
Druckqualität:
Um die Druckqualität es Anycubic Kobra 2 Max zu bewerten, haben wir verschiedene Testdrucke durchgeführt. Denn hier kommen mehrere Faktoren zum Tragen, denn zum einen sind die großen Achsen anfälliger für Vibrationen und dazu kommt die stark erhöhte Druckgeschwindigkeit. Hier wird es durchaus spannend, wie gut die Vibrationskompensation hier eingreifen kann. Als Filament haben wir zum einen das Fast-PLA von Anycubic in der Farbe grau sowie unsere Vergleichs-Filamente von SUNLU genutzt. Hier haben wir auf PLA und PLA+ zurückgegriffen. Weitere Informationen zu den Filamenten finden sich bei SUNLU.
Beim FDM-3D-Druck im Allgemeinen gibt es einige Unsauberkeiten und Fehler, die die Druckqualität schmälern können. Über einige wichtige wollen wir einen kurzen Überblick geben:
- Deutliche Freiräume zwischen den Filamentbahnen bei der unteren Schicht:
Kann durch einen zu großen Abstand der z-Achse entstehen (Z-Offset nachstellen) oder wenn zu wenig Material extrudiert wird. - Deutlich sichtbare Filamentbahnen in der Seitenansicht der Objekte:
Ungenaue Positionierung, Vibrationen, ungleichmäßige Extrusion sind nur ein paar der möglichen Ursachen. - Ghosting – sich wiederholende Schatten von Konturen
Ringing – Wellen auf der Oberfläche:
Wird in der Regel von hohen Druckgeschwindigkeiten ausgelöst und hängt mit der Trägheit des Druckkopfes zusammen. Schnelle Richtungswechsel führen so zu Vibrationen, die zu einem sich wiederholenden Muster in der Oberfläche führen.
Ghosting kann auch dadurch verursacht werden, dass die inneren Stützstrukturen nach außen durchscheinen. Hier liegt die Ursache oft in zu hohen Geschwindigkeiten, zu dünnen Wandstärken oder zu großen Überlappungen. - Stringing – Filamentfäden:
Entsteht durch nachlaufendes Filament bei Positionswechseln. Zur Vermeidung muss das Filament zurückgezogen werden. Der erforderliche Rückzug ist nicht für alle Materialien gleich. - „Pickel“ an der Oberfläche des Objektes:
Eine Ursache kann eine zu hohe Drucktemperatur sein, dann wird das Filament zu flüssig und kann unkontrolliert austreten. Aber auch eine zu hoch eingestellte Extrusionsmenge kann zu solch unkontrollierten Austritten führen. Darüber hinaus kann es sich auch einfach um die Punkte handeln, an denen der Layerübergang stattfindet, der Druckkopf also auf das nächste Layer angehoben wird. - Elefantenfuß:
Die untere Schicht des Objektes drückt sich zu den Seiten hervor. Ursächlich ist hier in der Regel eine zu tief stehende Ausrichtung der z-Achse.
Good old Benchy:
Wie auch bei unseren anderen 3D-Drucker-Inbetriebnahmen haben wir auf das gute, alte Benchy zurückgegriffen. Unsere Armada wächst beständig weiter (sehr zur Freude der Tochter des Autors). Das Benchy ist ein Modell eines kleinen Bootes, das einige schwere Stellen, wie Überhänge, Brücken, feine runde Konturen und noch einiges mehr bietet. Hier lassen sich so einige Druckfehler erkennen und man kann die Parameter optimieren. Besonders bei den aktuell neuen Druckergenerationen und den höheren Druckgeschwindigkeiten wird viel mit den Druckzeiten eines Benchys geworben. Allerdings sollte man hierbei immer auf das Kleingedruckte achten, denn neben der reinen Druckgeschwindigkeit beeinflusst natürlich auch die Anzahl der Wandlinien, die Füllung und die Dicke der oberen/unteren Schicht die Druckzeit. Am Ende ist ein Benchy immer noch ein recht einfaches, kleines Objekt und eine hohe Druckgeschwindigkeit hierbei, ist nicht immer auf alle anderen Objekte übertragbar. Besonders bei einem großformatigen Drucker, wie dem Kobra 2 Max lässt das Benchy wenig Rückschlüsse auf das Verhalten bei große Flächen oder den oberen Höhen zu.
Gedruckt haben wir das Benchy mit einer selber im Prusa Slicer erstellten Datei, zwischen den drei Modellen unterscheidet sich diese nur in den gewählten Temperaturen, das diese für die Filamente leicht unterschiedlich sind.


Auswertung des Benchys:
Unsere Testbenchys zeigen eine wirklich gute Druckqualität. Die Oberfläche ist insgesamt sehr gleichmäßig und auch die Überhänge an den Ankerkülsen, Fenstern und Türen sind sehr sauber ausgeführt. Die Grundfläche ist homogen, die enthaltene Schrift dennoch sauber lesbar. Auch die Schrift am Heck ist lesbar. Die mit Blick auf Ghosting kritischen Stellen, wie die Ankerklüsen sind sauber gedruckt und zeigen keinerlei Anzeichen von Ghosting. Besonders im Vergleich zum Kobra 2 fällt auf, dass die vibrationsbedingten Unsauberkeiten hier dank Inputshaper deutlich weniger auftreten.
Testobjekt Überhänge, Brücken und weiteres:
Ein weiterer beliebter Benchmark-Druck ist eine Platte, auf der sich Schriften, Überhänge, Brücken, schmale Zylinder und weitere Geometrien finden. Hier kann man in einem Durchgang herausfinden, ab welchem Überhangswinkel man zum Beispiel eine Stütze benötigt oder welche Spannweiten bei Brücken problemlos möglich sind.
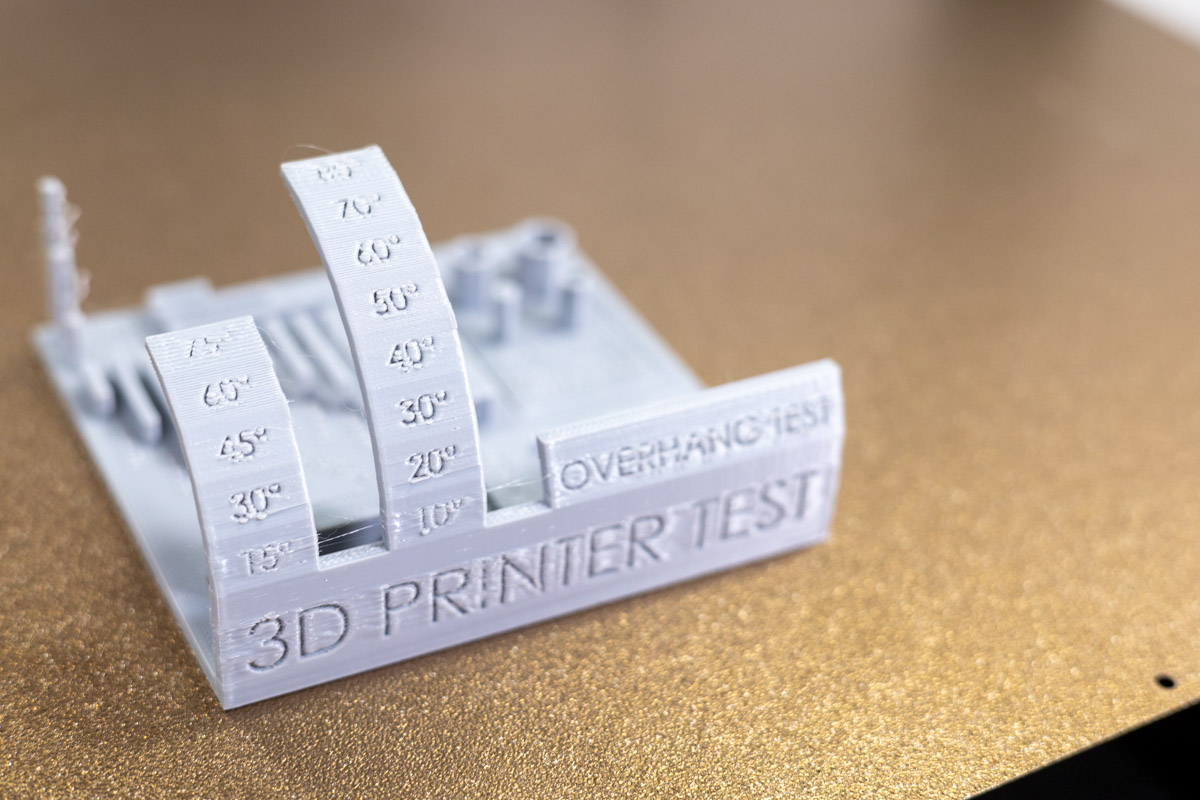
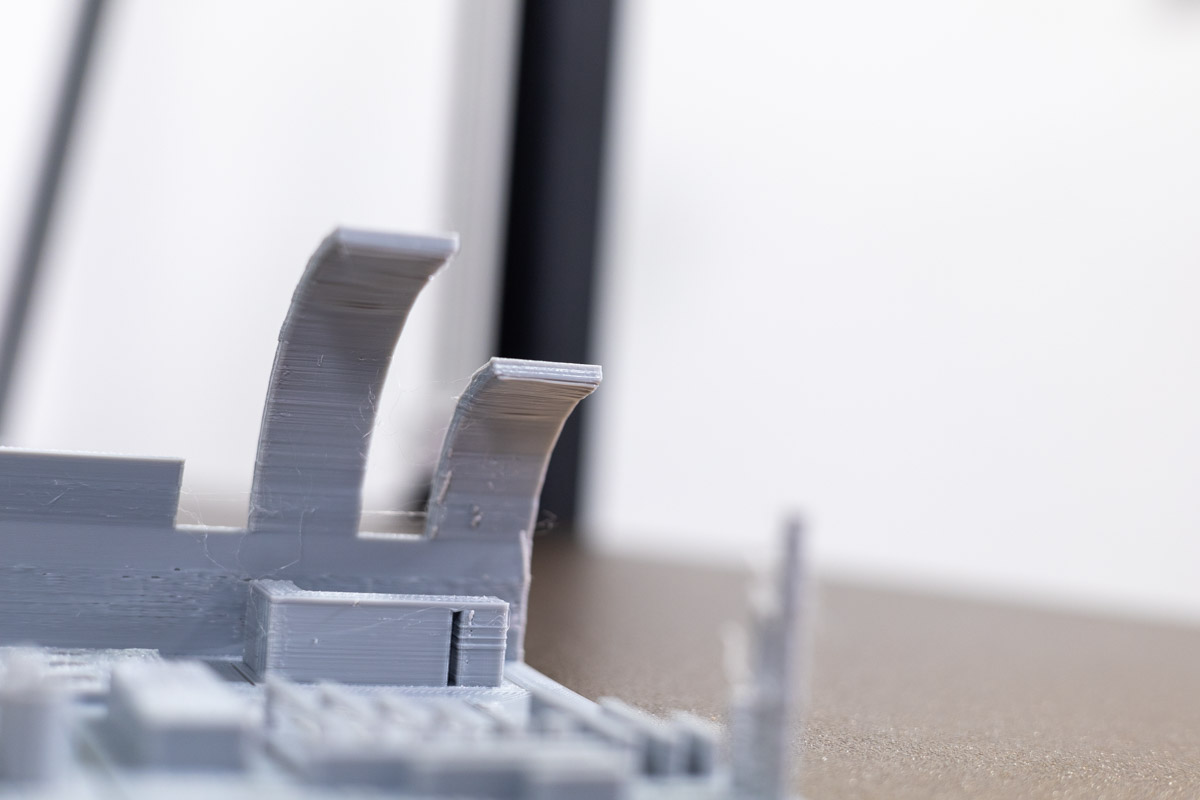
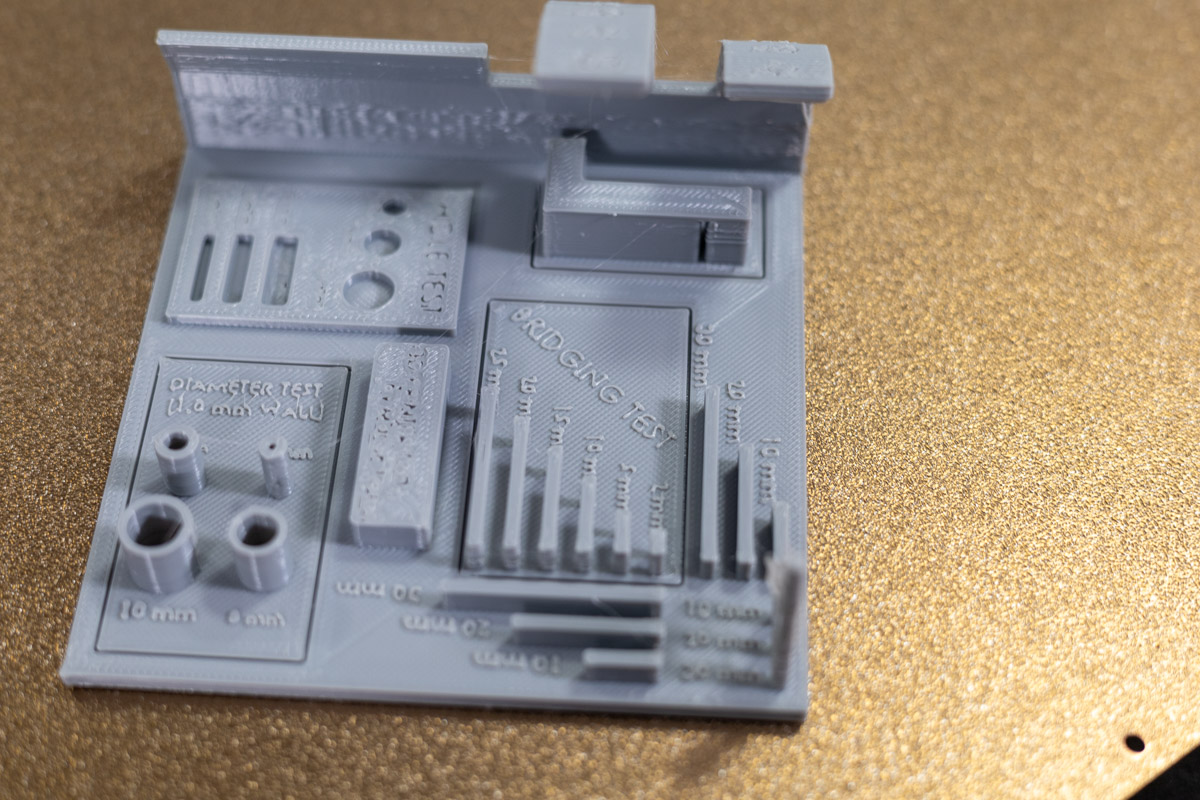
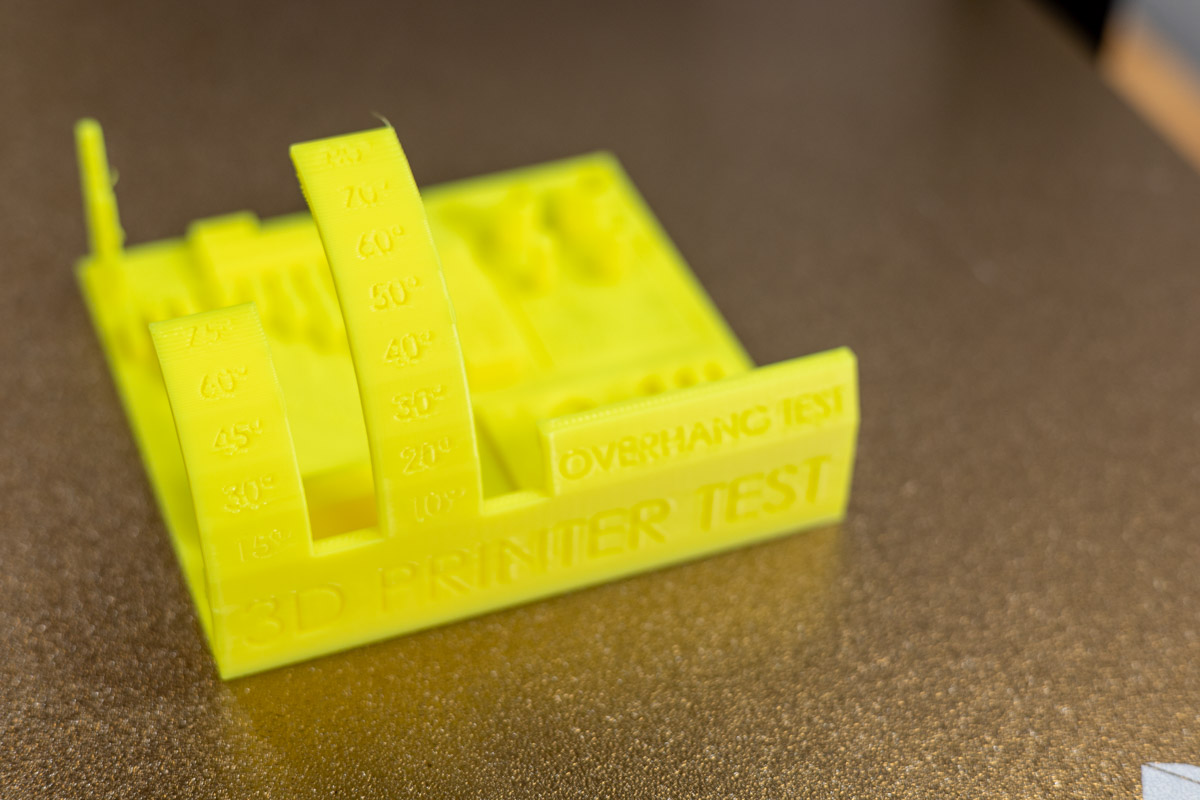
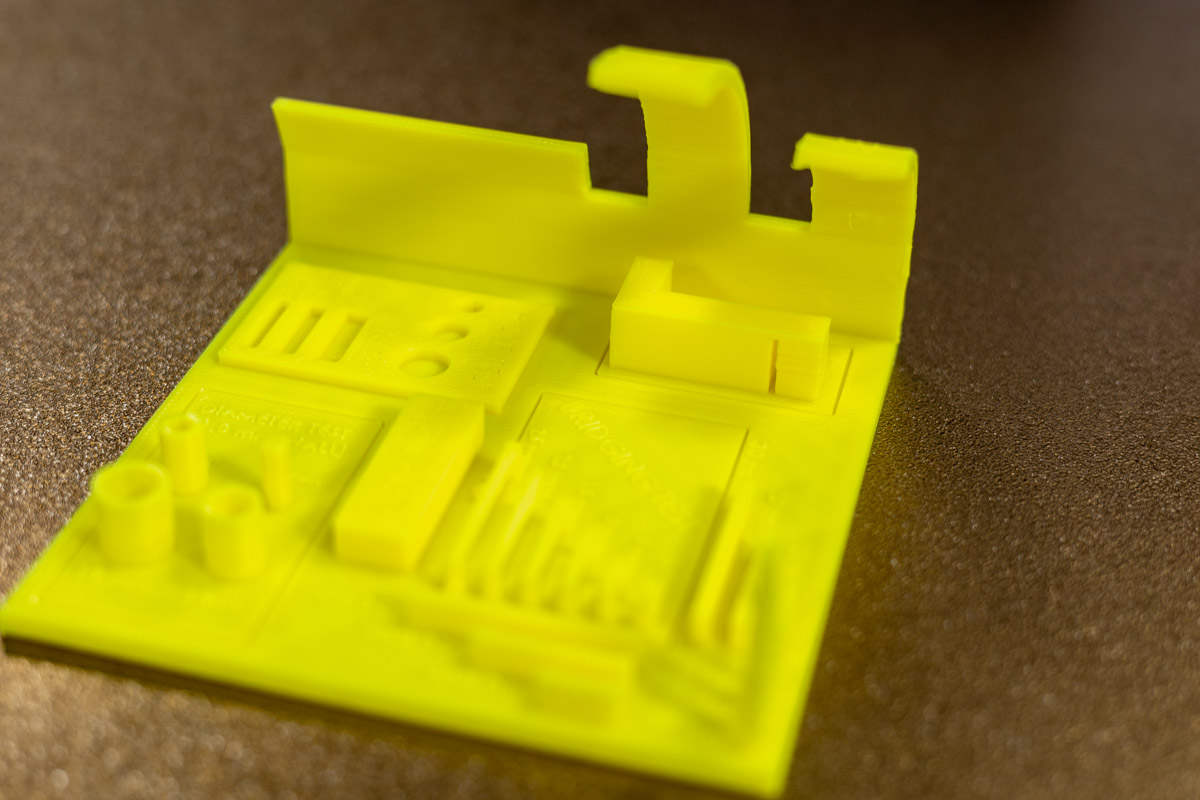
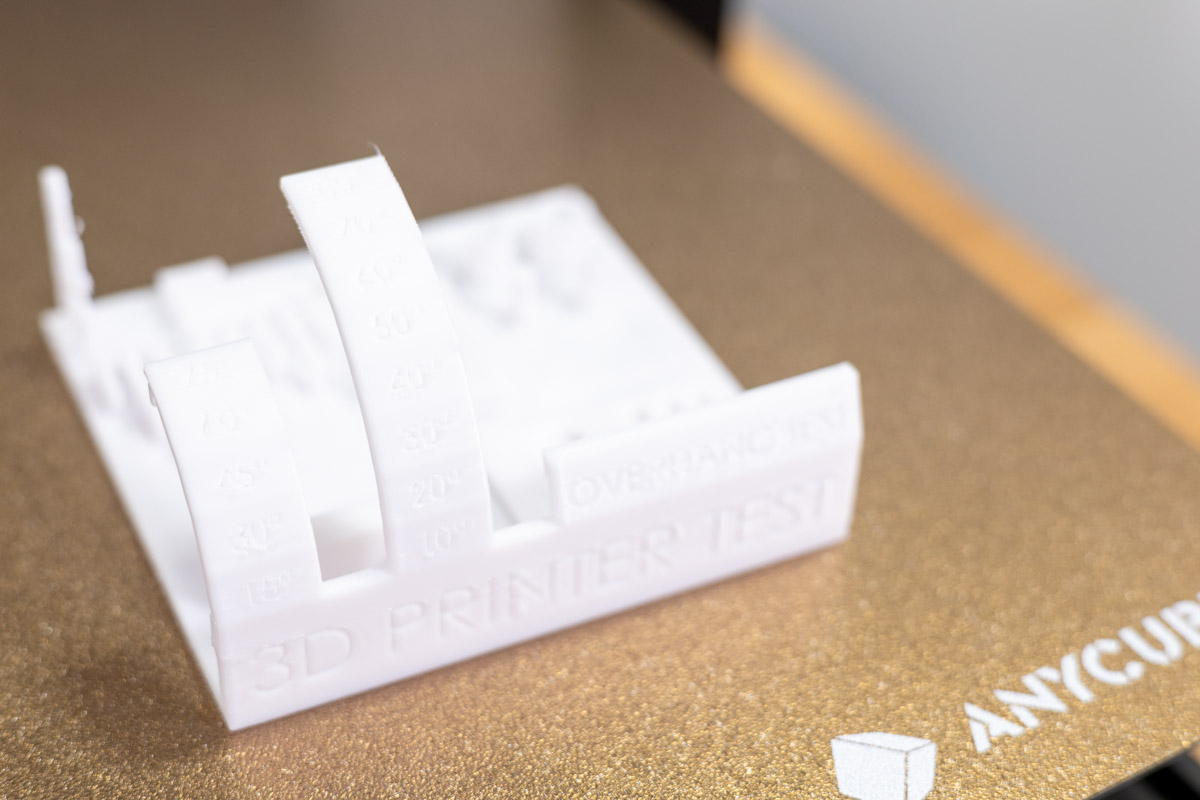
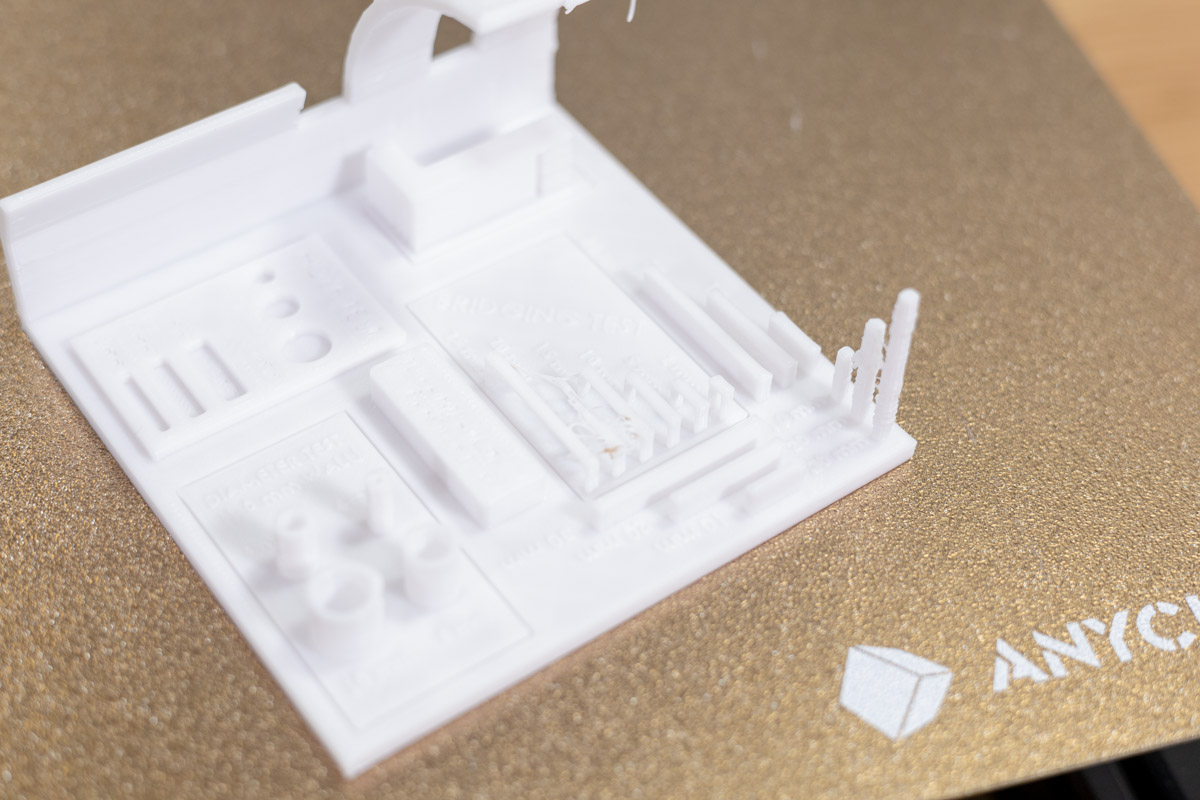
Bei den Überhängen beweist der Anycubic Kobra 2 Max eine sehr effiziente Druckkühlung. Sogar extreme Überhänge bis hin zu 80 % lassen sich so realisieren. Auch die Brückentests zeigen sich nahezu fehlerfrei, selbst bei der 25 mm langen Brücke ist kein Durchhängen zu erkennen (außer beim SUNLU PLA). Die Teststellen zur Genauigkeit von Längen weisen nur geringe Abweichungen < 2 % auf. In der gesamten Tendenz lässt sich sehen, dass die Drucke mit den hochwertigen PLA-Filamenten besser ausfallen.
Ein Testwürfel in zwei Varianten:
Als weiteren Benchmark haben wir einen Würfel gedruckt, dessen Seiten eine Kantenlänge von 40 mm aufweisen. Der Volumenkörper fällt um etwa 0,5 % bis 1 % kleiner aus, als die ursprüngliche Datei bemaßt wurde. Hier könnte man mittels einer allgemeinen Skalierungsanpassung im Slicer nachhelfen. Die Seitenflächen sind sehr gleichmäßig und zeigen keine Ghosting-/Ringing-Effekte an den Kanten. Da ein 3D-Drucker an spitzen Ecken immer leichte Radien aufweist, stehen die Ecken minimal vor. Daher sollte man bei einer Konstruktion für den 3D-Druck möglichst immer mit Radien an Ecken arbeiten. An einer der Ecken fällt dies noch etwas stärker aus, da sich hier der Layerübergang befindet.
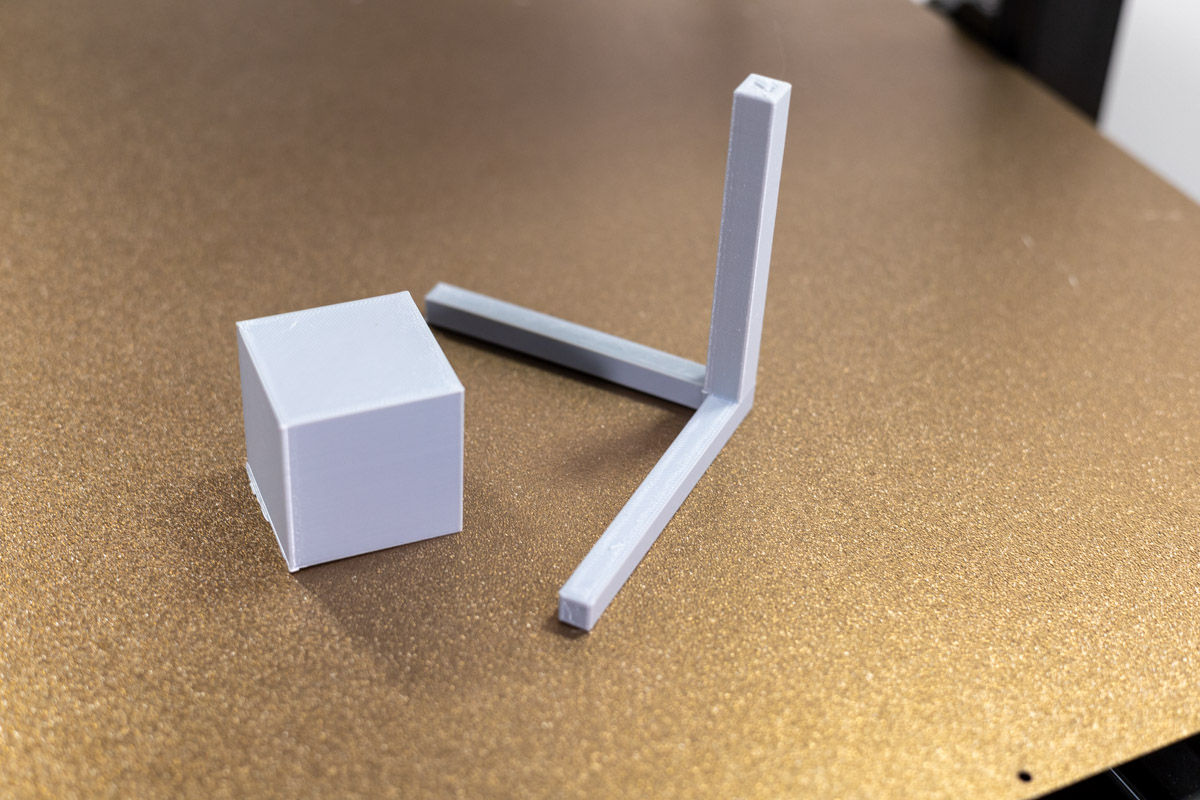
Um mögliche Intoleranzen in der Achsausrichtung zu erkennen, haben wir ein einfaches Balkenmodell eines kartesischen Koordinatensystems gedruckt. Dieses besteht aus kleinen Balken in die drei Richtungen des dreidimensionalen Koordinatensystems. An dieses Objekt haben wir nun einen Haarwinkel angelegt, um die Rechtwinkligkeit zu überprüfen. Hierbei konnten wir eine saubere Ausrichtung der drei Druckerachsen feststellen.
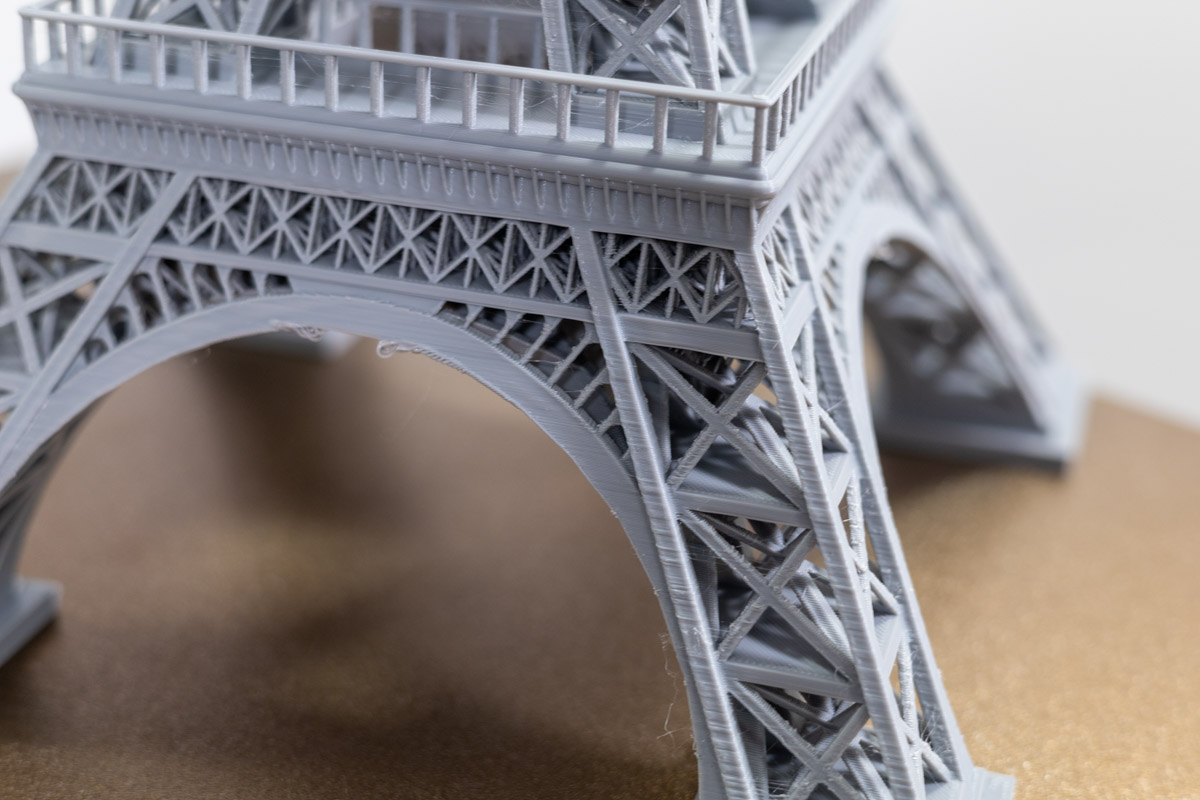
Ein großer Druck:
Als weiteren Testdruck haben wir auch hier ein vom Eiffelturm inspiriertes Modell genutzt (Link zu Printables). Dieses Modell kann man auf einem FDM-Drucker nicht fehlerfrei ohne Stützgeometrie drucken. Da wir den Drucker aber durchaus an seine Grenzen bringen wollten, haben wir dieses ohne Stützgeometrie gedruckt. Dabei haben wir das Standard-Druckprofil mit Geschwindigkeiten bis 230 mm/min genutzt. Dadurch dauert der ganze Druckvorgang mit 500 mm Höhe lediglich 20 Stunden. Am unteren Bogen zeigen sich feine Bögen mit extremen Überhängen als kleine Schwachstelle, hier müsste tatsächlich von unten eine Stütze kommen. An den Terrassen gibt es ähnliche Unsauberkeiten, denn hier wurden Kanten quasi in die Luft gedruckt, was nur unter in Kaufnahme von Fehlern möglich ist. Dazu zeigt sich im gesamten Turm etwas Stringing, was sich aber leicht entfernen lässt. Die Spitze ist ebenfalls sehr anfällig, denn durch die schnellen Layerwechsel war hier keine ausreichende Kühlung möglich. Ganz frei von Vibrationsartefakten ist die Oberfläche hier allerdings nicht geworden, vermutlich aufgrund der sehr häufigen Positionswechsel, gefolgt von feinen Druckbereichen.
Für einen wirklich sauberen Druck sollte man allerdings für ein solches Modell Stützgeometrien verwenden und auch die Geschwindigkeit ggf. anpassen.




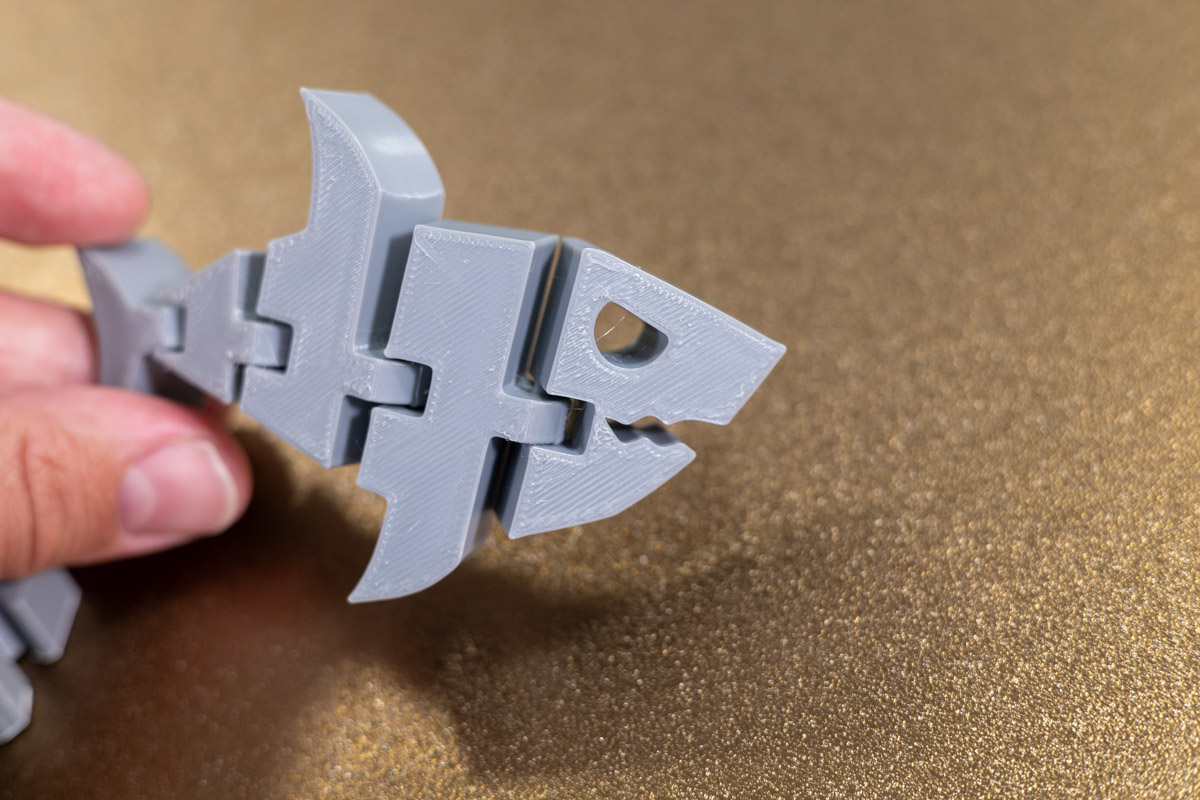
Andere Testdrucke:
Zu weiteren Testzwecken haben wir noch Objekte, wie den berühmten Flexi-Rex, einen Flexi-Shark und eine überdiemensionale Sortimentsbox gedruckt. Die allgemeine Druckqualität war hierbei durchaus immer sehr gut.



Bei den Sortimentsboxen handelt es sich um eine einfache, schmale, aber hohe, offene Aufbewahrungsbox. Diese haben wir im Vergleich zum Testdruck mit dem kleinen Bruder deutlich größer skaliert. Auch hier beweist der Anycubic Kobra 2 Max wieder, dass er in der Lage ist sehr gleichmäßige Oberflächen zu drucken. Etwas störend fällt hier jedoch die recht kräftige Naht am Layerübergang auf. Ghosting- und Ringing-Artefakte sind keine zu finden.
Folgerungen zur Druckqualität:
Resümiert man noch einmal die in den letzten Abschnitten beschriebenen Erfahrungen, zeigt sich, dass der Anycubic Kobra 2 Max wirkliche eine sehr gute Druckqualität liefert. Besonders, wenn man nun einen Vergleich zur 1. Generation des Kobras Max anstellt, sieht man hier einen großen Fortschritt auf mehreren Ebenen. Eine der großen Stärken des Druckers ist sicherlich die deutlich verbesserte Lagerung der Achsen, der leistungsfähigere Extruder und die neue Elektronik, die allesamt die hohen Geschwindigkeiten erst ermöglichen.