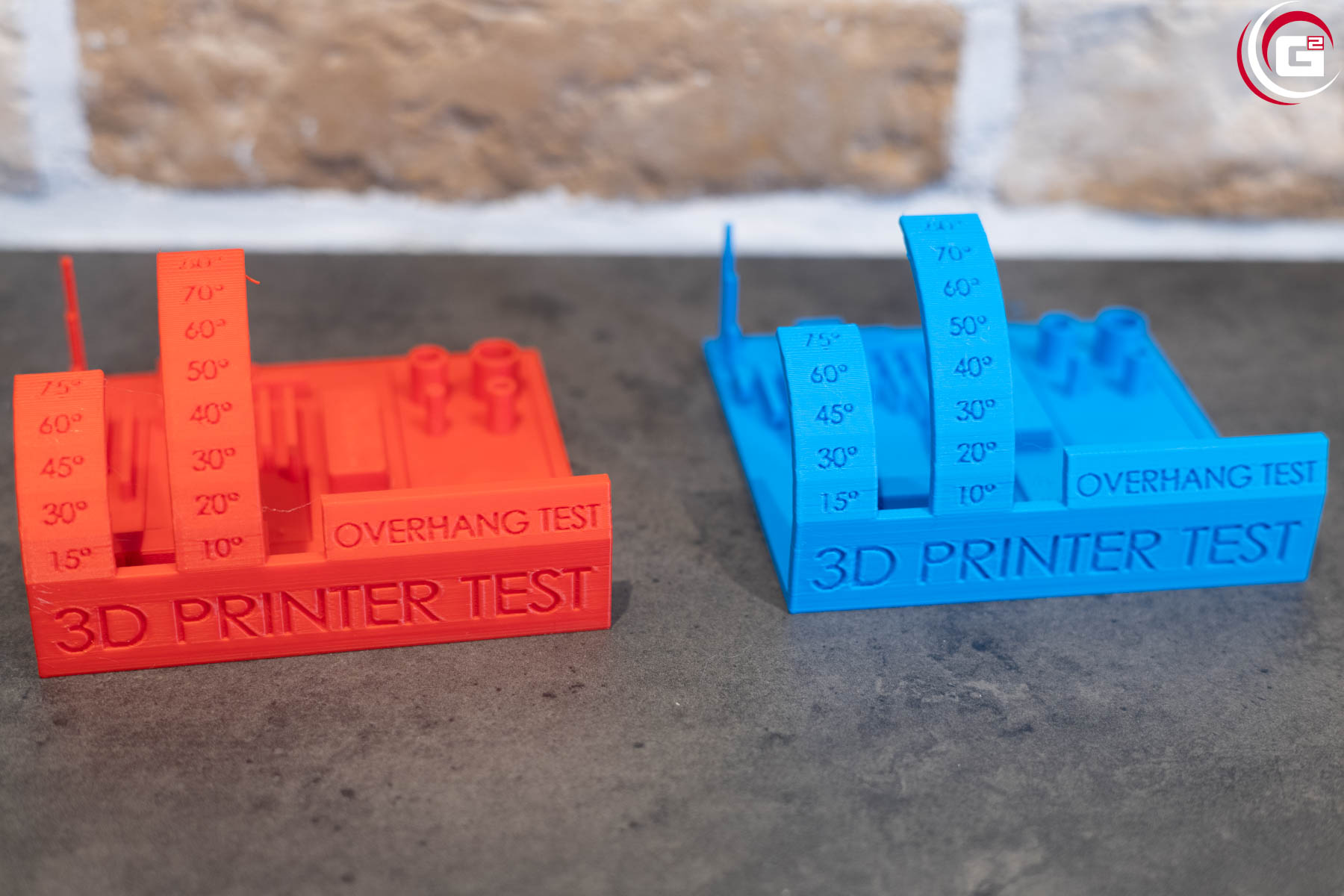
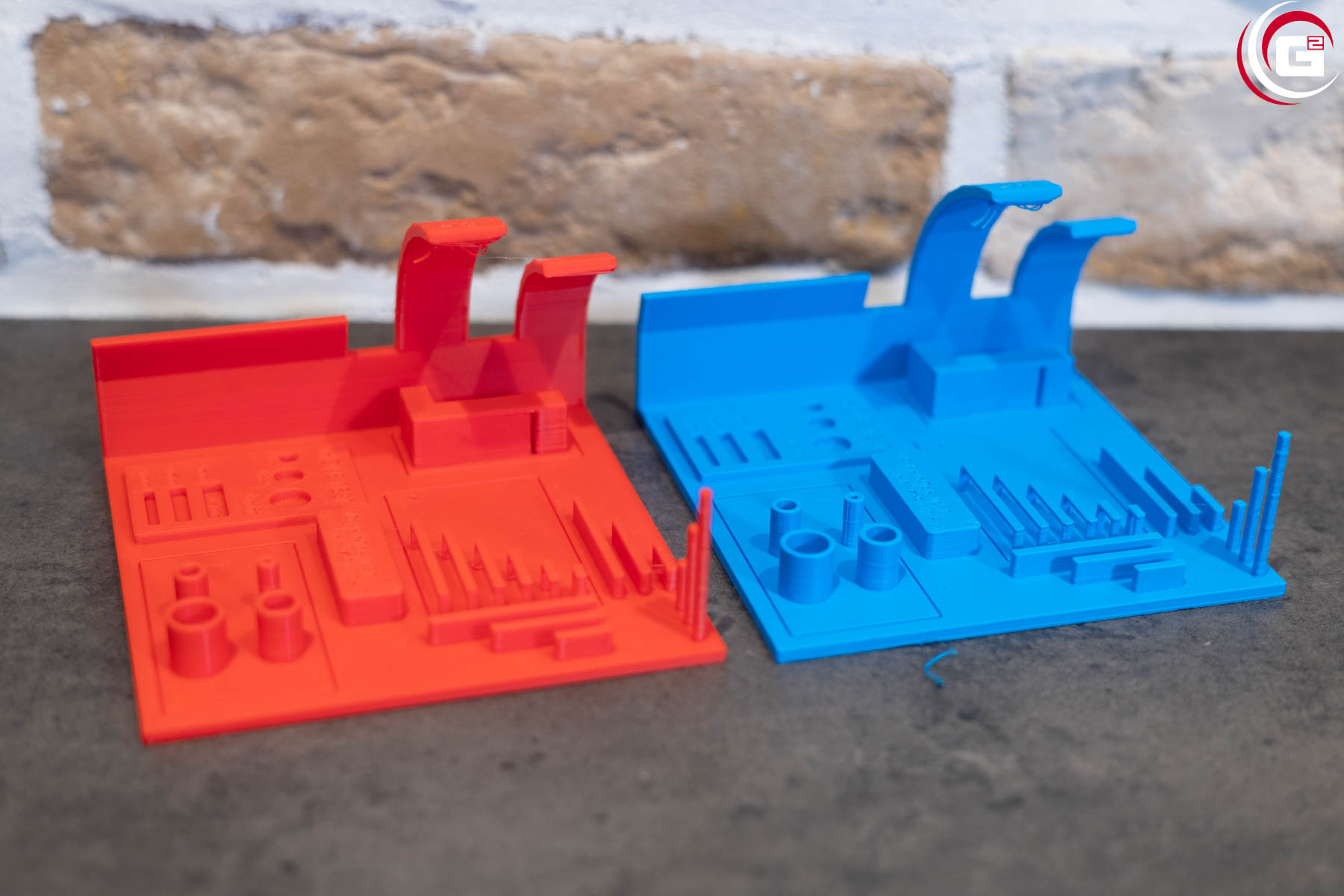
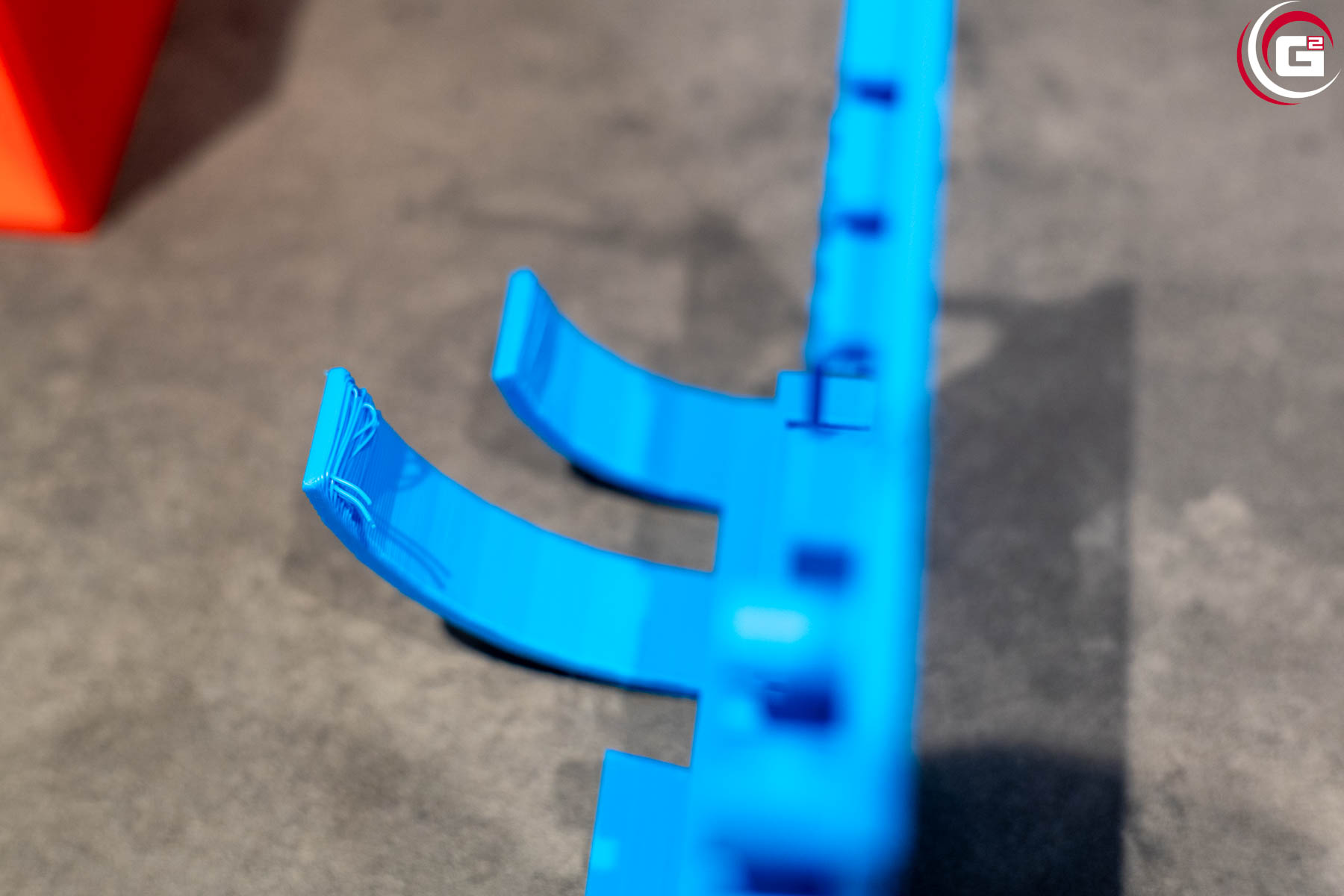
Bei den Überhängen und auch den Pins beweist der Creality K2 Combo eine sehr effiziente Druckkühlung und saubere Extrusion. Die Brückentests zeigen sich nahezu fehlerfrei, selbst bei der 25 mm langen Brücke ist kein Durchhängen zu erkennen. Die Lochtests weisen einen etwas geringeren Innendurchmesser auf, wie angegeben, was allerdings nicht unüblich ist. Benötigt man genaue Löcher in einem Objekt, bietet sich ein Aufbohren oder Anpassen der Bemaßungstoleranzen an. Die Teststellen zur Genauigkeit von Längen weisen nur geringe Abweichungen < 1 % auf. Zudem sind die dünnen Pinne extrem sauber gedruckt und haben einen nahezu komplett gleichmäßigen Durchmesser. Einzig das letzte Element des Winkeltests besitzt einzelne lose Filamentfäden.
Zwei Testkörper:
Als weiteren Benchmark haben wir einen Würfel gedruckt, dessen Seiten eine Kantenlänge von 40 mm aufweisen, diesen haben wir als Volumenkörper mit Infill gedruckt. Als zweites Testobjekt haben wir einen Hohlzylinder mit einem Außendurchmesser von 40 mm und einem Innendurchmesser von 20 mm sowie einer Höhe von 40 mm gedruckt.
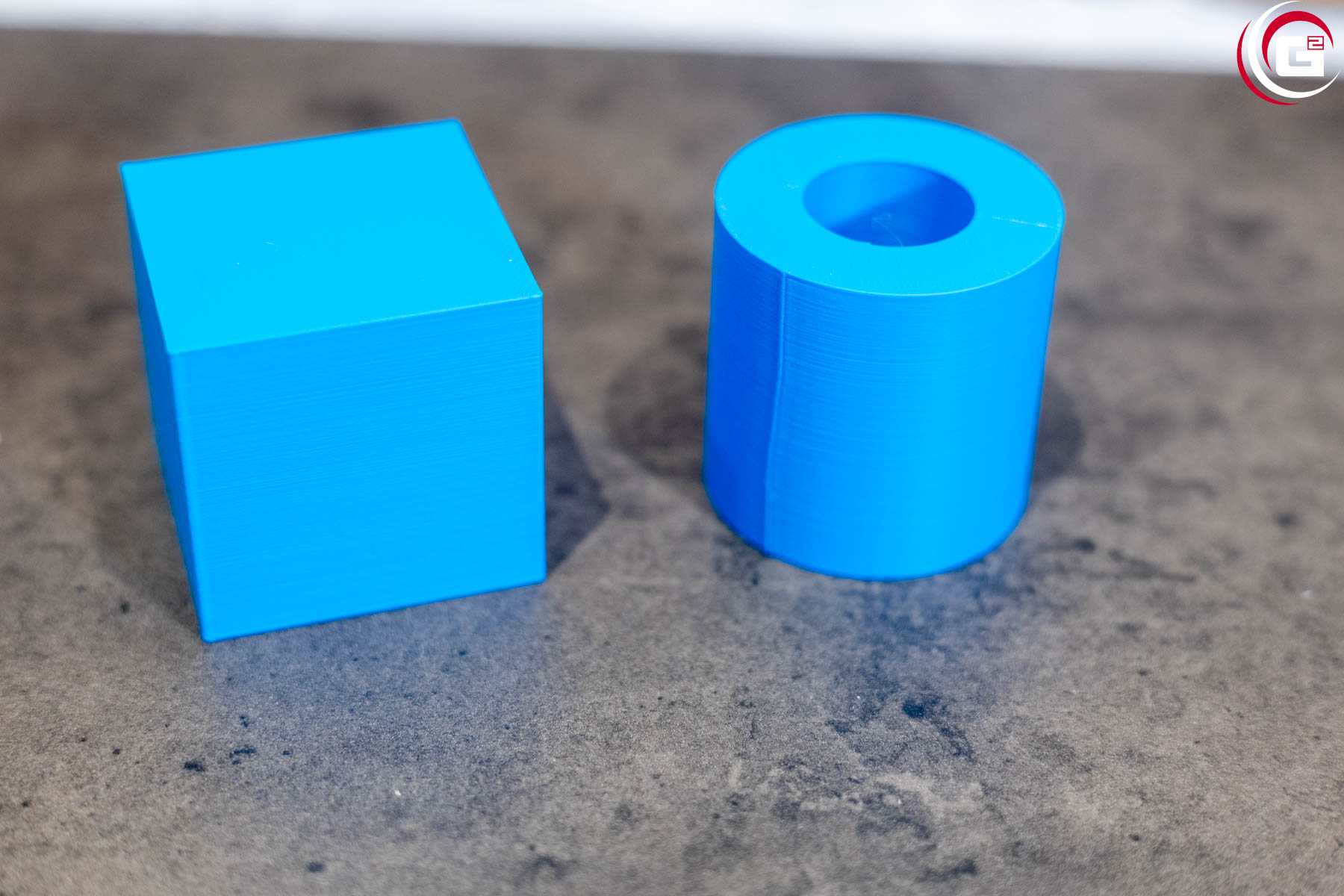
Der Volumenkörper weist ein um etwa 0,5 % geringeres Maß auf als in der ursprünglichen Datei vorgesehen. Die Ecken sind dabei maßhaltiger als die Mitten der Seitenflächen. Insgesamt sind die Abweichungen jedoch so gering, dass sie in den meisten Bereichen vernachlässigt werden können. Die Seitenflächen zeigen eine sehr gleichmäßige Oberfläche, und es sind nahezu keine Ghosting-Effekte erkennbar. Da ein 3D-Drucker an scharfen Kanten konstruktionsbedingt kleine Radien erzeugt, erscheinen die Ecken leicht abgerundet. Der Zylinder zeigt ein ähnliches Verhalten: Sowohl der Außendurchmesser als auch der Innenradius liegen jeweils etwa 0,5 % unter dem Sollmaß. Diese Abweichungen sind auf das Schmelz- und Abkühlverhalten des Materials sowie auf geringe Bewegungstoleranzen des Druckers zurückzuführen. Sie sind jedoch so gering, dass sie nur bei sehr präzisen Bauteilen von Bedeutung sind und sich problemlos in den Maßtoleranzen berücksichtigen lassen. Auffällig ist lediglich, dass die Z-Naht am Zylinder etwas deutlicher ausgeprägt ist.
Ein Koordinatensystem:
Um mögliche Intoleranzen des Creality K2 Combo in der Achsausrichtung zu erkennen, haben wir ein einfaches Balkenmodell eines kartesischen Koordinatensystems gedruckt. Dieses besteht aus kleinen Balken in die drei Richtungen des dreidimensionalen Koordinatensystems. Da es sich hier um einen CoreXY-Drucker handelt, haben wir natürlich besonders hohe Erwartungen an der Winkelgenauigkeit des Druckers. An das Test-Objekt haben wir nun einen Haarwinkel angelegt, um die Rechtwinkligkeit zu überprüfen. Hierbei zeigen alle drei Koordinatenachsen eine (nahezu) perfekte Ausrichtung, sodass hier keine relevanten Abweichungen bestehen.

Weitere Testdrucke:
Zu weiteren Testzwecken haben wir noch einige weitere Objekte gedruckt. Um besonders eine Herausforderung mit vielen Retracts zu schaffen, haben wir einen Becher mit Wabenstruktur (zur Datei bei Thingiverse) gedruckt. Weitere Dateien waren ein Flexi-Drachen (zur Datei bei Thingiverse) und mehrfarbige Untersetzer mit unserem Game2Gether-Logo.

Der Honeycomb-Becher ist insgesamt gut geworden. Die Retract-Einstellungen erweisen sich als sehr gut, denn es fällt kein Stringing auf. Allerdings werden die Streben im 0,2-mm-Standard-Profil nicht ganz so sauber, wie es möglich wäre. Das liegt aber auch daran, dass dieses Profil auf Geschwindigkeit getrimmt ist und man hier für eine gute Qualität eher das 0,16-mm-High-Speed-Profil nehmen würde.
Der Drache ist durch die Print-in-Place-Bauweise durchaus eine Herausforderung für die Präzision eines Druckers, denn hier kommt es schnell zu Verschmelzungen der einzelnen Glieder. Darüber hinaus hat jedes Element eine eigene Auflagefläche auf dem Druckbett, wodurch eine saubere Kalibrierung und gute Haftung unabdingbar sind. Gedruckt haben wir mit Hyper Series PLA im entsprechenden Profil bei einer Schichtdicke von 0,16 mm. Unser Druck wurde hier sauber und ohne Fehler abgeschlossen. Alle Elemente ließen sich direkt frei bewegen und auch die Oberfläche des Modells ist sehr gleichmäßig.
Mehrfarb-Druck:
Während all unserer Testdurchgänge arbeitete das CFS fehlerfrei und es kam zu keinem Bruch oder Förderungsproblemen. Die STL-Dateien für die Untersetzer mit unserem Logo haben wir zunächst mittels CAD erstellt.

Insgesamt besteht der Untersetzer aus zwei Dateien, eine für den schwarzen Rahmen und eine für die weißen, bzw. roten Elemente. Über die Mehrfarbfunktionen des Creality Slicers haben wir dann lediglich die Oberfläche der weißen/roten Elemente entsprechend eingefärbt, alle anderen Flächen sind schwarz. So besitzt der Untersetzer eine vollständig schwarze Unterseite. Da die Struktur der Auflagefläche dank der rauen PEI-Platte sehr ansprechend wird, haben wir unsere Untersetzer auf den Kopf gedreht gedruckt. Hier zeigte der Creality K2 Combo ein sehr sauberes Druckbild, denn kein kleinster schwarzer Faden ist in der roten/weißen Fläche zu sehen. Damit auch die im Druck oben befindliche Seite ordentlich wird, haben wir hier die Ironing-Funktion genutzt.
Für den Drucker stellten die häufigen Wechsel kein Hindernis dar, es gab an keiner Stelle Probleme beim Laden von neuem Filament. Was jedoch bei einer so großen Anzahl an Wechseln sehr ungünstig ist, ist die Menge an Abfall, der produziert wird. Denn bei jedem Filamentwechsel wird die Düse ein- bis zweimal gespült. So entsteht eine insgesamt recht große Menge an Abfall. Bei Einzelfiguren kann dies schnell mehr sein als der Filamentbedarf für das einzelne Objekt.
Davon lassen sich einige wichtige Maßnahmen ableiten, um effizienter mehrfarbig drucken zu können:
- Ausrichtung:
Man sollte die Objekte stets so ausrichten, dass häufige Wechsel vermieden werden. Für den Becher in der Galerie bedeutet das beispielsweise, dass man ihn senkrecht, nicht waagerecht druckt. - Anzahl:
Benötigt man ein Objekt nicht nur einmal, sondern mehrmals, sollte man möglichst viele in einem Druck produzieren. Egal ob ein oder mehrere Objekte, es entsteht immer die gleiche Menge an Abfall. Relativ gesehen ist der Anteil an Abfall pro Objekt dann aber nicht mehr ganz so groß. - Zerlegen:
Bei großen Objekten sollte man auch prüfen, ob man das Modell nicht auch zerlegt drucken und anschließend kleben kann.
Folgerungen zur Druckqualität:
Resümiert man noch einmal die in den letzten Abschnitten beschriebenen Erfahrungen, stellt man fest, dass der Creality K2 Combo wirklich eine hervorragende Druckqualität liefert. Die Schichtung erfolgt gleichmäßig und dem Drucker gelingt es vibrationsbedingte Druckfehler in der Regel nahezu vollständig zu vermeiden. Layerübergänge werden in der Regel ordentlich ausgeführt, nur bei besonders glatten Objekten fallen dies etwas auf. Die Objektkühlung ist sehr performant und gleichmäßig, sodass Überhänge auch mit starken Winkeln kein Problem sind. Zudem wird das Filament sehr präzise gefördert, was an der Qualität der dünnen Pinne der Testplatte ersichtlich ist.
Heizbett und Druckplatte:
Ein Aufheizvorgang von Umgebungstemperatur auf 55 °C Druckbetttemperatur dauert nur etwa zwei Minuten. Als Druckplatte kommt ein Federstahlblech mit glatter PEI-Beschichtung zum Einsatz. Dieser Druckplattentyp hat sich in den letzten Jahren gewissermaßen zur Standard-Druckplatte für FDM-Drucker entwickelt. Die Kombination aus 55 °C Plattentemperatur und PEI-Federstahlplatte sorgt für eine zuverlässige Haftung der Drucke. Man benötigt nur bei sehr kleinen Objekten einen Brim, um die Aufstandsfläche zu vergrößern. Kühlt die Platte ab, platzen die meisten Objekte von selber los, ansonsten reicht ein leichtes Biegen zum Ablösen.
Druckabbrüche:
Mit der zum Testzeitpunkt aktuellen Firmware-Version 1.1.0.66 hatten wir im 0,2-mm-Standard-Profil gelegentlich Probleme mit Druckabbrüchen. Da die Fehlermeldungen hier allerdings beständig variierten, konnten wir den Fehler während des Tests nicht weiter eingrenzen. Wir hoffen das dies mit der nächsten Firmware-Version behoben wird. Aus Transparenzgründen wollen wir dieses Problem aber nicht vorenthalten.

Fazit zum Creality K2 Combo:
Der Creality K2 Combo beweist in unserem Test eine sehr gute Druckqualität. Mit Ausnahme des oben genannten Problems arbeitete er im Test stets zuverlässig. Insgesamt haben wir während des Tests über 50 Stunden mehrfarbige Drucke durchgeführt und so das CFS-System ausführlich erprobt. Bei diesen kam es zu keinerlei Problemen beim Filamentwechsel, sei es ein Bruch, eine verstopfte Düse oder auch nur eine Verschmutzung. Der Bauraum ist mit 260 x 260 x 260 mm für einen Desktop-3D-Drucker sehr großzügig, dennoch bleibt der Drucker kompakt, denn durch die CoreXY-Struktur ist er sogar kompakter als die meisten vergleichbaren Bettschubser. Die Führungen und Lagerungen der Achsen sind solide aufgebaut. Das alles gepaart mit den hohen Druckgeschwindigkeiten, der guten Temperaturperformance und dem sehr guten Druckbild ergibt einen wirklich leistungsstarken Drucker. Die Druckbettnivellierung arbeitet sehr zuverlässig und auch der Input Shaper erhöht dank G-Sensor die Druckqualität deutlich. Dank des geschlossenen Bauraums und dem Vollmetall-Hotend mit 300-°C-Drucktemperatur können auch problemlos technische Materialien, wie beispielsweise ABS und ASA, verarbeitet werden.
Ein großer Vorteil des Druckers sind auch die smarten Funktionen, die sich dank Netzwerk-Anbindung via WiFi ergeben. So ist die Cloud-Verbindung durchaus interessant, wenn man von unterwegs nachschauen will, wie weit der Drucker gerade ist. Durch die Bauraum-Kamera kann man so auch direkt optisch die Qualität gegenprüfen. Besonders komfortabel ist die direkte Ansteuerung des Druckers aus Creality Print. Denn so kann man seine Druckdaten direkt aus dem Slicer an den Drucker senden, ohne den Umweg über einen USB-Stick oder ein Browser-Interface zu gehen. Auch hier können wir natürlich auf die Kamera zugreifen.
Im Creality Store↗ ist der K2 Combo aktuell (Stand: 09.10.2025) zu einem Preis von 659,00 € erhältlich. Da Creality häufig Sonderaktionen bietet, empfiehlt es sich hier die Augen offenzuhalten. Natürlich kann er auch über andere Händler, wie die bekannten 3D-Druck-Distributoren, bezogen werden. Mit Blick auf die Ausstattung des Druckers, das integrierte CFS-System, die Qualität und die Größe des Bauraums positioniert sich der Drucker preislich in einem passenden Bereich.
Der 3D-Drucker K2 Combo und das Filament wurde Game2Gether von Creality für den Test zur Verfügung gestellt. Eine Einflussnahme der Hersteller oder Händler auf den Testbericht hat nicht stattgefunden.